基于激光的沖蝕測量裝置設計及測試
2022-05-14 03:27:04王曉單彥魁劉傳剛劉景超王丙剛鞠少棟王堯鄧晗
機械工程師 2022年5期
王曉, 單彥魁, 劉傳剛, 劉景超, 王丙剛, 鞠少棟, 王堯, 鄧晗
(1. 中海油能源發展股份有限公司工程技術分公司,天津 300452;2.中海石油(中國)有限公司 深圳分公司,廣東 深圳 518067)
0 引言
油氣井在開發過程中,大多數井下工具都會受到固體顆粒的沖蝕,例如鉆井液中砂粒對鉆井工具的沖蝕;采油生產過程中出砂的砂粒對油管、采油泵、開關滑套等采油工具的沖蝕;礫石充填防砂和壓裂增產,高速的礫石和壓裂支撐劑對壓裂工具的沖蝕等[1-4]。井下設備的沖蝕,一直伴隨著海洋石油開采的全過程,井下工具的防沖蝕能力一直是關注的重點,是海洋石油開發過程中的技術難題。
沖蝕測試是研究井下設備沖蝕規律的重要方法,對沖蝕測試后的試件其沖蝕外觀尺寸的參數測量多采用傳統方法。目前,沖蝕深度多采用游標卡尺、千分尺等工具直接測量,沖蝕面積多采用橡皮泥類物質拓模,沖蝕體積則多采用填鹽法(將鹽等粉末填入沖蝕測試后的坑里,填滿后取出,通過稱量其質量計算體積,得到沖蝕體積)。這些方法都費時費力,測量精度低,同時受到操作者的影響,難以取得準確的測量結果。
為了解決沖蝕試件參數測量的問題,本文設計了一種基于激光的沖蝕測量裝置,該裝置能夠快速并準確地對沖蝕試驗后工具材質試件進行表面沖蝕深度、面積、體積等沖蝕參數的測量。測試過程全自動化,無需人工干預,測量精度高,顯著提高測量準確度和測量效率。
1 沖蝕激光測量裝置結構及方法
1.1 沖蝕測量裝置基本原理
沖蝕測量裝置主要通過激光頭掃描測量并記錄試件表面局部的三維坐標,通過伺服電動機帶動激光頭做水平方向的直線運動,連續測量試件表面所有區域的三維坐標。通過數據處理形成試件表面的三維高度的云圖,并計算試件的表面沖蝕區域的沖蝕深度、沖蝕面積和沖蝕體積等尺寸參數。
1.2 沖蝕測量裝置結構設計
沖蝕測量該裝置主要包括檢測支撐系統、運動控制系統、測量系統和控制顯示系統,其整體結構如圖2所示。

圖2 沖蝕試驗裝置流程
1)檢測支撐系統包括檢測臺架和高度調整機構,檢測臺架主要用于安裝、固定各個部分的組件,高度調整機構用于調整運動控制系統的高度。

圖1 激光測量原理示意圖
2)運動控制系統主要包括伺服電動機及運行軌道,用于帶動并控制測量系統中的激光測量頭的水平方向的運動,以實現對測量試件表面坐標進行連續測量。
3)測量系統包括激光測量頭和數據采集及處理器,用于采集測量試件的測量區域表面三維坐標,數據采集及處理器用于將激光測量頭采集到的數據進行匯總與初步處理。
4)控制顯示系統主要包括主機、顯示器及控制軟件。測量系統采集到的試件表面坐標信息,通過信號線傳輸到控制電腦,并在顯示器上顯示出來。通過系統內置的軟件進行沖蝕深度、面積和體積等參數的計算、分析。
目前,該沖蝕測量系統的垂直方向測量精度為0.5 μm,水平方向測量精度為10 μm,測量寬度為40 mm,測量長度為0~1200 mm,可以根據測量精度的需要換裝不同的測量激光頭。
1.3 測試步驟
該裝置的自動化程度較高,沖蝕測量系統檢測過程較為簡單,主要有3個步驟:1)設備開機后,將待檢測標準試件放于檢測臺架上,調整高度調整機構使待檢測標準試件處于適宜的高度。點擊系統中的歸位按鈕,使測量探頭回歸初始位置,準備開始測試。2)啟動測量系統,激光測量頭在伺服電動機和高度調整機構的帶動下,從起點開始掃描待檢測試件的表面三維坐標,至終點位置后結束掃描。掃描完成后,顯示器的圖像顯示區域會顯示所有測量結果,并形成垂直高度的云圖,如圖3所示。3)通過鼠標框選需要測量的沖蝕區域后,點擊計算按鈕,即可自動計算出測量區域內的沖蝕面積、深度和體積等參數。
1.4 沖蝕參數的計算方法
激光測量系統測得試件表面各點的三維坐標后,需要通過數學計算得到沖蝕的參數信息,計算方法內置在控制軟件中,具體計算方法如下。
通過鼠標在顯示器上框選的區域為待測區域,待測區域中包含三部分,上、下兩部分為參考區域,中間為測量區域。以參考區域所有點的平均坐標建立參考平面f(x,y,z)=0,就可以通過方程,計算出測量區域中所有點到參考平面的距離d(z)。
其中,參考平面的方程為

式中:dx為橫向測量間距;dy為縱向測量間距。
所有沖蝕位置的沖蝕體積進行累加得到總的沖蝕體積為

該算法直接集成在控制系統中,測量后即可得到計算結果,計算結果包括沖蝕深度、沖蝕面積和沖蝕體積。
2 沖蝕測量裝置性能測試
對于沖蝕尺寸測量裝置,測量的準確性和實驗數據的重現性是設備的核心性能指標,這兩項性能的好壞直接影響實驗結果的準確性和穩定性。
為了考察裝置的性能,對沖蝕實驗測試后的金屬試件進行沖蝕尺寸參數的測量,并與傳統方法做對比測試。沖蝕測試的試件為316L不銹鋼,尺寸為50 mm×30 mm×4 mm,單個試件質量約為71.76 g,密度為7.98 g/cm3。進行沖蝕測試的實驗裝置為中海油能源發展有限公司自行研制的噴射式沖蝕實驗裝置,該實驗裝置用于測試液體條件下的沖蝕磨損情況[8]。實驗測試的流速為40 m/s,實驗方法采用定量加砂法,即每次測試采用相同質量的磨料,磨料用完后即停止測試。沖蝕實驗共進行3次,得到3個沖蝕后的試件,如圖3所示。
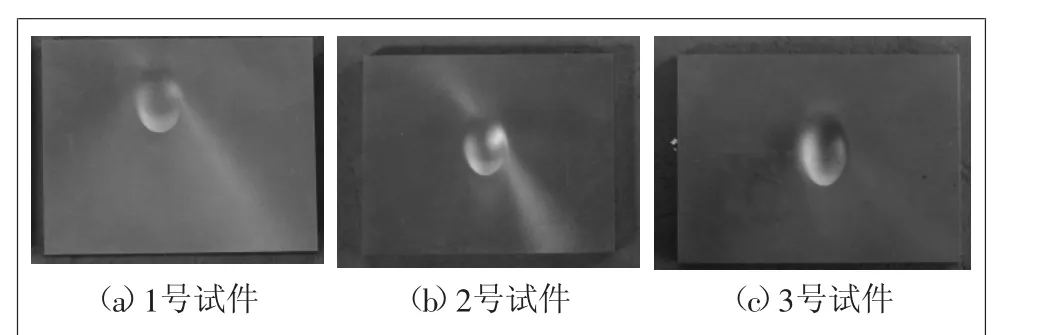
圖3 沖蝕試驗后的316L金屬試件
實驗結束后,對試件的沖蝕參數進行測量,分析測量系統的性能,測量結果如圖4所示。同時,作為對比對試件的體積通過失量法進行測量。失量法是進行沖蝕、腐蝕實驗研究常用的一種方法,主要是進行損失質量的測量,也可以用來測量沖蝕體積。失量法測量試件沖蝕體積:沖蝕體積=沖蝕質量/密度。采用失量法測量沖蝕體積需要在沖蝕試驗前后測量試件的質量。采用兩種方法對試件的沖蝕體積進行測量。對測量后的結果進行整理和分析,數據匯總如表1所示。

圖4 測量結果圖
由表1可知,通過激光法測得3個試件的沖蝕體積約為40.375~42.99 mm3,沖蝕面積為403~437 mm2,沖蝕深度0.722~1.082 mm。失量法測得試件的計算體積約為38.1~41.2 mm3。通過激光方法測量的沖蝕體積數據比采用失量法得到的數據差約為4.06%~4.67%,平均誤差為4.34%,具有較好的測量精度。

表1 316L試件沖蝕實驗數據
失量法對于小型試件的測量可以取得較好的效果,但是當試件的體積和質量較大,而沖蝕質量較小時,受限于電子天平的測量精度和測量誤差,難以取得較好的測量結果。與之相比,本測試裝置采用的激光法則沒有尺寸和質量的限制,可以準確地測量沖蝕面積、深度和體積參數,還可以適用于大尺寸試件的測量。
3 結語
本文介紹了一種沖蝕激光測量裝置,詳細地介紹了結構、原理及軟件算法,并對加工完成的沖蝕測量系統進行了對比測試。
1)檢測系統的垂直方向測量精度為0.5 μm,水平方向測量精度為10 μm,測量寬度為40 mm,測量長度為0~1200 mm,并可根據測量精度的需要換裝不同的測量激光頭,加工組裝完成后對沖蝕實驗裝置進行了性能測試。
2)對316L金屬試件進行了沖蝕測試,并采用該裝置和失量法進行了沖蝕體積的對比測試,與失量法測量結果相比,平均誤差為4.34%,最大誤差小于4.67%。
3)對比傳統的失量法計算沖蝕體積,沖蝕激光測量裝置沒有尺寸和質量的限制,可以準確地測量沖蝕面積、深度和體積參數,還可以適用于大尺寸試件的測量。
實驗測試結果表明,該沖蝕測量裝置可以準確、快速地測量沖蝕面積、深度和體積,滿足常規的沖蝕試驗測試需要。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
發明與創新(2016年38期)2016-08-22 03:02:52