電子束冷床爐熔煉TC18鈦合金過程中元素揮發研究
2022-05-13 04:20:04曹壽林馬小艷張煒華
鈦工業進展 2022年2期
杜 彬,曹壽林,王 龍,馬小艷,王 倩,張煒華
(1.青海聚能鈦業股份有限公司, 青海 西寧 810007)(2.青海省鈦及鈦合金工程技術研究中心, 青海 西寧 810007)
TC18鈦合金名義成分為Ti-5Al-4.75Mo-4.75V-1Cr-1Fe,是一種高合金化的近β型鈦合金。經退火處理后,TC18鈦合金具有較高的強度,且淬透性良好,適用于制造飛機起落架等大型承力構件[1,2]。
目前,國內主要采用真空自耗電弧爐(VAR爐)熔煉TC18鈦合金鑄錠,存在工藝流程長、鑄錠雜質含量高及宏觀偏析嚴重等缺陷,在實際應用中會嚴重影響發動機構件的疲勞強度和持久性能等。電子束冷床爐(EB爐)熔煉技術具有鑄錠脫氣除雜效果好、成分均勻性高的優勢[3,4],可有效避免VAR技術的固有缺陷。美國航空發動機制造商曾要求,用于航空發動機旋轉件的鈦合金必須經過一次冷床爐熔煉,并將“冷床爐熔煉+VAR熔煉”作為標準的工業生產方法[5]。
國內純鈦鑄錠的EB爐熔煉已基本達到工業化水平,但成分復雜鈦合金鑄錠的EB爐熔煉目前仍處于研究的起步階段。研究人員對TC4鈦合金的EB爐熔煉技術進行了較多的研究,并取得了一定成果[6,7]。岳旭等[8]采用一次EB爐熔煉加一次VAR爐熔煉制備出大規格TC17鈦合金鑄錠,成分分析結果表明該鑄錠具有較高的成分均勻性和潔凈度。與TC4、TC17鈦合金相比,TC18鈦合金的成分更為復雜,熔煉過程控制難度大,目前鮮有關于EB爐熔煉TC18鈦合金的報道。
本研究利用Langmuir定律建立元素揮發模型,并結合EB爐熔煉的實際運行狀況,對TC18鈦合金鑄錠熔煉過程中元素的揮發規律進行研究,探索EB爐熔煉TC18鈦合金鑄錠的工藝路線。
1 元素揮發模型
在高溫高真空環境下,液態金屬會存在一定的揮發燒損,揮發燒損率與金屬元素的飽和蒸氣壓密切相關[9,10]。熔池表面金屬元素的揮發行為服從Langmuir定律[11]:

(1)


(2)

(3)
式中:A、B、C、D為金屬蒸氣壓常數,可以在相關文獻中查到。
式(1)~(3)即為TC18鈦合金EB爐熔煉過程中合金元素的揮發模型。該模型既可用于預測合金元素在真空熔煉過程中的揮發規律,設計或優化合金熔煉方案;亦可用于驗證鑄錠中各組元的實際揮發損失,反向推算、驗證合金在熔煉過程中,不同組分、溫度及熔體表面積下的熱力學參數。
活度系數是影響元素揮發速率的關鍵因素。在成分不同的鑄錠中,同一合金元素的活度系數是不同的,其不僅與金屬元素自身的化學性質密切相關,還會受到合金組分的影響,反映了合金元素在不同合金中化學活性的差異。大量研究表明,活度系數的獲取方式主要有2種:一是通過理論模型計算獲得,但目前也僅限于二元、三元合金的計算,對于多元合金尚未得到實際應用[14,15];二是通過實驗方法進行測定,但影響實驗過程的因素過多,難以實現。因此,本研究根據EB爐熔煉TC18鈦合金鑄錠后各元素的實測揮發率,并結合熔煉工藝條件,對各元素在特定條件下的活度系數進行反向推算,再利用推算獲得的活度系數驗證所設計實驗的揮發規律的準確性。
2 鑄錠熔煉
實驗材料選用海綿鈦、Al-V55中間合金、Al-Mo70中間合金、Cr顆粒、Fe釘、Al豆等,混料后在80MN油壓機上壓制為150 mm×380 mm×580 mm的塊體,單塊質量為100 kg。
采用BMO-25型EB爐進行TC18鈦合金鑄錠熔煉。EB爐額定功率為1350 kW,圖1為各電子束槍掃描區域示意圖。其中,1#電子束槍電流為IM,用于熔化物料;2#電子束槍電流為IR,用于冷床內金屬液的精煉;3#電子束槍電流為IS,用于控制結晶器中金屬液的溫度,以使其保持較好的充型能力,有效控制結晶速度。
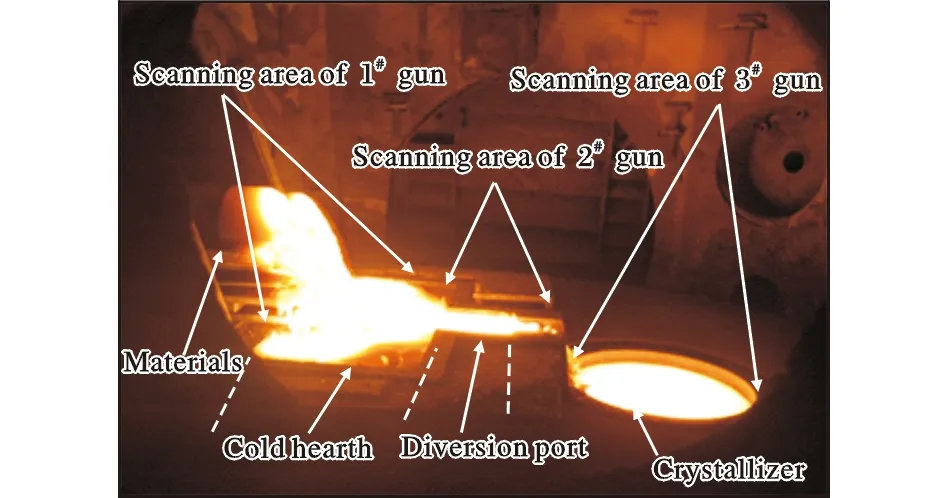
圖1 EB爐各電子束槍掃描區域示意圖
EB爐熔煉過程中涉及的工藝參數主要有配料比、熔煉電流、真空度、進料速度及拉錠速度等。根據合金元素的揮發規律及熔煉經驗[12,16,17],設計了4組TC18鈦合金鑄錠熔煉試驗(編號依次為No.1~No.4),具體工藝參數如表1所示。熔煉過程中,冷床熔體面積為600 mm×400 mm,結晶器熔體面積為π×190 mm×190 mm,爐內壓力為0.20~0.50 Pa。熔煉后得到規格為φ380 mm×L的TC18鈦合金鑄錠。鑄錠經扒皮后,沿軸向在頭、中、尾部切取長條狀試樣,采用德國Eltra公司的ONH-2000氧氮氫分析儀檢測O、N含量;在鑄錠表面及橫截面上取屑樣,經硫酸溶液(H2SO4、H2O體積比為1∶2)溶解后,用美國PE公司的ICP-7300V電感耦合等離子發射光譜儀分析Al、V、Mo、Cr、Fe等元素的含量。
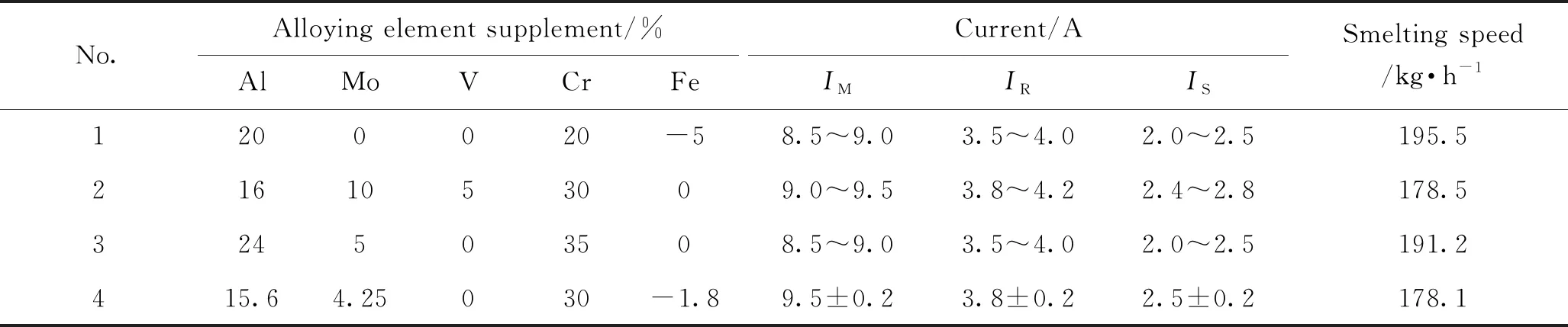
表1 EB爐熔煉TC18鈦合金鑄錠的工藝參數
3 結果與討論
3.1 元素揮發規律分析
合金熔體中各組元的飽和蒸氣壓不同于純金屬的飽和蒸氣壓,受到摩爾分數、活度系數的影響較為顯著。一般而言,鈦合金中Al、Sn、Cr等屬于易揮發元素,V、Fe、Zr、Mo等屬于難揮發元素。在成分復雜的合金中,元素之間親和力的差異會造成“易揮發-難揮發”元素的“聯合揮發”問題,即易揮發元素揮發的同時會帶動難揮發元素的揮發。這種“易揮發-難揮發”元素聯合揮發的現象不同于VAR熔煉,是EB爐熔煉特有的規律,與EB爐設備加熱熱源、真空環境等因素有關[16]。
對No.1~No.4試驗所得TC18鈦合金鑄錠中各元素含量進行分析,結果見表2。測量時,沿鑄錠軸向不同橫截面上30個點取樣,剔除差異性較大的測量值(異常值)后,取平均值作為測量結果。
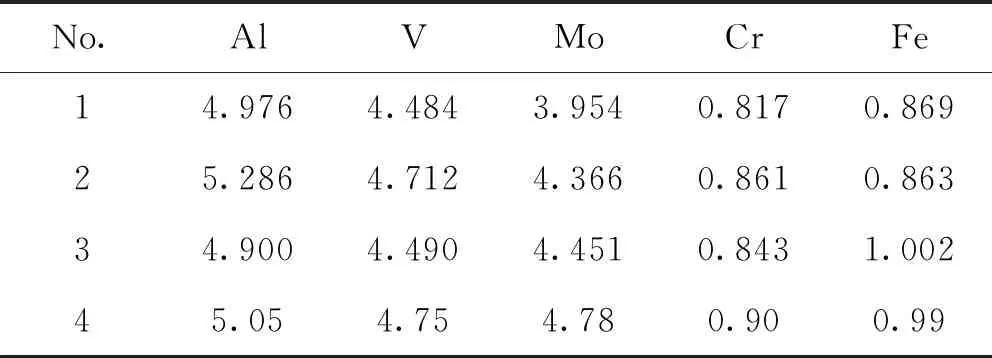
表2 No.1~No.4試驗所得TC18鈦合金鑄錠中各元素含量實測值(w/%)
表3為根據鑄錠中各元素含量實測值和配入值(表1)計算得到的各元素的實測揮發率。以表3中No.4試驗結果為例,對EB爐熔煉過程中,各元素的揮發規律進行分析,反向推算TC18鈦合金熔體中各組元的活度系數。

表3 No.1~No.4試驗所得TC18鈦合金鑄錠中各元素的實測揮發率(%)
首先,在對TC4、Ti6242、Ti-15V-3Al-3Cr-3Sn、Ti-25V-15Cr-0.2Si等鈦合金中各元素活度系數推算[18-20]的基礎上,借用Ti、Al、V、Mo、Cr、Fe等元素的活度系數,利用式(1)得到TC18鈦合金各組元在2000、2050 K下的揮發速率。其中,2000 K對應結晶器中金屬溶液溫度,2050 K對應冷床中金屬溶液溫度。
由式(1)、(2)可得活度系數計算公式如下:
(4)
在已知揮發速率的基礎上,利用式(4)計算出TC18鈦合金中各組元在2000、2050 K下的活度系數。根據文獻[12,18-21]可知,鈦合金中各組元在1800~2200 K范圍內的活度系數基本呈線性分布,故對其進行線性外推插值計算,獲得TC18鈦合金各組元在1800~2200 K之間的活度系數,如表4所示。
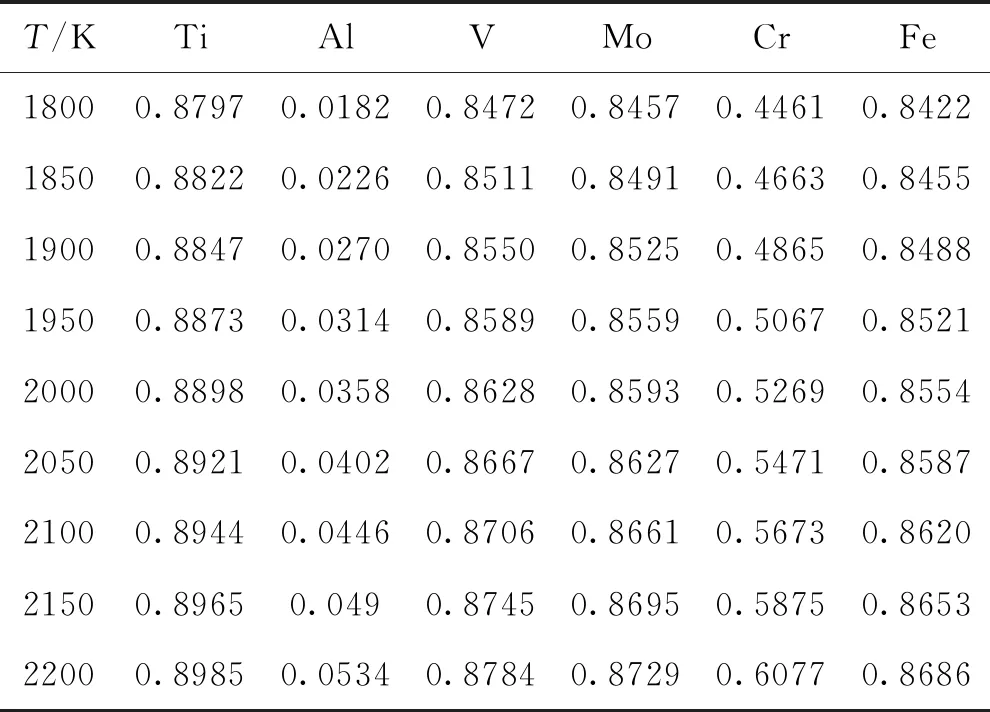
表4 TC18鈦合金中各組元活度系數與溫度的關系
利用推算得到的活度系數(表4),結合各組元熱力學參數、揮發模型及BMO-25型EB爐運行參數(熔煉溫度、熔池面積等),通過式(1)計算得到TC18鈦合金熔體中各組元的飽和蒸氣壓,如圖2所示。從圖2可以看出,在2000~2200 K范圍內,各組元飽和蒸氣壓由大到小為Al、Cr、Ti、Fe、V、Mo。由此可見,熔煉過程中Al、Cr元素的揮發速率高于Ti基體,Fe、V、Mo元素的揮發速率低于Ti基體。因此,在TC18鈦合金EB爐熔煉過程中,需重點關注Al、Cr元素的揮發規律,同時對難揮發元素Fe、V、Mo的含量變化進行分析。

圖2 TC18鈦合金熔體中各組元飽和蒸氣壓和溫度的關系
在已知各組元不同溫度下飽和蒸氣壓的基礎上,利用式(1)計算不同溫度下TC18鈦合金中各組元的揮發速率,結果如圖3所示。在No.4試驗條件下,通過圖3獲得TC18鈦合金EB爐熔煉過程中,冷床熔體和結晶器熔體表面Al、Cr元素的揮發速率,如表5所示。

圖3 TC18鈦合金熔體中各組元揮發速率和溫度的關系
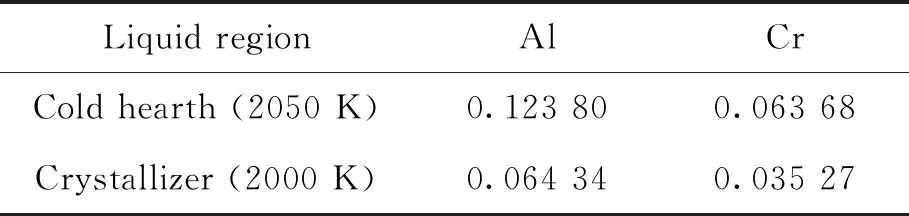
表5 冷床和結晶器內Al、Cr元素的揮發速率
3.2 熔煉揮發驗證分析
由揮發模型可知,在活度系數、飽和蒸氣壓等熱力學參數確定的情況下,合金元素的揮發主要受熔體中該元素摩爾分數、熔體表面積及熔煉溫度等影響。No.1~No.4試驗中,不同配料比值下各元素的摩爾分數相差不大(最大不超過0.007),熔體表面積恒定,熔煉溫度亦無較大變化,故理論揮發率的推算均采用表5中所列數據。表6為TC18鈦合金EB爐熔煉過程中Al、Cr元素的理論揮發率和實測揮發率。從表6可以看出,No.1試驗中Al、Cr元素的實測揮發率與理論揮發率相差較大。另外,化學成分檢測結果顯示,No.1鑄錠中Mo元素大量流失。分析原因可能是原材料備料過程中,壓制的鈦塊不夠密實,造成合金元素撒漏(Cr、Al-Mo中間合金均為粒度≤6 mm的顆粒)。No.3試驗結果略優于No.1,但仍不符合預期,主要是因為No.3試驗中Al、Cr等元素含量的配入值較高,而相應的熔煉速度又較慢(電流設定值較低),導致揮發率存在較大差異。No.2和No.4試驗中,Al、Cr元素的實測揮發率與理論揮發率吻合度較高,說明通過該數學模型獲得的活度系數及揮發率,能夠較好地匹配實際熔煉過程。
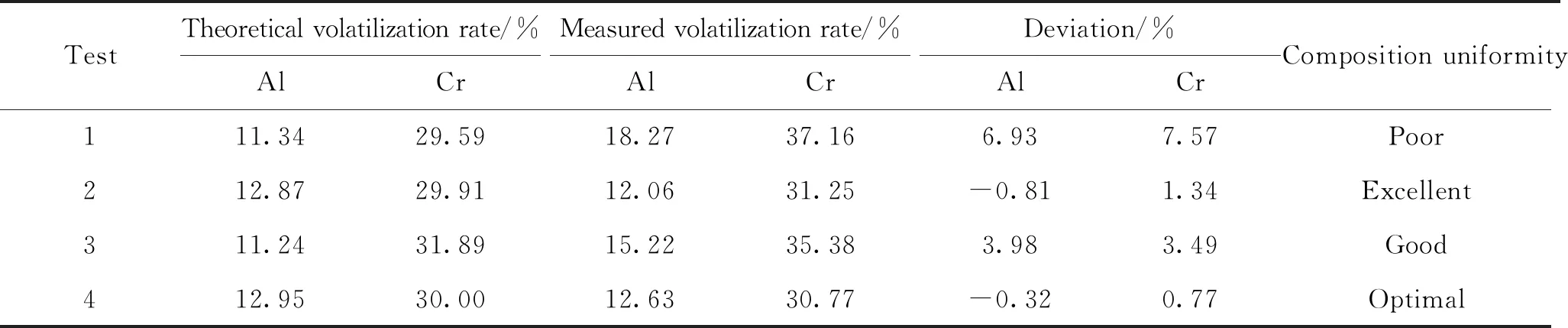
表6 TC18鈦合金EB爐熔煉過程中Al、Cr元素的理論揮發率和實測揮發率
對No.2和No.4試驗獲得的TC18鈦合金鑄錠進行化學成分分析,結果如圖4所示。由圖4可以看出,No.4鑄錠中各元素的軸向均勻性均優于No.2鑄錠。No.2鑄錠中V、Mo元素含量的標準差分別為0.324%、0.189%,No.4鑄錠中V、Mo元素含量的標準差僅為0.090%、0.053%。

圖4 TC18鈦合金鑄錠軸向的化學成分分布
以上結果表明,No.4試驗工藝參數最佳,所得鑄錠成分均勻性最優。在No.4鑄錠頭、中、尾不同部位取樣,分析雜質元素含量,結果見表7。從表7可以看出,采用EB爐熔煉的TC18鈦合金鑄錠,其雜質元素含量均較低,明顯優于VAR爐熔煉。可見,采用BMO-25型EB熔煉TC18鈦合金鑄錠過程中,按No.4試驗方案將Al、Mo、Cr補加率分別設為15.6%、4.25%、30%,并通過控制熔煉電流使熔煉速度穩定在178 kg/h左右,由此所獲得的鑄錠化學成分均勻性良好,符合GB/T 3620.1—2016要求。
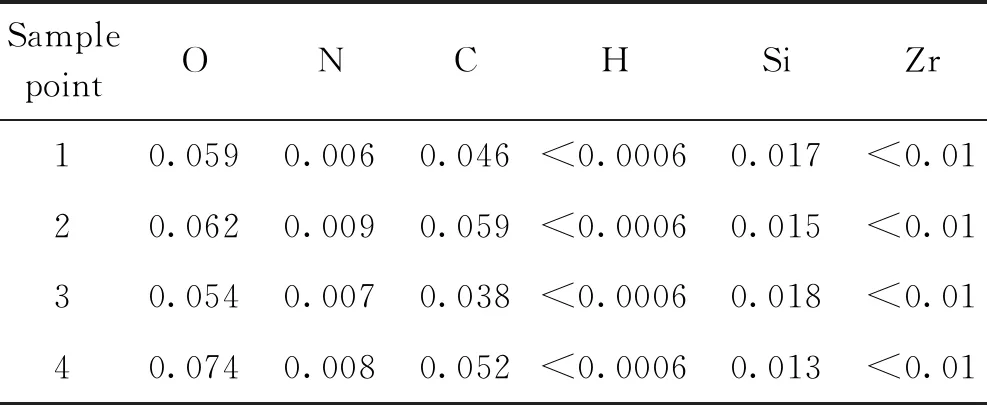
表7 No.4試驗所得的TC18鈦合金鑄錠中雜質元素含量(w/%)
4 結 論
(1) 采用EB爐熔煉TC18鈦合金鑄錠過程中,Al、Cr元素揮發損失明顯,實測揮發率分別為12.06%~18.27%和30.77%~37.16%。
(2) 采用Langmuir定律建立EB爐熔煉TC18鈦合金過程中各組元揮發規律的數學模型,通過該數學模型所獲得的活度系數及揮發率能夠較好地匹配實際熔煉過程,理論揮發率與實測揮發率吻合度較高。
(3) EB爐熔煉TC18鈦合金鑄錠過程中,將Al、Mo、Cr補加率分別設為15.6%、4.25%、30%,并通過控制熔煉電流使熔煉速度穩定在178 kg/h左右,可獲得成分均勻的鑄錠。