放頂煤液壓支架插板齒條設計與工藝改進及應用
2022-05-14 03:27:16孫健霞
機械工程師 2022年5期
孫健霞
(河北天擇重型機械有限公司,河北邯鄲 056200)
0 引言
采煤綜合機械化是加速我國煤炭工業發展、大幅提高勞動生產率、實現煤炭工業現代化的一項戰略措施。液壓支架是綜合機械化采煤方法中最重要的設備之一[1],其主要作用是用于煤礦井下工作面開采支護頂板[2],保護作業人員和設備安全,與配套的采煤機、刮板輸送機相互配合和協調動作,實現落煤、裝煤、運輸和支護等生產工序的機械化,從而達到高產、高效、安全、低耗的效果。綜采放頂煤技術是將綜合機械化開采運用到放頂煤開采工作面[3],近年來在我國得到迅速發展和廣泛運用,綜采放頂煤采煤法正在成為一種高產、高效的采煤方法[4]。目前,放頂煤液壓支架因具有支撐穩定、放煤口連續、背脊損失少、放煤效果好、對厚煤層開采、設備投入小、性價比高等特點而得到廣泛應用。
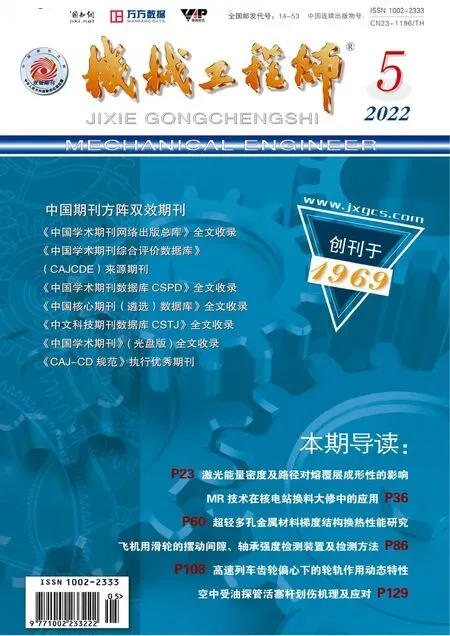
放煤機構是設計放頂煤液壓支架的關鍵,其主要由尾梁、尾梁千斤頂、插板和插板千斤頂組成,它不但能自由地控制放煤,而且具有對放下的大塊煤破碎的功能[5]。我公司目前設計的放頂煤液壓支架的放煤機構主要是插板式,有圖1和圖2兩種結構型式。通過兩圖對比可以看出,兩種放煤機構的相似之處是主要組成部件相同,都是通過插板千斤頂將尾梁和插板連接在一起,不同之處在于與尾梁和尾梁千斤頂鉸接的結構件不同。
如圖1所示,放煤機構的尾梁通過鉸接銷軸與頂梁連接,尾梁千斤頂活塞桿端與底座連接。這種結構型式的液壓支架因尾梁直接鉸接于頂梁后部,為滿足井下使用要求,所設計的尾梁長度方向的尺寸相對較大,為此要求插板千斤頂要留有足夠大的行程,才能在底座后部形成一個較大的放煤空間,多用于采煤工作面過渡段支架。
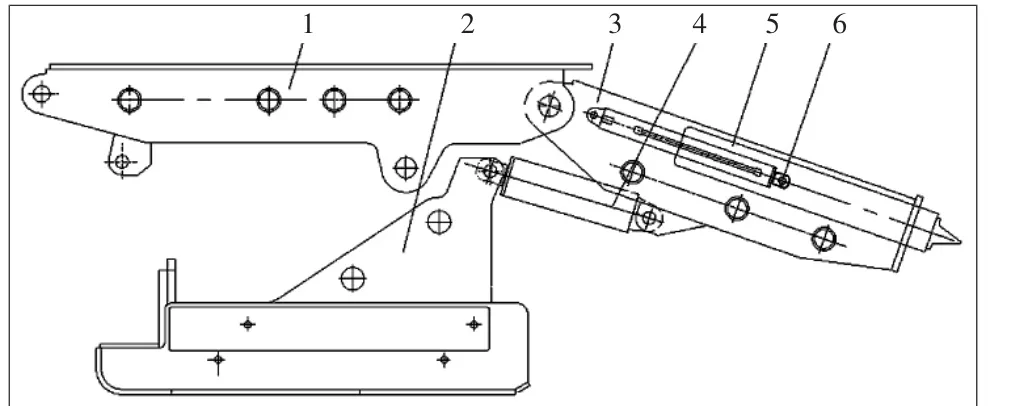
圖1 放煤機構示意圖
如圖2所示,放煤機構的尾梁和尾梁千斤頂分別與掩護梁的不同部位連接,這種結構型式的液壓支架因頂梁和尾梁之間增加了掩護梁部件,尾梁長度方向的尺寸相對要求可以小一些,與之配套的插板千斤頂預留行程也將變短,后部所形成的放煤空間相對圖1結構型式也會小一些,多用于采煤工作面中間段支架。
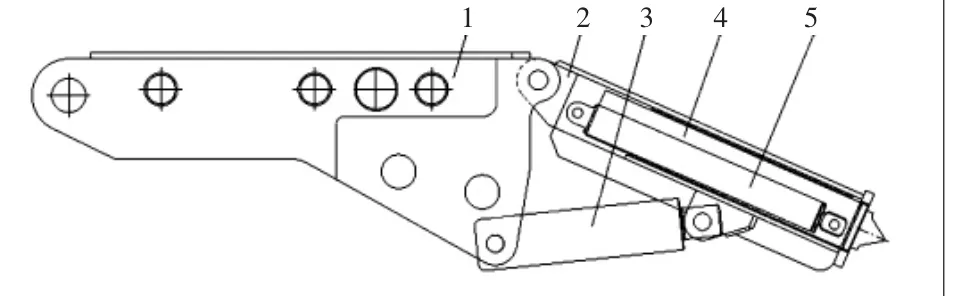
圖2 放煤機構示意圖
放煤機構的主要部件尾梁是由鋼板焊接而成的箱形結構,其中間部分分為上下箱形斷面,體內設有插板導向槽,主要作用是維護好后部輸送機的安全空間;放煤機構的直接部件插板也是由鋼板焊接而成的箱形結構,前端設有用于插煤的齒條,在尾梁導向槽內移動,通過插板千斤頂和尾梁千斤頂協調動作控制放煤窗口的大小和放煤流量。當采空區頂板冒落時,插板伸出可阻擋矸石進入后部輸送機[5],有大塊煤落下時,利用插板齒尖可將塊煤破碎。
為防止大塊煤堵塞放煤口,放煤機構必須有強有力、可靠的二次破煤能力,因此插板齒條的設計就顯得尤為重要。齒條常規設計為鑄件,材質選用ZG270-500,鑄造過程中因存在質量不易控制、工期難以保證等問題,對生產制作造成了很大的制約。為了解決這些問題,在對齒條作用和結構進行分析論證后,對齒條進行了設計及工藝上的改進。
1 常規設計和加工工藝
放頂煤液壓支架插板齒條(如圖3)形狀為一條形板上凸起幾個大小一致的圓錐體,錐體數量和外形尺寸依據齒條長度L和寬度W尺寸確定,常規設計是鑄件,材質選用ZG270-500,屈服強度為270 MPa,抗拉強度為500 MPa[6],加工工藝為毛坯直接鑄造成型、銑底面澆鑄冒口,尺寸和粗糙度符合圖樣要求,檢驗合格后焊接在插板箱體上。

圖3 插板齒條
2 原設計存在的問題及成本計算
2.1 存在的問題
毛坯齒條鑄造工藝流程:制作木模→混砂→造型→熔化→澆注→清砂→切除澆冒口→熱處理→檢驗→入庫。
受本單位生產條件制約,齒條毛坯需外委制作。因鑄造過程不易控制,鑄造后的毛坯經常出現氣孔、砂眼、縮松、粘砂等影響強度和外觀質量的缺陷,需進行返工、返修處理,導致齒條毛坯制作周期較長,嚴重影響插板結構件的整體性能和生產進度的安排。
2.2 成本計算
因液壓支架工作阻力和井下使用條件不同,所設計的插板齒條外形尺寸及質量也不盡相同,以我公司設計制作的ZF5200/16/28放頂煤液壓支架插板齒條為例,根據我公司現有的加工工藝條件,每件齒條的制作成本如下:1)鑄造齒條質量為47.5 kg;2)鑄造工序市場價格為7.66 元/kg(含稅);3)加工制作費用為10 元。
制作一件齒條成本約為47.5×7.66 +10 =373.85 元。
3 改進方案及成本對比情況
3.1 第一次改進
3.1.1 改進方案
1)在認真分析ZF5200/16/28放頂煤液壓支架插板齒條結構和外形尺寸后,將齒條分為條形板(如圖4)和齒尖(如圖5)兩部分。
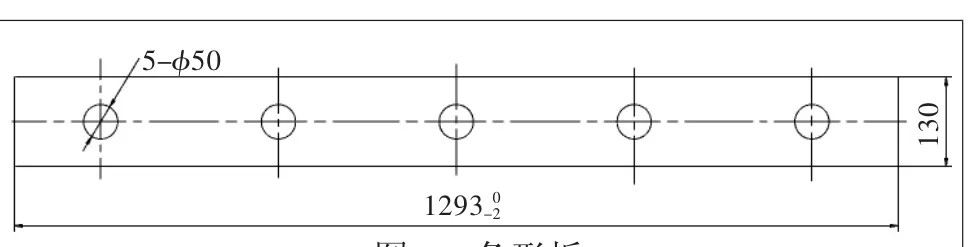
圖4 條形板
2)為保證條形板的強度能滿足使用要求,材質選用牌號Q460、厚度δ為30的低合金高強度鋼。Q460鋼材在保證低碳當量的基礎上,適當增加了合金元素的含量,具有良好的焊接性能。條形板上設計有5-φ50圓孔,由數控切割機直接切割而成,單件成活質量為37.3 kg。
3)齒尖(如如圖5)材質選用45圓鋼,具有強度較高,切削性良好的特點[6],鋸切后車削加工成活,單件質量為1.64 kg,數量為5件。
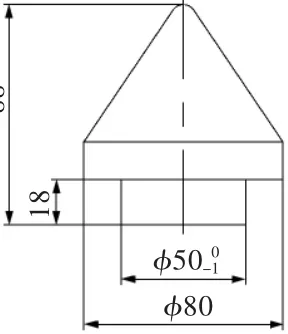
圖5 齒尖
4)齒尖與條形板配合部分長度為18 mm,與條形板拼接后用型號ER50-2、直徑為φ1.2 mm碳鋼焊絲,CO2氣體保護焊焊接為齒條組件(如圖6)。
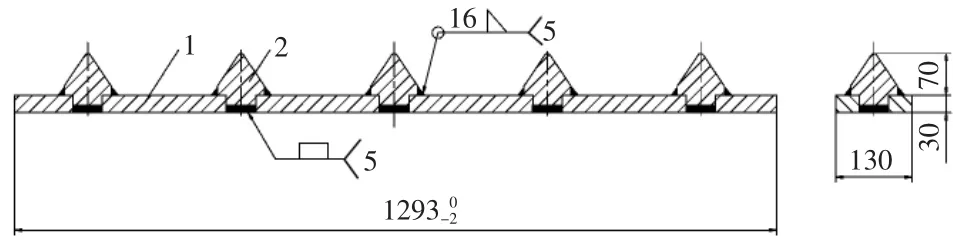
圖6 齒條組件
牌號Q460、厚度為30 mm的高強度鋼板屈服強度為440 MPa,抗拉強度為550~720 MPa,材質為45鋼、直徑為φ80 mm的圓鋼屈服強度為295 MPa,抗拉強度為590 MPa[6],采用上述方法焊接后熔敷金屬抗拉強度最低值為500 MPa[7],完全能滿足齒條的使用性能要求。
3.1.2 成本計算
改進后每件齒條生產成本計算如下。
條形板:材料費(質量×價格)+工時費=37.3×4.5+1.2=169.05 元。齒尖:材料費(質量×價格)+工時費=1.64×4.3+2.1=9.15 元。組焊費用(包含工時費、材料消耗等)約20 元。總費用:169.05+9.15×5+20=234.8 元。
設計與加工工藝改進后,每制作一件齒條可節約成本約139.05 元。
3.1.3 不足之處
1)因齒尖原材料為45圓鋼且用量相對較少,給原材料采購帶來了一定的困難。
2)齒尖加工工序為圓鋼鋸切后車削加工成活,經試驗,加工1件成品約需10 min,效率較低。
3.2 第二次改進
3.2.1 改進方案
結合插板齒條第一次改進經驗及車間現有生產加工能力,經討論,提出第二次改進方案如下。
1)將齒尖材質(如圖7)改為材質為Q460、厚度為50 mm的高強度鋼,與條形板連接部位由直徑為φ50 mm柱狀結構改為50 mm×60 mm方形結構,直接用數控切割機切割成活,每件成品質量為2.3 kg。
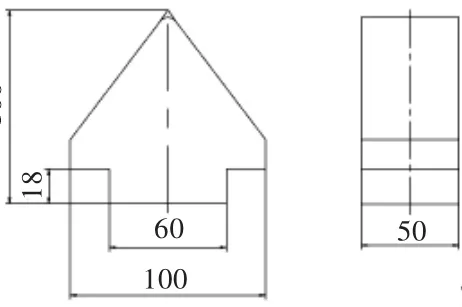
圖7 齒尖
2)條形板(如圖8)外形尺寸不變,板上原φ52 mm 圓 孔 改 為52 mm×62 mm方孔,每件成品質量35.1 kg,焊接效果如圖9所示。
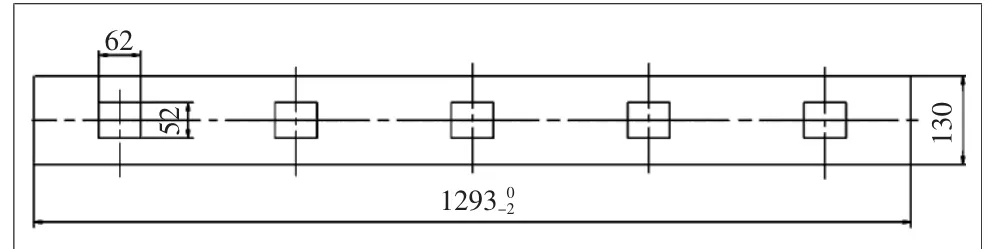
圖8 條形板
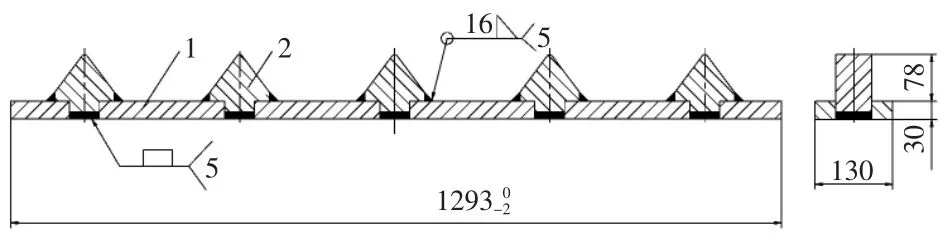
圖9 齒條組件
3.2.2 成本計算
插板齒條第二次改進后,條形板切割、組焊費用差可忽略不計,每件齒條生產成本計算如下。
條形板:材料費(質量×價格)+工時費=35.1×4.5+1.2=159.15 元;齒尖:材料費(質重量×價格)+工時費=2.3×4.5+0.6=10.95 元;組焊費用(包含工時費、材料消耗等)約20元;總費用:159.15+10.95×5+20=233.9 元。
3.3 成本及加工工藝對比情況
1)插板齒條兩次改進后與原設計相比,每件齒條生產成本均節約了約140元。
2)第一次改進設計后,齒條從原材料到成品加工工藝涉及數控切割、鋸切、車削、組焊4道工序。
3)第二次改進設計后,加工工藝僅涉及數控切割和組焊兩道工序,成本雖與第一次改進相比僅節約了0.9元,但齒尖采用數控切割工藝每件僅需4 min,且減少了活件內部周轉次數,可提高生產效率2倍以上。
4 結語
放頂煤液壓支架插板齒條設計及工藝優化后,首先在冀中能源峰峰集團羊東礦ZF5200/16/28放頂煤液壓支架上試用,生產過程中既保證了產品質量、降低了生產成本,又縮短了周轉時間,提高了生產效率。經礦方使用,完全能滿足井下使用要求和破煤需要,使用效果良好。
我公司已累計生產ZF5200/16/28放頂煤液壓支架586 臺,共計節約生產成本82040 元。目前已推廣應用到冀中能源峰峰集團新屯礦ZFB3200/16/24、峰峰集團大社礦ZFG5400/18/29、河南濟源煤業有限公司ZF2800/16/24、河南鞏義邢村煤業有限公司ZFY3200/14/26、ZFG4600/16/26等多批放頂煤、放頂煤掩護式及放頂煤過渡液壓支架上,取得了良好的經濟效益。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03