行星輪滾針軸承自動化裝配單元的設計
2022-05-24 07:27:54苗德元陳吉祥周興動崔保政孫曉坤霍厚志
機械工程與自動化 2022年2期
關鍵詞:工藝
苗德元,陳吉祥,周興動,崔保政,孫曉坤,霍厚志
(山推工程機械股份有限公司,山東 濟寧 272000)
0 引言
在工程機械行業的裝載機變速箱中,行星輪與軸之間均勻填充有大量滾針,其常用的裝配方式是先將行星輪、滾針及端蓋裝配成一個部件單元(該單元可認為是一種行星輪滾針軸承),然后再將該部件單元裝配到變速箱的相應軸上。該行星輪滾針軸承裝配,需要先將行星輪內孔均勻涂抹黃油,然后再將滾針裝到行星輪內壁上,勞動強度大、工作效率低、黃油填充量不可控、產品質量一致性較差。隨著國內經濟發展方式的轉換,人口紅利消失,之前依賴勞動密集型的低端生產方式難以為繼[1],在制造業轉型升級的大背景下,實現行星輪滾針裝配的自動化、連續化、高效化、高質化已是大勢所趨[2,3],也是企業推進智能制造實現生產方式轉型升級的具體需要。為此,本文設計了集PLC控制技術、氣動技術、視覺檢測技術及機器人技術一體的行星輪滾針軸承自動化裝配單元。
1 行星輪滾針軸承裝配工藝
非標自動化設備研制的基礎是生產工藝,工藝的先進程度直接決定設備的先進程度,基于落后生產工藝研制的設備是無法保證其生產效率、生產成本及生產質量的[4],所以在設備研發前做工藝調研,優化落后工藝尤為重要。
1.1 現有裝配工藝
本文所述的行星輪滾針軸承由2個端蓋、1個行星輪、22根滾針構成,同時裝配過程還需要約2.7 g黃油作為輔料,如圖1所示。裝配后的行星輪滾針單元成品如圖2所示。現有裝配工藝存在如下問題:①工作勞動強度大、工作效率低;②黃油填充量不可控;③產品質量一致性較差。
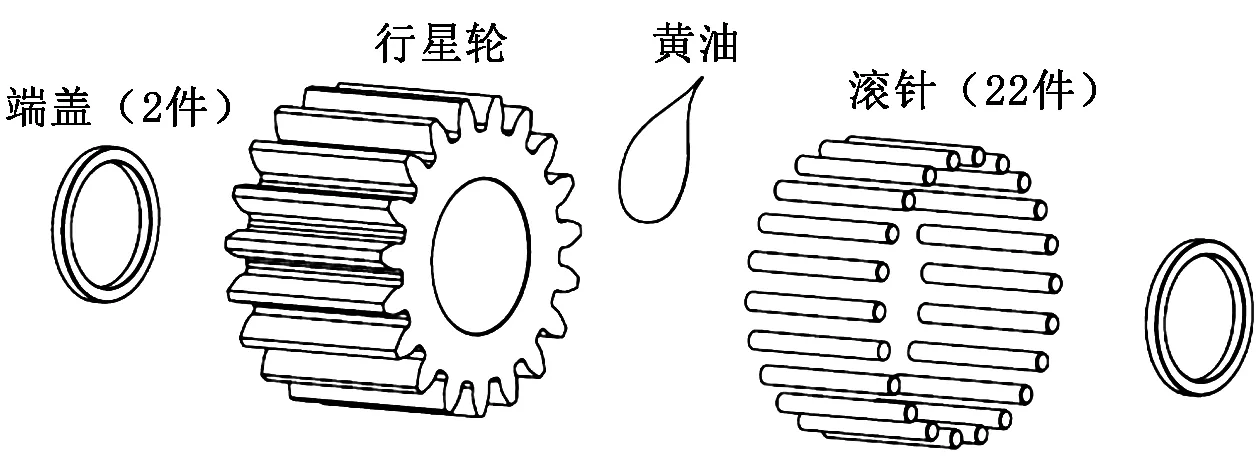
圖1 行星輪滾針軸承部件、輔料示意圖
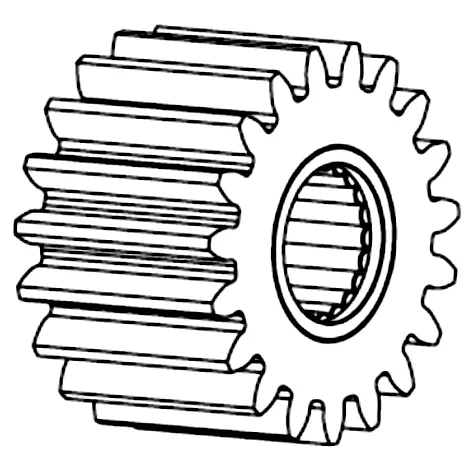
圖2 裝配后的行星輪滾針單元成品
現有裝配工藝是基于人工手動裝配,具體裝配流程如圖3所示。
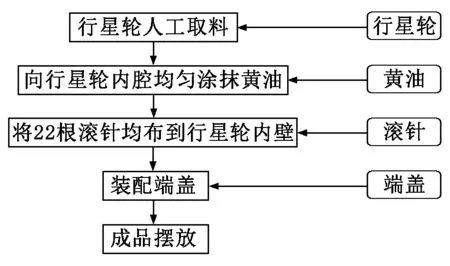
圖3 行星輪滾針單元人工裝配工藝流程
1.2 優化工藝
基于行星輪滾針軸承裝配自動化、連續化、高效化、智能化生產的設計理念,將行星輪滾針單元所有部件及輔料從來料到裝配全環節進行拆分,然后對工藝路線進行優化,最終得到如圖4所示的工藝流程。該流程比手工裝配流程繁瑣,但是該流程將動作過程進行優化及拆分,最終可實現行星輪滾針的自動化裝配。
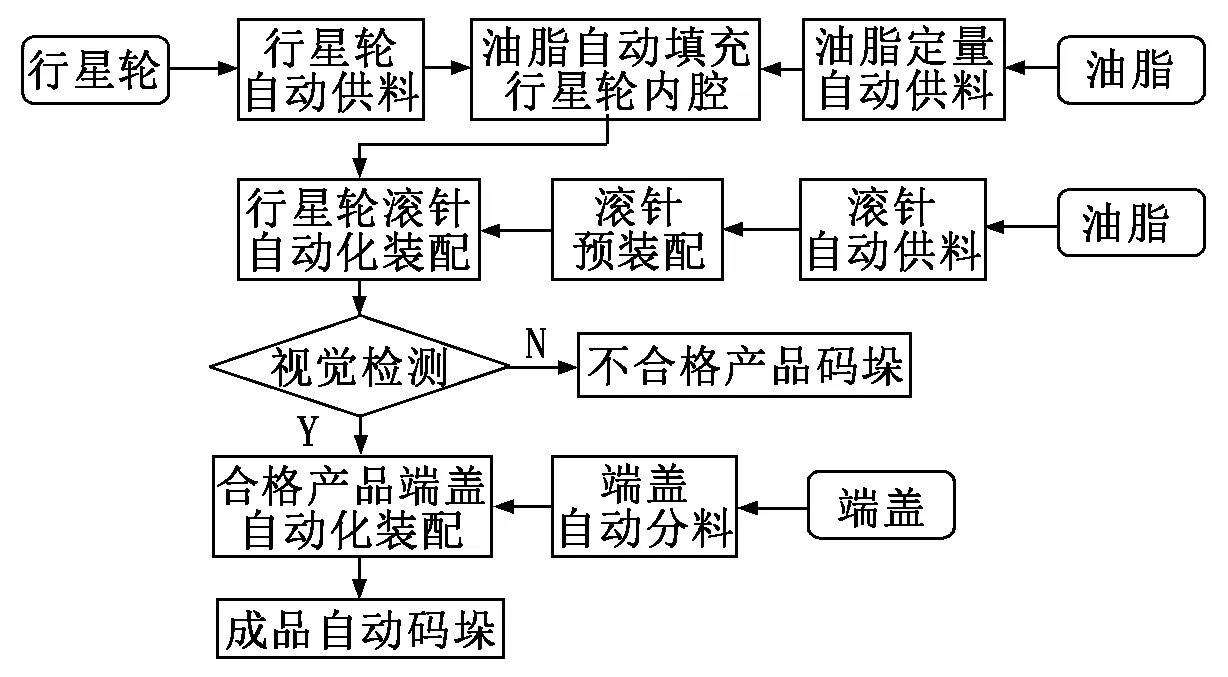
圖4 優化后行星輪滾針自動化裝配工藝流程
1.3 技術指標
根據設計要求本裝配單元生產一個行星輪滾針軸承的節拍需控制在10 s以內,根據該節拍及裝配輔助時間,對部件及輔料的供料節拍進行推算,具體參數如表1所示。
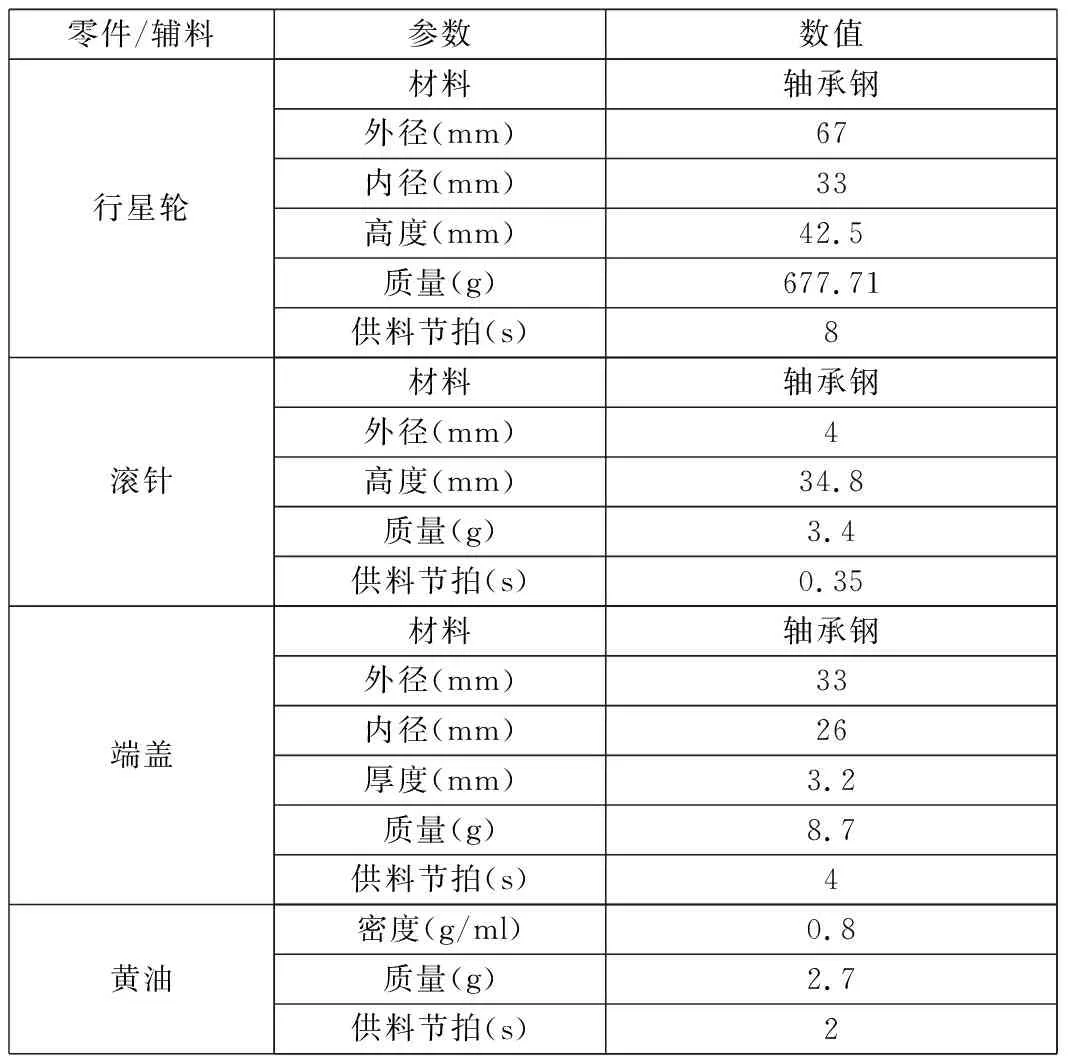
表1 零件及輔料技術參數
2 行星輪滾針軸承自動化裝配單元結構設計
基于優化后的工藝,將本裝配單元設計成如圖5所示的8個功能模塊。其中,控制系統為閉環控制系統,該系統的控制主體是PLC,PLC對行星輪滾針軸承自動化裝配單元中傳感器反饋的信號進行邏輯分析,然后通過繼電器等相關電氣元件控制本裝配單元執行部件的動作,實現行星輪滾針軸承的自動化裝配;行星輪自動供料機構可將集中放置在機架上側傾斜面的行星輪逐排分離,然后通過集成氣動裝置、電機傳動裝置及多組傳感器實現行星輪自動、有序、按需投放;油脂定量加注機構為氣動注油機,該設備以壓縮空氣為動力,帶動柱塞往復運動,實現壓力油脂的定量輸出;滾針自動供料機構主要實現滾針自動理料、滾針預裝、滾針裝配三大功能;注油、滾針裝配機構由注油、裝配工作臺,伸縮模具單元,雙抓手氣動搬運機構三部分構成,是注油、行星輪滾針裝配兩個工序自動化實施的主體機構,具體結構如圖6所示;視覺檢測系統用CCD照相機將被檢測的目標轉換成圖像信號,傳送給專用的圖像處理系統,根據像素分布和亮度、顏色等信息轉變成數字信號,圖像處理系統對這些信號進行計算來抽取目標的特征,如面積、數量、位置、長度,再根據預設的允許度和其他條件輸出結果,包括尺寸、角度、個數、合格/不合格、有/無等,實現自動識別功能[5];端蓋自動壓裝機能夠完成端蓋的自動分料及端蓋自動壓裝功能;機器人碼垛系統由機器人本體、機器人末端執行器(氣動夾爪)及雙工位碼垛托盤總成構成,能夠實現行星輪滾針單元工序件自動轉運及成品的自動碼垛。
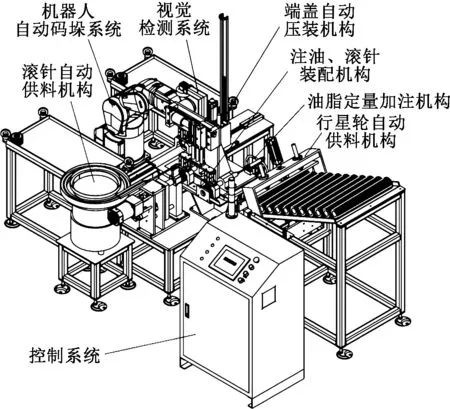
圖5 行星輪滾針自動裝配單元
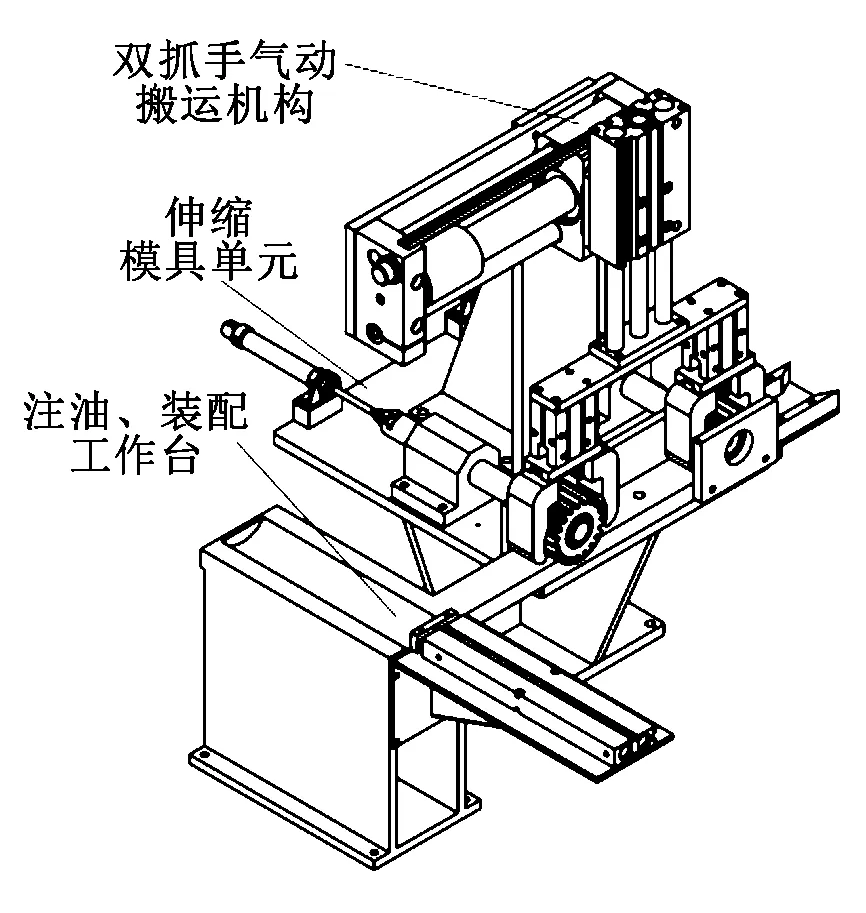
圖6 注油裝配工作機構
3 核心工序工作原理
3.1 自動注油工作原理
從油脂定量加注機引出的注油軟管接到注油模具(如圖7所示)的注油孔內,行星輪被推到注油工位后,注油模具后側的氣缸伸長,注油胎具會自動伸到行星輪內孔中,注油胎具與行星輪保持同心,自動注油模具的堵油面與行星輪端面緊密接觸后,油脂定量加注機會通過注油孔向注油胎具與行星輪內孔形成的環形腔體內注油,油脂從出油孔均勻流出,將環形腔體注滿油后,自動注油模具總成氣缸縮回,注油胎具脫離行星輪,此時行星輪內孔就會有一層均勻油膜。該注油方式注油速度快、注油均勻、黃油不容易外溢、注油機構簡單。
3.2 行星輪滾針自動預裝及裝配工作原理
圖8為滾針自動預裝工作原理示意圖。滾針預裝胎具通過轉軸與減速電機連接,并在滾針預裝胎具套內自由轉動,滾針通過滾針輸送軟管由振動盤投放到滾針儲料裝置內,當減速電機轉動時滾針就會自由落到滾針預裝胎具的凹槽內,均勻填充到滾針預裝胎具與滾針預裝胎具套形成的腔體內。
圖7 注油模具 圖8 滾針自動預裝工作原理示意圖
圖9為滾針自動裝配核心結構。 滾針預裝完成后,滾針推送裝置的氣缸會自動伸長,此時滾針推頭將滾針推到事先與滾針預裝胎具套同心且緊密接觸的行星輪內,此時行星輪與滾針裝配模具形成一個環形腔體,該腔體可恰好允許滾針填充進去,滾針推頭將滾針推到位后自動返回,滾針裝配模具也自動縮回,滾針在黃油的粘合下均勻貼到行星輪內孔中,滾針行星輪裝配結束。該裝配方式裝配速度快、裝配質量穩定、裝配結構簡單。
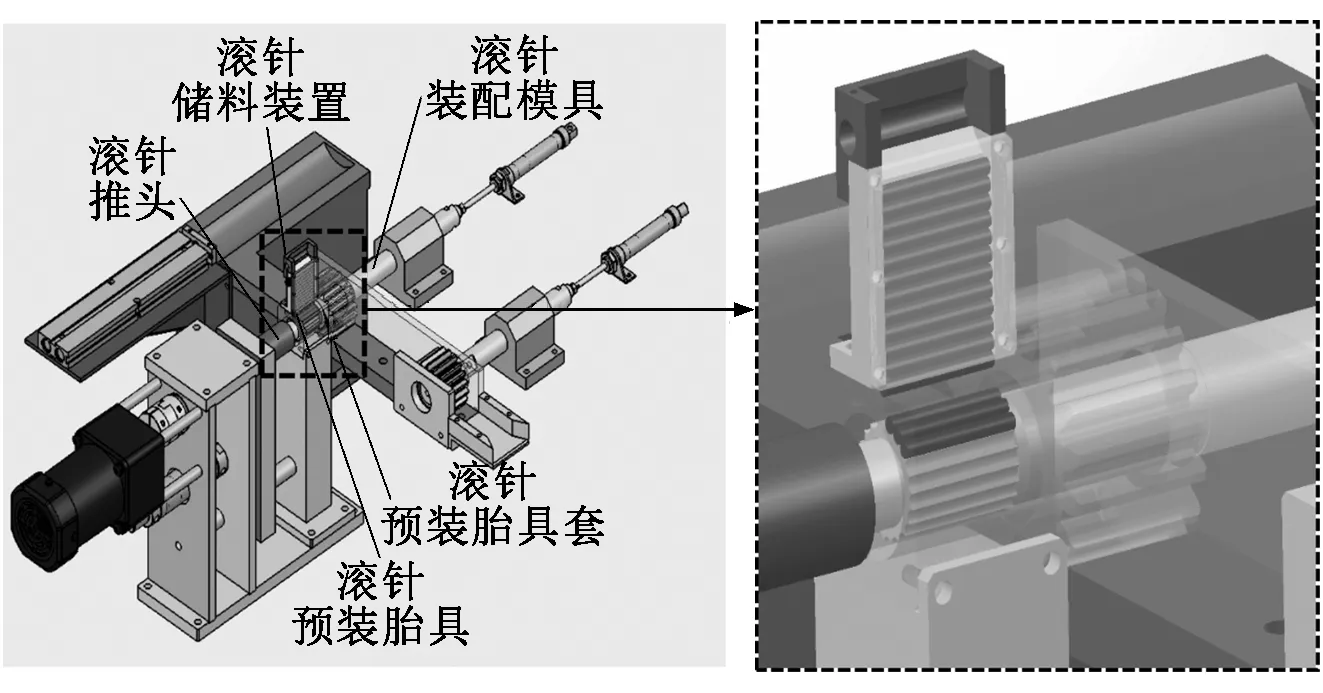
圖9 滾針自動裝配核心結構
4 執行流程設計
行星輪滾針自動化裝配單元的PLC控制系統由三大執行模塊構成,分別為行星輪上料模塊、行星輪注油裝配模塊及下料模塊,各模塊的控制流程如圖10~圖 12所示。
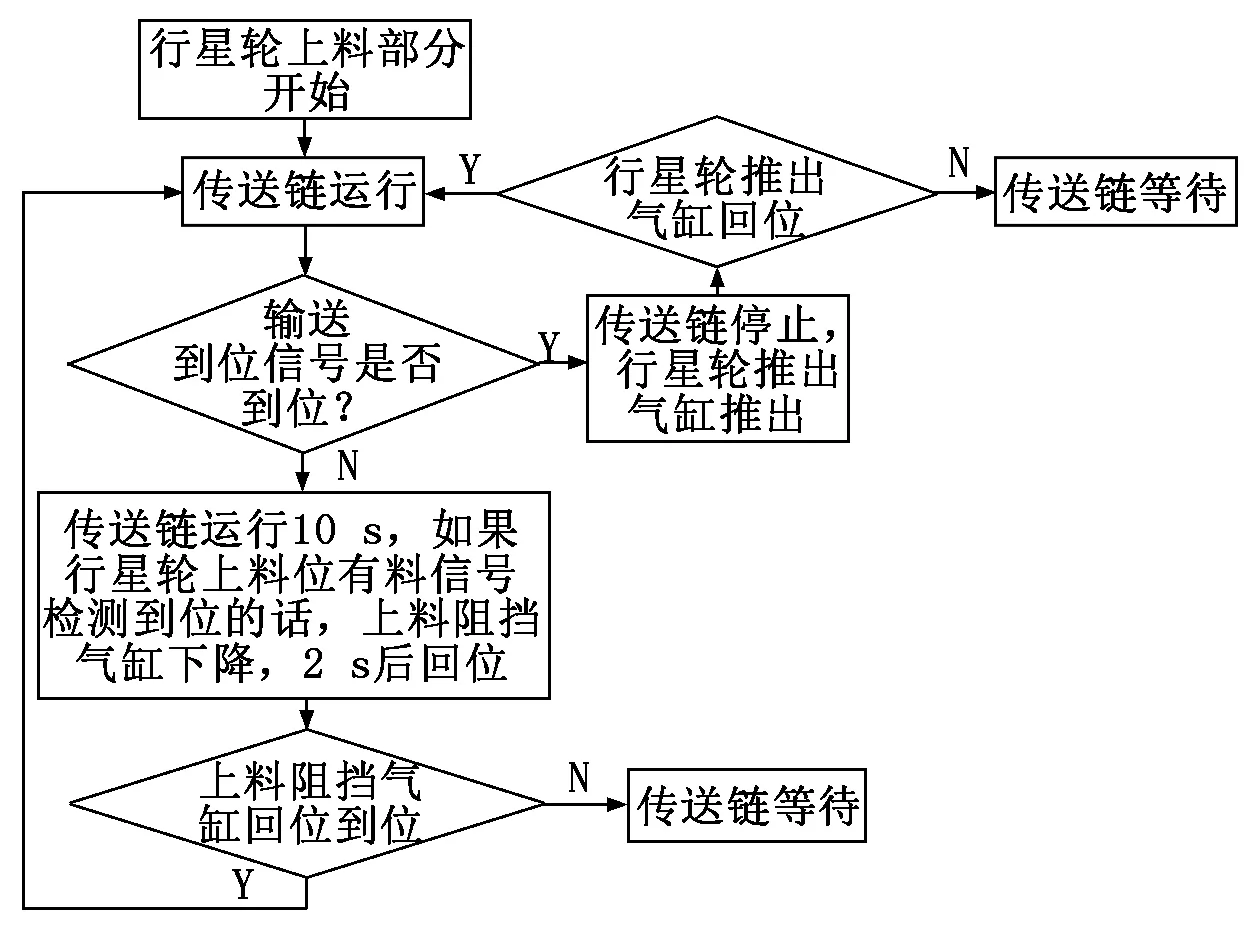
圖10 行星輪上料部分PLC控制流程
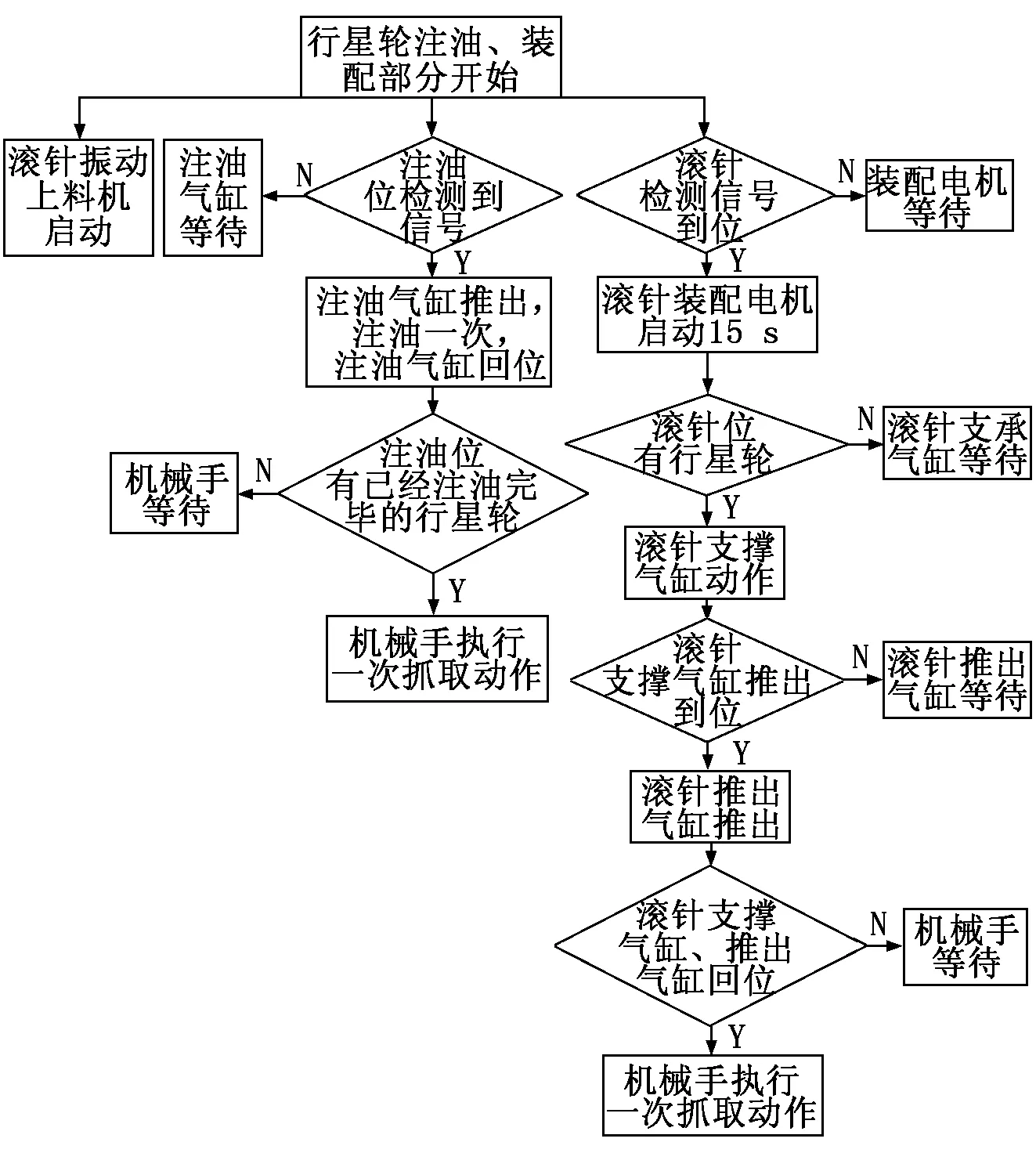
圖11 注油及行星輪滾針自動裝配部分PLC控制流程
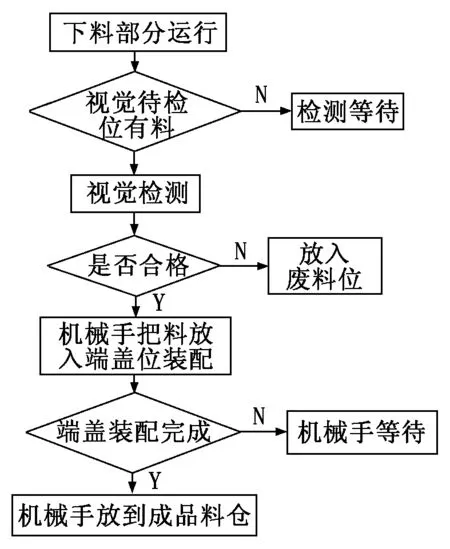
圖12 下料部分PLC控制流程
5 工藝驗證
本裝配單元涉及的關鍵工序包括:行星輪自動供料、行星輪腔體自動注油、滾針理料、滾針預裝、滾針裝配、行星輪滾針單元搬運、視覺檢測、端蓋壓裝、機器人碼垛9個工序。其中視覺檢測及機器人碼垛均有成熟的技術方案,如基恩士、康耐視、大恒視覺均可提供整體的視覺檢測方案,ABB、KUK、FANUC、那智不二越、史陶比爾等機器人廠家均有十分成熟的機器人碼垛方案,這兩個工序涉及的設備可整體采購然后集成到裝配單元系統內,本文不對該工序做工藝驗證。行星輪與端蓋配合屬于間隙配合,壓裝工藝成熟,技術風險極低,本文也不對該工序做工藝驗證。其余6個工序尚沒有成熟經驗可借鑒,實施風險較高,需做工藝驗證。
根據行星輪滾針自動化裝配技術指標,設計了如圖13所示的樣機進行工藝驗證,對樣機調試后進行整體工藝性能驗證,驗證結果如表2所示。
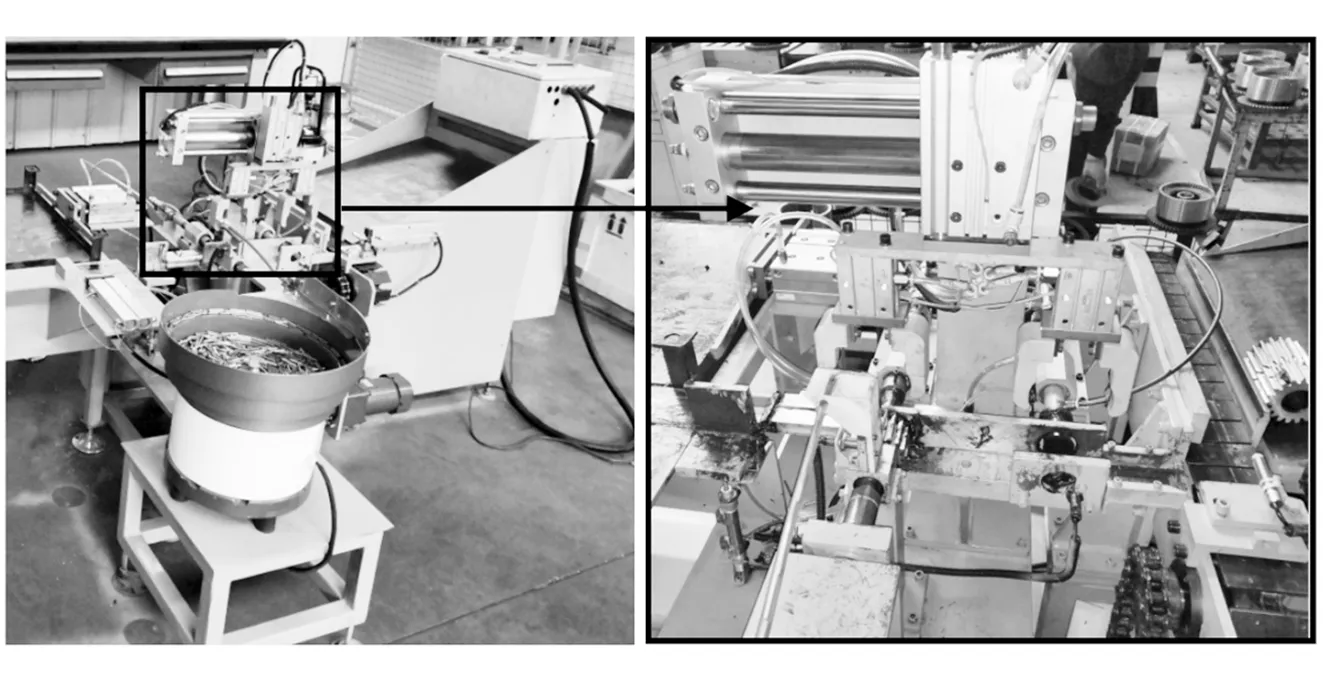
圖13 工藝驗證樣機

表2 工藝驗證試驗記錄
6 結論
工藝驗證結果顯示,裝配單元的整體性能指標達到了設計技術要求。從設備穩定性方面考慮,需對設備尺寸進行微調,如行星輪自動供料機構的機架傾斜角進行優化,其余問題點主要集中在物料質量沒有控制好,在高頻振動下傳感器螺栓容易松動等問題,這些問題對后續成品設備設計及應用提供了十分有價值的參考。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
