鋼管防腐生產線管端自動貼紙裝置設計及應用
2022-05-26 03:55:24王曉東盧建峰曹宇航
焊管 2022年5期
0 前 言
隨著社會對石油天然氣等能源需求的急劇增加, 管道輸送作為長距離油氣輸送的最佳方式, 近年來得到了飛速發展
。 為了防止埋地鋼質管道的腐蝕破壞, 確保長輸管道的使用壽命和安全運行, 采用外防護涂層是目前主要的技術手段
。 鋼管外表面防腐生產工藝, 主要由表面預處理、 鋼管加熱、 環氧粉末噴涂、 聚乙烯纏繞、 成品管冷卻、 成品管檢驗等工序組成
。管端貼紙工藝在鋼管表面預處理工藝之后、 鋼管加熱工藝之前, 是鋼管防腐生產線普遍采用的一道 工 序。 根 據GB/T 23257—2017 第6.8 條 款“管端預留長度宜為100~150 mm” 的要求
, 該工序在鋼管外涂覆前, 在其兩端100~150 mm 處貼上適當寬度的牛皮紙帶, 將這一部位的涂層與鋼管外表面隔開, 以便后續去除防腐涂層。
目前, 國內大部分防腐生產線普遍采用人工貼紙, 不僅存在管端貼紙的質量差異, 且在鋼管輸送過程中容易發生紙張脫落, 對后續鋼管外表面涂覆質量及管端修磨工序產生一定程度的影響。 因此, 針對上述問題研制了一種鋼管管端自動貼紙裝置, 改變傳統人工貼紙作業方式, 以降低工人勞動強度, 提高管端貼紙質量, 實現崗位自動化。
在研發階段,可以通過網絡化操作降低人工成本,網絡化的操作不僅讓我們在進行成本管理的時候提高效率,而且還最大可能地減少了人工費用的花費;增強研發人員成本意識,嚴格控制企業的成本是研發人員在互聯網行業從事工作的必備要求,作為研發人員必須深刻地認識到研發費用監督的迫切性;整合信息資源縮減研發支出,利用互聯網進行信息整合之后,就完全不用擔憂不一樣的系統、不一樣的數據庫之間的集成效果,進而實現信息資源配置最優化、拓寬信息資源應用領域和最大化挖掘信息價值的管理過程。
1 整體設計思路
本設計目的在于針對現有管端貼紙崗位存在的不足和缺陷, 提出了一種鋼管防腐管端自動貼紙裝置。 通過伺服控制系統, 執行鋼管管端自動貼紙作業, 大幅降低人工貼紙的勞動強度, 提升貼紙的工作效率和工藝精度, 實現由傳統人工貼紙方式向自動化的轉變。
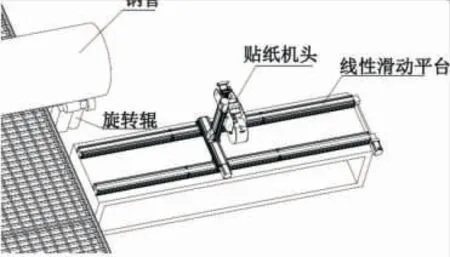
自動貼紙設備通過設計線性移動平臺實現管徑219~2 540 mm、 長度8~13.5 m 范圍內鋼管的自動貼紙。 自動貼紙裝置分布于鋼管兩端, 配合鋼管在升降旋轉輥上沿軸向旋轉完成貼紙作業, 整個過程需保證將帶背膠紙帶傳送至指定位置, 并與鋼管防腐管端外表面貼合, 還要考慮到整體結構必須同步運行, 防止鋼管尺寸不一致導致無法與紙張貼合。 本設計使用控制程序, 包括微電腦控制器配置參數屬性, 通過三坐標線性滑移平臺完成自動貼紙工序, 整個過程無需人工操作干預, 便可實現精準作業。 鋼管防腐管端自動貼紙裝置整體結構由貼紙機頭、 三坐標線性滑動平臺、 旋轉輥、 控制系統組成, 系統結構如圖1 所示。
2 關鍵結構設計
2.1 貼紙機頭
子美最倜儻,自表其能,上之天子,謂“沉郁頓挫,隨時敏捷,揚雄枚皋,尚可跂及。 有臣如此,陛下其舍諸?”自東方朔以來,斯趣僅見載。 觀其《遣懷》、《壯游》諸作,又謂許身稷契,致君堯舜,脫略時輩,結交老蒼。 放蕩齊趙間,春歌冬獵,酣視八極。 與高、李登單父臺,感慨俊骨龍媒,賦詩流涕,上嘉呂尚傳說之事,來碣石萬里風。 ……固是筆端有膽,亦由眼底無人。 古之“狂也肆”,子美有焉。
控制系統是整個鋼管防腐管端自動貼紙的核心, 貼紙機頭、 滑動平臺的移動和進紙動作指令均由控制系統完成, 控制系統主要包括微電腦控制器、 人機界面 (HMI)、 紙張計數器和伺服控制系統。 本設計采用的微電腦控制器為定制開發的模塊產品, 具有個性化、 智能化等特點, 通過鋼管規格參數匹配, 微電腦控制器將預先輸入不同規格鋼管對應的管端貼紙工藝參數, 通過數據調取完成自動控制指令的實施等一系列動作, 快速實現貼紙機頭與不同規格鋼管的位置切換, 保證定位準確無誤。
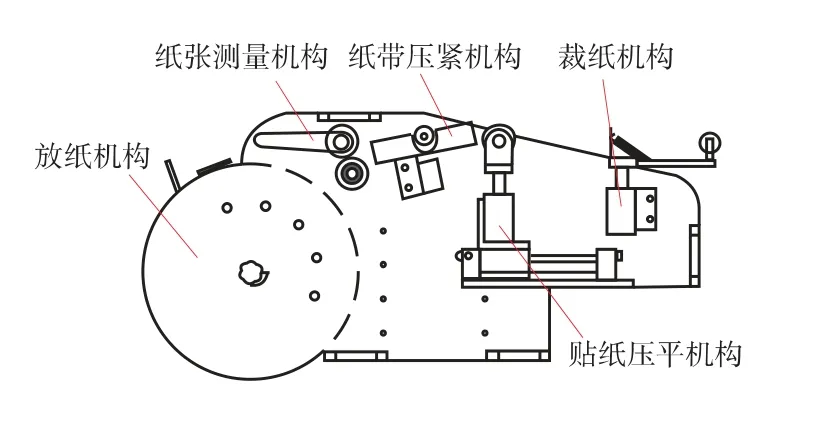
貼紙機頭是整個裝置的關鍵, 此機構需要完成進紙→裁紙→推送至鋼管管端系列動作,確保紙張的準確定位及貼紙質量。 貼紙機頭結構如圖2 所示, 由放紙機構、 紙帶測量機構、紙帶壓緊機構、 貼紙壓平機構和裁紙機構組成。放紙機構是容納紙帶的裝置, 根據牛皮紙紙筒的形狀, 放紙機構采用半圓弧的緊湊設計, 且紙盒外殼設計有鉸鏈式防塵蓋, 用于防止紙帶被灰塵污染, 為其在工業生產環境下提供了保護, 彈簧式鎖緊扣方便現場人員更換紙帶等開合操作。 紙張測量機構是對紙張使用長度和剩余長度進行檢測的裝置, 采用計數器和摩擦輪組合完成紙張長度的精準測量, 不僅保證了紙張的合理利用, 而且提升了貼紙的質量。 紙帶壓緊機構通過氣缸推動夾頭將紙張夾緊、 固定,方便下一步的裁紙作業。 裁紙機構包括裁紙氣缸和壓紙輪, 裁紙刀通過裁紙架固定在裁紙氣缸處; 貼紙壓平機構由升降氣缸、 平移氣缸、貼緊輪組成, 貼緊輪安裝在升降氣缸推頭處,升降氣缸安裝在平移氣缸滑塊處, 貼紙壓平過程保證了將裁好的紙張尾部緊貼于鋼管防腐管端的外表面。
Vc含量作為衡量檸檬果醋品質的又一重要指標,表明檸檬果醋的保健價值,本文通過紫外分光光度法測量檸檬果醋的Vc含量。由表5可知,檸檬果醋的Vc含量隨發酵時間的推移而逐漸降低,但基本保持不變。推斷可能是由于外界因素導致Vc含量的降低,如光照、溫度等。
2.2 三坐標線性滑動平臺
本設計使用的三坐標線性滑動平臺由雙導軌x 軸線性模組、 單導軌水平線y 軸線性模組以及豎直z 軸線性模組三部分組成。 滑動平臺與機頭的組合結構如圖3 所示, 三坐標線性滑動平臺模組采用鋁合金型材作為底板結構件,導軌模組為全封閉設計, 可有效防止異物進入傳動機構, 延長裝置的使用壽命。 伺服電機搭配減速機用于提供裝備的動力和控制精度, 裝置進給量由伺服電機控制, 伺服電機具有高精度、 高可靠性、 高速的精密傳感裝置與技術,以獲取高精度的位置信息
, 控制精度高, 運行平穩性好, 過載能力強, 同時可根據鋼管管徑自動調節機頭距管端的距離, 確保貼紙位置的精準定位。
三坐標線性滑移平臺是一種高精度三坐標精密移動裝置, 可保證移動位置定位的精度和重復定位精度, 可實現無間隙運動, 提高機械系統的運動剛度。 三坐標線性滑移平臺能夠在x、 y、 z三個方向實現精確移動, 即以x 方向的底板固定在基座上(x 軸線性模組), y 方向的底板固定在x 方向的移動線性模組上, z 方向的底板與y 方向的線性模組固定, 從而能夠到達指定的空間位置, 保證貼紙位置的準確無誤
。

2.3 控制系統
在給排水控制系統運行中,通過對PLC的引入與使用,也能為其數據采集方式的優化及效率的提高提供保障,具體表現為:
伺服控制系統可對鋼管在旋轉過程中出現的竄動量的大小、 運動的位置、 速度及加速度的變化量進行有效控制, 不僅可以完成動態補償, 確保紙張搭接處誤差達到工藝要求, 同時還可以根據預先輸入的管端預留長度, 完成貼紙位置的精準定位, 最終達到鋼管管端貼紙寬度的標準統一。 紙張計數器能準確測量貼紙的長度, 有效對出紙量進行控制, 防止過量使用而造成的紙張浪費, 同時具有斷料檢測功能, 有效提醒操作人員及時更換備用紙張。
3 運行過程
鋼管防腐管端自動貼紙裝置運行過程分為兩個階段。 第一階段, 當鋼管進入貼紙工位時, 崗位操作人員將鋼管規格、 管端預留寬度等參數通過HMI 錄入控制系統, 貼紙機頭會根據反饋指令自動完成位置的調整, 伺服控制系統根據管端預留寬度完成貼紙位置的定位, 貼紙輥輪將背膠牛皮紙端部貼于管端外表面, 此時貼紙工序準備就位; 第二階段, 由變頻器控制旋轉輥帶動鋼管開始軸向旋轉, 此過程將背膠牛皮紙纏繞于鋼管管端外表面上, 其內置的紙張計數器對出紙量進行測量, 當測量值與鋼管周長相同時, 設備自動完成裁紙, 同時旋轉輥停止旋轉, 紙張壓平機構將紙張尾部壓緊貼平, 保證壓接處平整。 裝置運行的整個過程無需人工干預, 鋼管貼紙質量均勻一致, 整齊美觀。
4 應用效果
管端自動貼紙裝置已在鋼管防腐生產線實際應用, 效果良好。 長期以來, 在鋼管防腐生產過程中采用傳統人工貼紙方式, 鋼管兩端至少需要兩人共同作業, 單班次生產需完成150 根鋼管貼紙作業, 勞動強度大, 人工成本高, 管端齊整度及預留紙張寬度不精準, 原材料浪費較為嚴重。 該設備投入應用后, 大幅度提高了作業效率, 降低了勞動強度, 同時減少了一名崗位員工的工作任務, 人工成本明顯下降; 紙張搭接處嚴格控制在±3 mm, 貼紙寬度統一, 滿足標準要求, 且鋼管貼紙外表面整齊美觀。 鋼管防腐管端自動貼紙裝置投入使用后, 不僅鋼管防腐質量得到有效提升, 而且降本增效成果顯著。
5 結束語
鋼管防腐管端自動貼紙裝置結構設計合理,通過微電腦程序控制徹底解決了鋼管外防腐生產過程中鋼管管端人工貼紙帶來的工作效率低下、質量控制不穩定等問題, 實現了自動化貼紙。 實際使用效果良好, 既省去了人工貼紙工序, 又節約了成本, 提高了鋼管防腐生產效率和鋼管外防腐質量。
[1] 吉建立,許勇,黃龍,等. 國內外油氣管道防腐層陰極剝離試驗方法及標準對比[J]. 焊管,2013,36(10):68-72.
[2] 張其濱,劉金霞,赫連建峰,等. 管道3PE 涂層的陰極剝離性能研究[J]. 腐蝕與保護,2006,27(7):331-333.
[3] 武懷明. 3LPE/PP 防腐管管端涂層處理新工藝[J]. 石化技術,2015,22(2):38-78.
[4] 張愛麗. 鋼質管道3PE 防腐層施工與質量控制技術[J].化學工程與裝備,2011(9):130-134.
[5] 屈磊,沈洪洋,姜珮,等. 質管道防腐生產中表面預處理應用探討[J]. 焊管,2018(9):47-50.
[6] 張波, 朱建喜. 車削式3LPE、3PP 防腐管端預留新工藝及設備淺析[J]. 機電產品開發與創新,2014,27(4):141-142.
[7] 周建彬,王銘浩,押延寧,等. 管道3LPE 防腐涂層管端保護工藝[J]. 化工管理,2019(16):178-179.
[8] 中國國家標準化管理委員會. 埋地鋼質管道聚乙烯防腐涂層:GB/T 23257—2017[S]. 北京:中國標準出版社,2017.
[9] 吉愛紅,汪煒,陸俊華. 三坐標精密移動平臺的研制[J].機械,2004,31(10):53-55,62.
[10] 楊曉霞,王帥,鄧永停,等. 利用擴張狀態觀測器的交流永磁同步電機控制[J]. 電子測量與儀器學報,2016(5):810-816.