自動(dòng)化在電動(dòng)汽車(chē)驅(qū)動(dòng)電動(dòng)機(jī)生產(chǎn)線的應(yīng)用
2022-05-27 14:35:32王金彬
汽車(chē)工藝師 2022年5期
王金彬
三菱電機(jī)自動(dòng)化(中國(guó))有限公司 北京 10000
電動(dòng)汽車(chē)的“心臟”就是電驅(qū)動(dòng)系統(tǒng),每輛新能源汽車(chē)都需要電驅(qū)動(dòng)系統(tǒng)實(shí)現(xiàn)動(dòng)力輸出與控制。電驅(qū)動(dòng)系統(tǒng)主要由驅(qū)動(dòng)電動(dòng)機(jī)、電動(dòng)機(jī)控制器及變速器構(gòu)成。驅(qū)動(dòng)電動(dòng)機(jī)主要由定子、轉(zhuǎn)子和其他機(jī)械結(jié)構(gòu)組成。驅(qū)動(dòng)電動(dòng)機(jī)有直流電動(dòng)機(jī)、異步電動(dòng)機(jī)、永磁同步電動(dòng)機(jī)及開(kāi)關(guān)磁阻電動(dòng)機(jī)等多種。
無(wú)論哪種電動(dòng)機(jī),評(píng)價(jià)其優(yōu)劣有三方面指標(biāo):
1)控制性,包括響應(yīng)時(shí)間、控制精度、高效率區(qū)間、溫升及可靠性等。
2)性能,包括功率密度、轉(zhuǎn)速范圍、容量密度、過(guò)載能力以及電動(dòng)機(jī)質(zhì)量、體積、功率因素等。
3)經(jīng)濟(jì)性,包括價(jià)格、耐久性、維護(hù)成本等。
各大電動(dòng)機(jī)生產(chǎn)廠家都在產(chǎn)品設(shè)計(jì)和制造過(guò)程中圍繞提高這三方面的指標(biāo)做努力。下面分別從生產(chǎn)制造和自動(dòng)化控制兩方面淺談三菱電動(dòng)機(jī)生產(chǎn)特點(diǎn)。
生產(chǎn)制造
1.生產(chǎn)制造全自動(dòng)
三菱電動(dòng)機(jī)生產(chǎn)線全自動(dòng)化,定子、轉(zhuǎn)子、合裝、輸送及檢測(cè)等生產(chǎn)流程如圖1所示。

圖1 三菱電動(dòng)機(jī)機(jī)生產(chǎn)線流程
以扁線永磁同步電動(dòng)機(jī)定子線為例,工序包括疊片、插紙、HairPin成型、插線、壓線、擴(kuò)口、線端扭頭、線端切平、線端焊接、BUSBAR焊接及電測(cè)試等,工位之間由輸送線連接。涉及的生產(chǎn)設(shè)備主要技術(shù)與工藝包括:絕緣紙插入、HairPin成型、扭頭、漆包線切齊、連接線焊接、涂布、滴漆、磁鋼裝配、充磁、表磁檢測(cè)、鐵芯堆疊、壓裝及定子入套等。其中,銅線上料、部件抓取,一般采用RH-6CRH-7020-D型機(jī)器人和JE系列伺服。對(duì)于細(xì)微銅絲送料,采用輸送型張力控制裝置,如張力值 >0.5g,則繞線速度 <50m/s。發(fā)夾成型目前采用2個(gè)/s的高速成型機(jī),并需要采用高性能的R32MTCPU運(yùn)動(dòng)控制器進(jìn)行多軸同步控制。
2.應(yīng)檢盡檢
1)生產(chǎn)準(zhǔn)備時(shí)對(duì)所有的進(jìn)貨(原材料、外協(xié)零件)實(shí)行100%檢測(cè),確保所有的材料和零件符合質(zhì)量標(biāo)準(zhǔn)。
2)各工序之間100%檢測(cè)。例如絕緣紙插入后進(jìn)行絕緣性能檢測(cè),而不是直接進(jìn)行發(fā)夾插線。再如,線端切平、焊接是要分別進(jìn)行視覺(jué)系統(tǒng)檢測(cè)和通電檢測(cè),以確保沒(méi)有虛焊和漏焊。
這樣的工藝設(shè)置,在生產(chǎn)準(zhǔn)備和生產(chǎn)周期上很麻煩,也占用大量的時(shí)間,但與產(chǎn)品質(zhì)量相比,多付出的這些成本是值得的。另外,對(duì)于焊接、續(xù)線接合等工藝還需要微電弧、激光、熱壓焊、超聲波及微型點(diǎn)膠等特殊工藝。對(duì)于轉(zhuǎn)子/定轉(zhuǎn)子合裝、旋變調(diào)零、安規(guī)測(cè)試等也有相應(yīng)的專(zhuān)機(jī)和專(zhuān)有技術(shù)。
自動(dòng)化控制
自動(dòng)化控制是高節(jié)拍(提高生產(chǎn)效率)、高穩(wěn)定性、高性價(jià)比的保障。由于檢測(cè)工序增加,質(zhì)量監(jiān)測(cè)、追蹤系統(tǒng)強(qiáng)化,必須增加檢測(cè)、監(jiān)測(cè)設(shè)備,加長(zhǎng)了生產(chǎn)流程。為了保持產(chǎn)能不變,需要加快生產(chǎn)節(jié)拍,提高生產(chǎn)效率。主要措施就是采用已經(jīng)驗(yàn)證過(guò)的標(biāo)準(zhǔn)化方案,包括標(biāo)準(zhǔn)化設(shè)備硬件模組、標(biāo)準(zhǔn)化軟件、網(wǎng)絡(luò)等。
電驅(qū)動(dòng)自動(dòng)生產(chǎn)線的控制系統(tǒng)架構(gòu)如圖2所示。電氣硬件配置包括通過(guò)CC-Link IE網(wǎng)絡(luò)連接機(jī)器人、伺服控制系統(tǒng)、IO-Link網(wǎng)關(guān)和遠(yuǎn)程I/O等各種設(shè)備,收集生產(chǎn)設(shè)備中的數(shù)據(jù)信息。標(biāo)準(zhǔn)化設(shè)備硬件模組推薦配置見(jiàn)表1。標(biāo)準(zhǔn)化軟件包包括標(biāo)準(zhǔn)化的系統(tǒng)庫(kù)和應(yīng)用庫(kù),具體內(nèi)容見(jiàn)表2。

表1 標(biāo)準(zhǔn)化設(shè)備硬件模組推薦配置

表2 標(biāo)準(zhǔn)化軟件包

圖2 電驅(qū)動(dòng)自動(dòng)生產(chǎn)線的控制系統(tǒng)架構(gòu)
生產(chǎn)線設(shè)備統(tǒng)一操作畫(huà)面如圖3所示。內(nèi)容有主畫(huà)面、手動(dòng)操作畫(huà)面、報(bào)警操作畫(huà)面、PLC狀態(tài)顯示畫(huà)面、I/O狀態(tài)監(jiān)控畫(huà)面、網(wǎng)絡(luò)診斷畫(huà)面、伺服系統(tǒng)操作畫(huà)面、變頻器操作畫(huà)面及生產(chǎn)計(jì)劃排班畫(huà)面等。以下以主畫(huà)面和網(wǎng)絡(luò)診斷畫(huà)面舉例說(shuō)明。
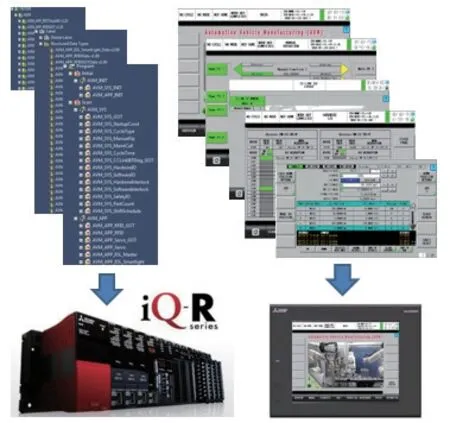
圖3 生產(chǎn)線設(shè)備統(tǒng)一操作畫(huà)面
(1)主畫(huà)面 在畫(huà)面頂部的狀態(tài)欄中,包含了最多12個(gè)區(qū)域的狀態(tài)、畫(huà)面名稱、站位/用戶信息、日期時(shí)間、PLC狀態(tài)、語(yǔ)言選擇和操作員登錄(密碼管理),畫(huà)面底部提供了預(yù)定義的畫(huà)面導(dǎo)航。如圖4所示。

圖4 主畫(huà)面
(2)網(wǎng)絡(luò)診斷(CC-Link IE TSN Diagnostic)畫(huà)面CC-Link IE TSN網(wǎng)絡(luò)診斷包含兩幅畫(huà)面,如圖5所示。第一幅可以顯示CC-Link IE TSN網(wǎng)絡(luò)主站模塊以及各個(gè)從站的狀態(tài)。在實(shí)際應(yīng)用中,將代表各個(gè)從站的小方塊放置在設(shè)備/產(chǎn)線布局圖中以便更快找到該站點(diǎn)的具體位置。第二幅畫(huà)面顯示從站具體的診斷信息和故障記錄,并將故障記錄導(dǎo)出到U盤(pán)中,方便網(wǎng)絡(luò)問(wèn)題分析。這套軟件不僅可以用于裝配生產(chǎn)線,還可以用于機(jī)械加工等離散型制造行業(yè)的工業(yè)自動(dòng)化系統(tǒng)。

圖5 CC-Link IE TSN網(wǎng)絡(luò)診斷畫(huà)面
以上是三菱電機(jī)在電動(dòng)汽車(chē)驅(qū)動(dòng)電動(dòng)機(jī)生產(chǎn)線應(yīng)用中的體會(huì),文中也只是從個(gè)別工藝點(diǎn)談應(yīng)用,難免有認(rèn)識(shí)不足和不全面的問(wèn)題,請(qǐng)業(yè)界行家批評(píng)指正。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
口腔護(hù)理用品工業(yè)(2021年4期)2021-11-02 08:22:56
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
中國(guó)公路(2017年9期)2017-07-25 13:26:38
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
汽車(chē)維修與保養(yǎng)(2015年8期)2015-04-17 03:32:51
消費(fèi)者報(bào)道(2014年7期)2014-07-31 11:23:57
