擠壓機(jī)進(jìn)刀壓力和切粒機(jī)轉(zhuǎn)速曲線的優(yōu)化
2022-05-14 03:27:34何寶
機(jī)械工程師 2022年5期
何寶
(國(guó)能包頭煤化工有限責(zé)任公司,內(nèi)蒙古 包頭 014000)
1 擠壓機(jī)、模板、切刀的相關(guān)參數(shù)
擠壓機(jī)是聚乙烯裝置的關(guān)鍵設(shè)備,它通過(guò)混煉、加壓、切粒等過(guò)程將聚乙烯粉料制成粒料,便于運(yùn)輸及后序加工。機(jī)組的使用、調(diào)整和維護(hù)對(duì)整個(gè)聚乙烯裝置來(lái)說(shuō)尤為重要,某型號(hào)擠壓機(jī)相關(guān)參數(shù)如表1所示。

表1 擠壓機(jī)基本參數(shù)
模板和切刀屬于擠壓機(jī)重要備件,進(jìn)口價(jià)格昂貴,而且進(jìn)口周期較長(zhǎng)。模板和切刀使用國(guó)內(nèi)備件后,為保證切粒質(zhì)量和擠壓機(jī)長(zhǎng)周期穩(wěn)定運(yùn)行,切粒機(jī)進(jìn)刀壓力和切粒機(jī)轉(zhuǎn)速曲線需要重新標(biāo)定。國(guó)內(nèi)某廠家的模板參數(shù)和切刀參數(shù)如表2和表3所示。

表2 國(guó)產(chǎn)模板參數(shù)

表3 國(guó)產(chǎn)切刀參數(shù)
2 切粒機(jī)理及切刀軸受力分析
切粒機(jī)有兩種切粒方法,間隙切粒和接觸切粒。間隙切粒:切刀與模板表面之間有一定的間隙,當(dāng)?shù)遁S進(jìn)刀壓力低于一定值時(shí),刀軸通過(guò)手柄將保持在設(shè)定的固定位置,無(wú)論切刀磨損量和切刀轉(zhuǎn)速如何,刀軸與模板表面距離一定。接觸切粒:切刀與模板表面之間沒(méi)有間隙。當(dāng)推動(dòng)刀軸前進(jìn)壓力升高并超過(guò)一定值時(shí),刀軸克服阻力向模板表面移動(dòng),一旦刀刃與模板切粒帶接觸的進(jìn)刀壓力設(shè)置好,無(wú)論切刀磨損與否,切刀都能保持對(duì)模板切粒帶的壓力,使切刀自動(dòng)向模板前進(jìn)。正常來(lái)說(shuō),接觸切粒能獲得更好的顆粒外觀,本文以接觸切粒方式進(jìn)行分析。
進(jìn)刀壓力直接影響到切刀對(duì)模板的壓力,進(jìn)刀壓力的設(shè)定是否合理,影響模板、切刀使用壽命及顆粒外觀。進(jìn)刀壓力設(shè)定太小,會(huì)導(dǎo)致間隙切粒,產(chǎn)生拖尾料、墊刀料,甚至纏刀。進(jìn)刀壓力過(guò)大,則模板和切刀磨損加劇,影響模板和切刀使用壽命[1]。正常切粒時(shí),切刀軸受力如圖1所示。

圖1 切刀軸受力圖
切粒時(shí)模板受力分析[2]如下:

式中:FX為刀刃對(duì)模板切粒帶的推力;f1為施加在氣缸的進(jìn)刀壓力;f2為顆粒水對(duì)刀軸向模板的推力;f3為施加在氣缸的退刀壓力;f4為顆粒水的壓力;f5為摩擦損失的力。
顆粒水對(duì)刀軸向模板的推力:

式中:N為切刀數(shù)量;K為系數(shù);L為切刀的有效長(zhǎng)度;V為切刀的線速度。
由此可知,f2隨著切刀轉(zhuǎn)速的增加而變大,關(guān)系曲線如圖2所示。
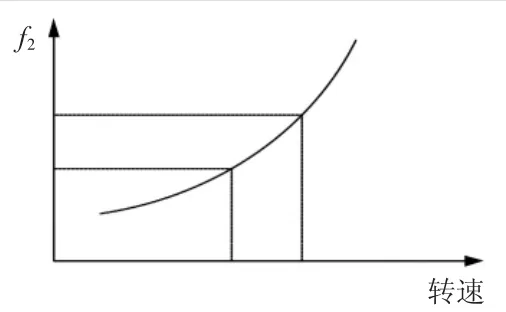
圖2 f2與切刀轉(zhuǎn)速關(guān)系曲線圖
f3通常設(shè)定為0.15 MPa;f4為顆粒水泵出口壓力,約0.4 MPa;f5與模板和切刀的材料、硬度、粗糙度有關(guān)系,為固定值。由此可知,推力FX只與f1和f2密切相關(guān)。因此,進(jìn)刀壓力和切粒機(jī)轉(zhuǎn)速的設(shè)定是否合理,關(guān)系到切刀對(duì)模板的推力,推力是否適合,直接影響模板和切刀的使用壽命和切粒狀態(tài)[3]。
3 進(jìn)刀壓力與切粒機(jī)轉(zhuǎn)速曲線的標(biāo)定方法
1)用熔融樹脂填充模板孔。
模板處拉料6 t/h,直到模板無(wú)氣體排出且樹脂干凈,在模板表面涂上硅油,清理水室的連接法蘭接觸面,水室和模板對(duì)中良好,能進(jìn)行鎖模操作。
2)預(yù)熱切粒單元。
確保切粒視窗是關(guān)閉的,合模,PCW三通閥打“直通”,切粒機(jī)轉(zhuǎn)速設(shè)定為330 r/min,啟動(dòng)切粒機(jī),并運(yùn)行約30 min,直至切粒機(jī)的溫度達(dá)到平衡。停止切粒機(jī),PCW三通閥打“旁通”,進(jìn)行排水并解模操作。
3)設(shè)置模板和切刀間隙千分表為“0”。
確保切刀刀刃已找水平,在0.03 mm之內(nèi)。投用切刀軸退刀壓力,將切刀軸縮回至最遠(yuǎn)端,安裝切刀刀盤至切刀軸上。切粒軸和水室進(jìn)行垂直度打表,在0.03 mm之內(nèi)。連接水室和模板,將水室視窗打開,逐步增加刀軸向前的進(jìn)刀壓力,當(dāng)?shù)度薪佑|到模板表面時(shí),將模板和切刀間隙千分表設(shè)置為“0”。
4)切刀軸行程及切刀磨損報(bào)警點(diǎn)設(shè)定。
a.通過(guò)旋轉(zhuǎn)鎖緊螺母杠桿,松開鎖緊螺母;b.降低刀軸進(jìn)刀壓力,投用刀軸后退壓力,移動(dòng)刀軸的壓力要最小,刀軸開始向后移動(dòng);c.當(dāng)?shù)遁S向后運(yùn)動(dòng)被止動(dòng)套筒阻礙時(shí),記錄模板和切刀間隙千分表讀數(shù);d.轉(zhuǎn)動(dòng)止動(dòng)套筒杠桿,向前或向后,直到切刀和模板間隙千分表讀數(shù)為4 mm;e.旋轉(zhuǎn)鎖緊螺母杠桿,鎖定刀軸位置在離模板4 mm處(切刀和模板間隙百分表4 mm);f.拆下切刀盤,提高進(jìn)刀壓力,將切刀軸在千分表為“0”點(diǎn)的基礎(chǔ)上,向模板移動(dòng)2 mm,設(shè)此點(diǎn)為切刀磨損2 mm報(bào)警點(diǎn),如圖3所示。

圖3 切刀軸行程設(shè)定
5)確定進(jìn)刀壓力和切粒機(jī)轉(zhuǎn)速的關(guān)系。
關(guān)閉并鎖上水室視窗,合模,PCW三通閥打“直通”。將進(jìn)刀壓力設(shè)定為0.05 MPa,將刀軸后退壓力設(shè)定為0.08 MPa,切刀軸向后移動(dòng)至止點(diǎn)位置,此時(shí),切刀距離模板4 mm,啟動(dòng)切粒機(jī)電動(dòng)機(jī)。
設(shè)定不同的切粒機(jī)轉(zhuǎn)速,在特定的切粒機(jī)轉(zhuǎn)速下,滿足以下條件時(shí),開始收集進(jìn)刀壓力數(shù)據(jù):a.當(dāng)切刀開始朝模板移動(dòng);b.切刀持續(xù)向前移動(dòng);c.切刀刀刃接觸模板時(shí),切粒機(jī)電動(dòng)機(jī)電流開始增加,一般以切刀持續(xù)向前移動(dòng)的進(jìn)刀壓力設(shè)定為操作壓力。
4 進(jìn)刀壓力與切粒機(jī)轉(zhuǎn)速標(biāo)定及偏差原因分析
切粒機(jī)轉(zhuǎn)速分別設(shè)定為200、250、300、350、400、450、500 r/min。
以切粒機(jī)轉(zhuǎn)速200 r/min為例:在退刀壓力0.08 MPa、進(jìn)刀壓力0.05 MPa基礎(chǔ)上,開始逐漸提高進(jìn)刀壓力,當(dāng)切粒機(jī)軸開始運(yùn)動(dòng)時(shí),記錄此時(shí)的進(jìn)刀壓力p1,如果切刀軸向前停在半程位置,每次將進(jìn)刀壓力提高0.01 MPa,直至切粒軸繼續(xù)開始向模板移動(dòng),記錄此時(shí)的進(jìn)刀壓力p2,當(dāng)切刀和模板間隙千分表在“0”點(diǎn)的位置,注意觀察切粒機(jī)電流,如果電流增加,此時(shí)的p2即為最佳進(jìn)刀壓力,如果切粒機(jī)電流無(wú)增加,繼續(xù)提高進(jìn)刀壓力,每次0.01 MPa,直至切粒機(jī)電流開始增加為止,記錄此時(shí)的壓力p3,p3即為最佳進(jìn)刀壓力。重復(fù)上述步驟,記錄切粒機(jī)轉(zhuǎn)速在250、300、350、400、450、500 r/min時(shí)的最佳進(jìn)刀壓力,如表4所示。
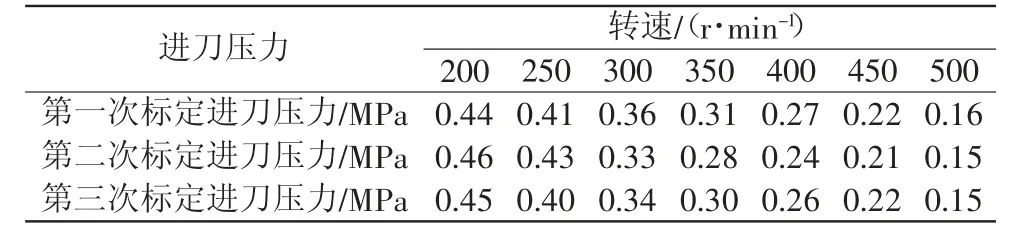
表4 進(jìn)刀壓力與切粒機(jī)轉(zhuǎn)速標(biāo)定數(shù)據(jù)
根據(jù)3次標(biāo)定的進(jìn)刀壓力取平均值后,繪制進(jìn)刀壓力與切粒機(jī)轉(zhuǎn)速關(guān)系曲線,如圖4所示。

圖4 進(jìn)刀壓力和切粒機(jī)轉(zhuǎn)速關(guān)系曲線
原始進(jìn)刀壓力和切粒機(jī)轉(zhuǎn)速關(guān)系曲線為:Y(進(jìn)刀壓力)+0.001×n(切粒機(jī)轉(zhuǎn)速)=0.7,模板和切刀使用國(guó)內(nèi)備件后,重新標(biāo)定的均化曲線為:Y(進(jìn)刀壓力)+0.001×n(切粒機(jī)轉(zhuǎn)速)=0.65。由兩個(gè)曲線對(duì)比可知,在相同切粒機(jī)轉(zhuǎn)速下,原始關(guān)系曲線中進(jìn)刀壓力要高于標(biāo)定后曲線的進(jìn)刀壓力,如果仍然按照原始曲線進(jìn)行切粒操作,將會(huì)造成模板和切刀過(guò)度磨損。同時(shí),過(guò)高的進(jìn)刀壓力,將導(dǎo)致刀尖翹起,造成顆粒拖尾,影響顆粒外觀[4]。標(biāo)定后的曲線更適應(yīng)切粒操作。
標(biāo)定后曲線的斜率和截距比原始曲線略低,其原因有:1)模板和切刀硬度偏差較大,可能是模板硬度過(guò)高,或者切刀硬度過(guò)低;2)模板和切刀光滑度不夠,切刀和模板摩擦損失增大;3)模板和切刀平面度不夠,由面接觸變?yōu)榫€接觸,或者面接觸變?yōu)辄c(diǎn)接觸,影響切粒機(jī)電流。
模板和切刀加工精度及質(zhì)量不同,進(jìn)刀壓力及切粒機(jī)轉(zhuǎn)速曲線不同,標(biāo)定后的曲線更適應(yīng)真實(shí)切粒操作,不僅可延長(zhǎng)模板和切刀使用壽命,同時(shí),保證產(chǎn)品外觀質(zhì)量,增加經(jīng)濟(jì)效益。
5 結(jié)語(yǔ)
進(jìn)刀壓力和切粒機(jī)轉(zhuǎn)速曲線的標(biāo)定是擠壓機(jī)正常生產(chǎn)前的必要步驟之一。模板和切刀是擠壓機(jī)組的重要備件,國(guó)內(nèi)眾多廠家的擠壓機(jī)模板和切刀都已使用國(guó)內(nèi)備件,模板和切刀相互配合是否良好,直接關(guān)系模板和切刀的使用壽命,因此進(jìn)刀壓力和切粒機(jī)轉(zhuǎn)速曲線的標(biāo)定就顯得尤為重要,曲線標(biāo)定后需要在DCS上對(duì)進(jìn)刀壓力及切粒機(jī)轉(zhuǎn)速進(jìn)行設(shè)定,切粒機(jī)在自動(dòng)狀態(tài)下,切粒機(jī)轉(zhuǎn)速變化后,進(jìn)刀壓力會(huì)自動(dòng)調(diào)節(jié),保證切刀緊貼模板表面,既保證切粒狀態(tài),又不會(huì)使切刀和模板過(guò)度磨損,保證擠壓機(jī)系統(tǒng)長(zhǎng)周期穩(wěn)定運(yùn)行。通過(guò)使用國(guó)內(nèi)某廠家的模板和切刀后,進(jìn)刀壓力和切粒機(jī)轉(zhuǎn)速曲線重新標(biāo)定,為國(guó)內(nèi)其他聚烯烴廠家提供借鑒。