ANSYS數值模擬激光熔覆Ni/SiC工藝參數優化
2022-05-30 20:17:40劉立君張金婷劉大宇崔元彪賈志欣李繼強
哈爾濱理工大學學報 2022年4期
劉立君 張金婷 劉大宇 崔元彪 賈志欣 李繼強

摘要:針對修復模具表面失效的問題,采用數值模擬技術對激光熔覆Ni/SiC過程進行參數優化。建立了以不同激光電流、掃描速度及離焦量作為優化工藝參數的有限元分析模型,進行激光熔覆仿真分析,通過改變工藝參數的大小對溫度場和應力場進行研究。結果表明:溫度和殘余應力都隨激光電流的增大而升高,且它們都隨著掃描速度和離焦量的增大而減小。其中,激光電流、離焦量對溫度場的影響比掃描速度明顯;離焦量對應力場的影響比激光電流和掃描速度明顯。經應力場實驗驗證,最終實驗結果與應力場模擬結果的橫向殘余應力最高處相差76MPa,縱向殘余應力最高處相差86MPa。實驗結果與應力場模擬結果僅存在細微誤差,且誤差在合理范圍內,證明了模擬結果的正確性。對激光熔覆工藝參數進行優化,優化后的工藝參數為:激光電流120A,掃描速度為60mm/min,離焦量為50mm。
關鍵詞:激光熔覆Ni/SiC;工藝參數優化;有限元模擬;溫度場;應力場
DOI:10.15938/j.jhust.2022.04.011
中圖分類號: TG456.7
文獻標志碼: A
文章編號: 1007-2683(2022)04-0081-11
ANSYS Numerical Simulation of Laser Cladding
Ni/SiC Process Parameter Optimization
LIU Li-jun ZHANG Jin-ting LIU Da-yu CUI Yuan-biao JIA Zhi-xin LI Ji-qiang
(1.School of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150080, China;
2.School of Mechanical Engineering, Harbin Institute of Technology, Harbin 150081, China;
3.Ningbo Institute of Technology, Zhejiang University, Ningbo 315100, China)
Abstract:To overcome the issue of repairing mold surface failure, the parameters of the laser cladding Ni/SiC process is optimized using numerical simulation.?The different laser currents, scanning speeds and defocusing are adjusted to optimize simulation result of laser cladding.?Meanwhile, the influence of the temperature field and stress field also is studied by changing the size of the process parameters.?The simulation results show that temperature and residual stress both increase with the increase of laser current and decrease with the increase of scanning speed and defocusing amount.?Among them, the influence of laser current and defocusing amount is more obvious than that of scanning speed on temperature field.?The influence of defocus on the stress field is more obvious than that of laser current and scanning speed.?Experimental verification shows that the maximum horizontal welding residual stress difference is 76MPa and the maximum longitudinal welding residual stress difference is 86MPa.?The experimental error within a reasonable range proves the correctness of the simulation results.?Finally, the optimized laser cladding process parameters is obtained: laser current is 120A, scanning speed is 60mm/min, and defocus is 50mm.
Keywords:laser cladding Ni/SiC; process parameter optimization; finite element simulation; temperature field; stress field
0引言
激光熔覆技術是指在高能激光束的作用下,使合金粉末熔凝在基體表面,使其與基體達到良好冶金結合的表面強化技術[1-5]。在不改變基體性質的前提下,激光熔覆技術可以在廉價金屬基體表面,制備含稀有金屬的涂層,改善其表面性能,不僅可以節約稀有金屬材料,而且還可以降低加工成本。該技術經濟效益較高,在工業生產中具有重要的研究價值[6-10]。
使用ANSYS可對H13鋼表面熔覆Ni基粉末過程進行溫度場與應力場有限元仿真,同時結合實驗驗證模擬結果的準確性[11-14]。徐洋洋等[15]使用ANSYS軟件,在不同激光功率及掃描速度下建立了數值模型,進行激光熔覆溫度場數值模擬,經實驗驗證后得出,數值模擬結果與實驗測得數據基本吻合。激光熔覆所制備涂層在后期使用中主要是殘余熱應力導致裂紋萌生擴展而引起損壞失效。產生殘余熱應力的主要原因是激光能量的高集中輸入,在零件內部會產生殘余熱應力;同時激光掃描處與基材存在溫差,熔池周圍形成高應力區域導致的塑性變形也會導致應力的出現。這些殘余應力可降低零件壽命,使零件提前失效[16-19]。Wang等[20]創建了熱-應力結構耦合的物理場模型,并進行了相關研究,研究結果表明熔覆層與基材界面結合處存在很大的應力,容易發生裂紋。因此探索激光熔覆過程中應力分布很有必要。
文中基于ANSYS數值模擬技術,在不同工藝參數下對激光熔覆Ni/SiC溫度場和應力場進行數值模擬,并通過實驗驗證,提高熔覆層修復效果。
1有限元模型的理論基礎
1.1有限元模型的分析假設
在ANSYS中,激光熔覆過程是一系列復雜的瞬態熱分析過程,如熔化、凝固、冷卻、熱膨脹、彈塑性變形等,屬于典型的非線性瞬態分析。將這些條件引入數值模擬中,有限元軟件將進行大量的分析及計算。同時針對不同的問題所考慮的因素也不相同,本文著重研究激光熔覆過程中溫度場和應力場的分布,在不給模擬結果帶來很大誤差的前提下,將對部分影響較小的因素進行忽略,對模型做出以下假設以簡化模型的復雜程度:①Ni基粉末與基體均為各向同性,除彈性模量、線膨脹系數、導熱系數和比熱容外,過程中其他工藝參數均不根據溫度改變;②激光熔覆是快速升溫快速冷卻的過程,不考慮熔池的流場對溫度的影響;③冷卻過程中,只考慮試樣表面與空氣自然對流,忽略熱輻射等因素的影響;④忽略氣體物質對入射激光的輸入影響;⑤假設試樣的初始溫度為20℃。
1.2熱傳遞條件的設置
在數值模擬仿真中,熱傳遞包含以下方式:熱傳導,熱對流、熱輻射。本試驗只考慮熱傳導和熱對流。
1)熱傳導:基體材料與熔覆層相連,當材料產生溫差時,能量從高溫材料向低溫材料傳遞。當基材與周圍空氣接觸時,溫差的存在會引起熱交換。熱傳導遵循傅里葉定論:
2)熱對流:由溫度差引起,常發生在固體表面和周圍介質之間。熱對流通常分為自然對流和強制對流兩大類。僅考慮了自然對流,采用冷卻牛頓準則得出熱流,通常以面邊界條件施加。
熔覆層模擬屬于瞬態傳熱,基材比熱容、熱導率、熱膨脹系數等根據溫度改變。Ni基涂層由球形鎳粉與SiC按2∶8比例混合制得,物性參數由Jmatpro軟件模擬得出,再通過兩種材料成分按照質量比采用混合定律計算。表1、表2中分別列出了基材和熔覆材料的熱物性參數。并通過Jmatpro軟件模擬可知,Ni基涂層熔點為1 455℃;H13鋼熔點為1 300℃。
在t=0時刻,所有試樣的初始溫度應相同,取20℃(室溫)。
2數值模擬結果及實驗驗證分析
2.1激光熔覆幾何模型
采用預置粉末法進行數值模擬,為了縮短計算時間,將磨損模具簡化為尺寸50×50×10mm的H13模具鋼板,Ni基粉末在基體上的厚度約為0.2mm,涂層尺寸為50×50×0.2mm,熔覆層材料為Ni粉與SiC粉按4∶1的比例混合而成的粉體,有限元模型如圖1所示。其中顯示兩個實體,其上部是預置粉末層,下部是基體。
2.2物理模型的建立
在軟件中選擇分析的單元為SOLID70。SOLID70包含三維的傳熱,可以完成均勻傳熱,在保證計算精度的前提下,減少計算時間。
在數值模擬仿真中,激光熱源可近似用高斯函數來描述,因此本文選用高斯熱源模型,如圖2所示。高斯分布熱源的熱流密度見式3。熱源在模型中間進行施加,熱源移動軌跡如圖3所示。
2.3溫度場模擬結果
在激光電流120A、掃描速度60mm/min、離焦量50mm條件下,按圖3所示的軌跡進行激光熔覆。在此基礎上,將熱源模型、邊界條件及材料的物理參數等施加到模型上,根據掃描速度和熔覆長度分別設定加載時間50s、步數為50000步加載溫度場。圖4為在模型中任取一點的溫度場云圖,由于熱源的熔化區冷卻需要一段時間,因此呈橢圓狀。如圖4所示,熔池內最高溫度達到1551℃,高于H13模具鋼的熔點1300℃和鎳基熔覆層的熔點1455℃,能夠形成良好的冶金結合。
2.4不同工藝參數對溫度場的影響
選擇如圖5所示的點作為參考點,取上述A(3,0,10.2)、B(25,0,10.2)、C(47,0,10.2)、D(25,0,10)四個點作為參考點,分別研究其溫度場的變化。在這些點中,A和C為避免邊緣效應,防止溫度過高或過低,因而不選擇邊上的點。
2.4.1不同激光電流對溫度場的影響
激光電流是激光熔覆過程中的重要參數之一,在其他參數不變的情況下,激光電流決定著基體及熔覆材料的結合狀態。主要分析激光電流對溫度場的影響,有限元分析了第一組參數,分別為100A、120A和140A的激光電流。將不同激光電流通過式3進行計算,并分別輸入到APDL中,實現不同激光電流下的溫度場有限元分析。
在其他參數不改變情況下,電流升高,熱流密度上升,因而熔池溫度也升高。如圖6(a)所示,激光電流較小,會使H13鋼上的Ni基粉不能全部熔融,結合帶中心呈亮白色,逐漸向兩側減弱(如位置1、2),造成涂層粘附在基材表面,說明沒有形成良好的冶金結合;隨著激光電流的增加,合金熔化增加,但如果激光電流過大,會造成熔覆過程中產生飛濺,并在熔池內產生氣孔等,基材的溫度也會升高,加劇基材的變形和裂紋,質量也會降低,如圖6(c)、(d)所示。所以選取正確的激光電流至關重要。
圖7是在不同的激光電流下A、B、C、D樣點的溫度變化曲線。如圖7(a)、(b)、(c)所示,激光電流100 A時,點A、B、C的最高溫度大約為1370℃,點D為1205.1℃,熔池內的各點溫度均沒達到Ni基涂層的熔點(1455℃),導致熔覆層沒有發生熔化。但實際應用中,鎳基粉末涂層過薄(0.2mm),在激光熔覆時由于使用的是脈沖激光,會將部分鎳基粉末打飛,而此時熔池內的峰值溫度超過H13熔點(1300℃),熔化狀態的H13鋼與未熔狀態的鎳基涂層形成固液結合,無法形成良好的液態金屬冶金結合。激光電流120A時,點A、B、C峰值溫度平均為1550℃和D點峰值溫度為1368.3℃,熱源產生的溫度接近Ni型涂層熔點,而基材溫度也接近H13鋼熔點,因此能更好地使模具與熔覆層產生冶金熔合。激光電流140A時,點A、B、C的峰值溫度平均為1670℃和D點峰值溫度為1485.2℃,由于過高的溫度會造成Ni基涂層的飛濺,熔覆層的熔覆層質量降低,造成“燒結”現象。溫度根據激光電流的升高而顯著上升。由于激光電流變大了,激光功率也變大了,基材吸收能量也上升了,因此溫度上升。
2.4.2不同掃描速度對溫度場的影響
為研究掃描速度對溫度的影響,在激光電流120A,離焦量50mm,涂層厚度0.2mm條件下,掃描速度分別取50mm/min,60mm/min,70mm/min。通過改變式3中的熱源中心移動速度,并分別輸入到APDL中,實現不同激光掃描速度下的溫度場有限元分析。對A,B,C,D 4個樣點的溫度場進行模擬分析,模擬結果如圖8所示。
由圖8可見,最高溫度隨掃描速度增大而降低。結果表明,提高掃描速度可以縮短激光與熔覆涂層的作用時間,使涂層在來不及加熱時開始冷卻,降低材料對激光的吸收,使樣品整體溫度降低。掃描速度3個數值差異較小,溫度減少也不明顯。從圖8(a)中可以看到,掃描速度50mm/min時,點A,B,C峰值溫度為1590℃,D點最高溫度為1408℃,掃描速度過慢,受熱時間變長,產生過燒,如圖9所示。
從圖8(b)中可以看到,掃描速度為60mm/min時,點A,B,C峰值溫度1550℃,D點峰值溫度為1368.3℃,使熔覆層成形完好,如圖10所示,熔覆層表面魚鱗紋平整,無明顯缺陷。
從圖8(c)中可以看到,掃描速度為70mm/min時,點A,B,C峰值溫度1455℃,D點峰值溫度1292.7℃,掃描速度過快,峰值溫度過低,溫度處于Ni基涂層和H13鋼熔點附近,涂層和基材難以充分熔化,進而影響熔覆層冶金熔合,如圖11所示,熔覆層表面不平整,出現凹凸不平的波紋,成型較差。
2.4.3不同離焦量對溫度場的影響
模擬第三組,分析離焦量對溫度場的影響。激光電流為120A,掃描速度為60mm/min,涂層厚度為0.2mm,離焦量為48mm,50mm,52mm時,分析溫度場的分布情況。光斑直徑L與離焦量s的關系表示為:
L=s(D-d)/f+D(4)
式中:D為入射激光束直徑;d為透過透鏡激光束直徑;f為焦距。通過改變式3中的激光光斑半徑,分別輸入到APDL中,實現不同離焦量下的溫度場分析。選取點A,B,C,D為參考點,溫度曲線如圖12所示。
在激光電流和掃描速度相同的情況下,離焦量越大,能量密度越低;反之,離焦量越小,激光束密度越高,熱源呈點狀,此時涂層材料得到的激光能量較充分,能使熔覆材料充分熔化,使涂層與基材形成良好的冶金熔合;光斑直徑較大時,熱源呈面狀,此時涂層收到的激光能量較低,使涂層材料不能完全熔化,從而降低涂層與基材的結合能力。
2.5不同工藝參數對應力場的影響
2.5.1不同激光電流對殘余應力場的影響
研究不同激光電流下的殘余應力場,根據表3的第1組數據進行模擬,殘余應力云圖如圖13所示。由圖13(a)可知在激光電流100A時,模具表面最大殘余應力為1392.6MPa;由圖13(b)可知在激光電流120A時,模具最大殘余應力為1517.4MPa;由圖13(c)可知在激光電流140A時,模具表面最大殘余應力為1534MPa。因此,電流上升,殘余應力也升高,呈現出壓應力。
模型的兩條定義路徑如圖14所示,AB為基材與涂層界面之間中心層上的路徑,CD為中心熔覆層到基材上的路徑,旨對熔覆層在不同方向上的應力分布規律進行研究。
根據路徑AB可以得到不同激光電流下的殘余應力變化曲線,如圖15所示。結果表明,隨著激光電流的上升,殘余應力略有上升,且上升速度加快。
2.5.2不同掃描速度對殘余應力場的影響
研究不同掃描速度下的殘余應力場,根據表3第二組方案進行模擬,殘余應力云圖如圖16所示。由圖16(a)可知在激光掃描速度為50mm/min時,模具表面最大殘余應力為1531.5MPa;由圖16(b)可知在激光掃描速度為60mm/min時,模具表面最大殘余應力為1517.4MPa;由圖16(c)可知在激光掃描速度為70mm/min時,模具表面最大殘余應力為1437.4MPa。
根據路徑AB可以得到不同掃描速度下的殘余應力變化曲線,如圖17所示。由圖可知,隨著掃描速度的上升,最大殘余應力略有降低,界面結合處基本沒有變化。
2.5.3不同離焦量對殘余應力場的影響
研究不同離焦量下的殘余應力場,根據表3第三組方案進行模擬,對于三種離焦量,圖18顯示了模具的殘余應力云圖。如圖所示,離焦量增加,殘余應力下降,仍保持原來的應力分布。
選取路徑AB來研究不同離焦量下的殘余應力變化曲線,如圖19。由圖可知,隨著離焦量的增大,最大殘余應力急劇減小,未超過基材和熔覆層界面結合強度。
2.6激光熔覆實驗驗證分析
為了驗證對激光熔覆過程有限元模擬,驗證其準確性,選取HK21A型應力應變測試儀對激光電流120A,掃描速度為60mm/min,離焦量為50mm熔覆后的殘余應力進行了盲孔法測量(如圖20),并和仿真計算出最優工藝參數的熔覆模具修復應力對比驗證。
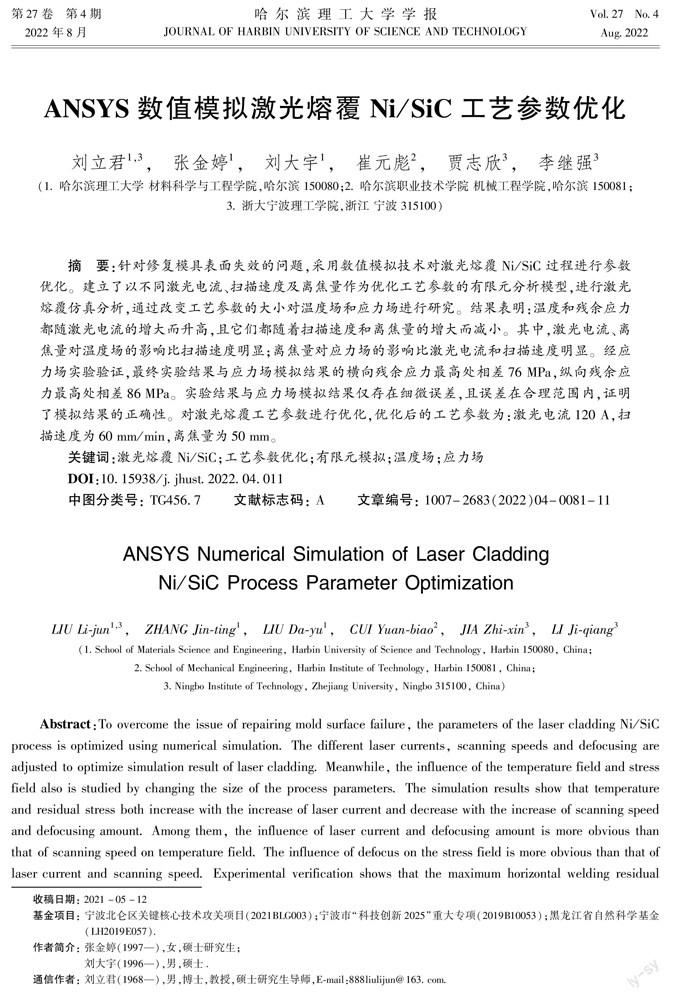
在圖21中顯示了模具磨損激光熔覆殘余應力的測量取點圖。測試板上同位點測量6個點,每個間隔10mm,計算同位點3號點4個點的測量數據作為取點位置5mm的焊接殘余應力值。
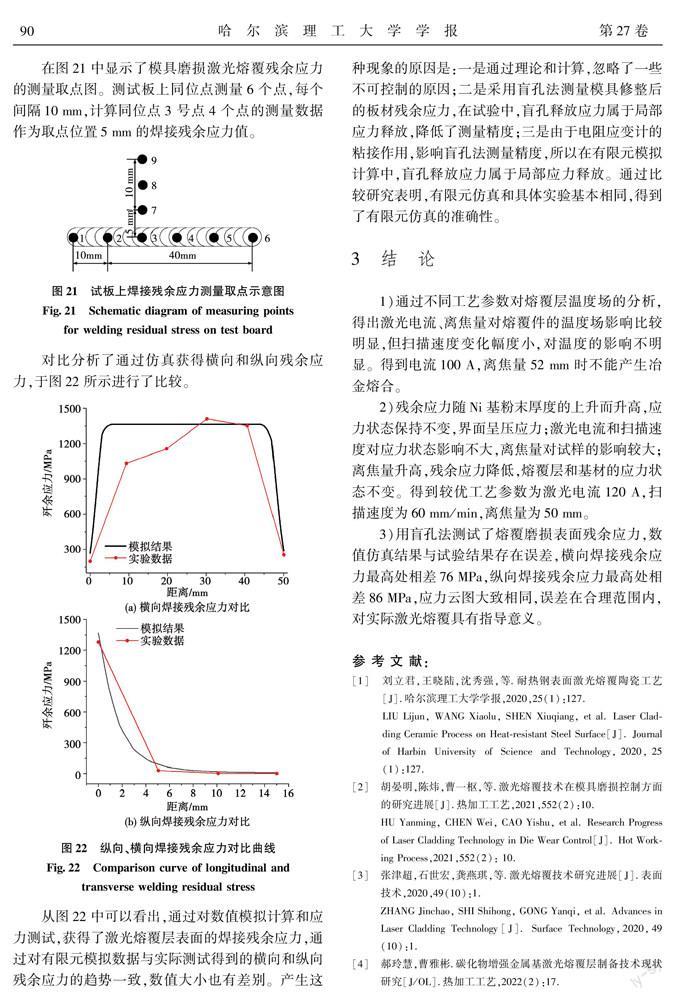
對比分析了通過仿真獲得橫向和縱向殘余應力,于圖22所示進行了比較。
從圖22中可以看出,通過對數值模擬計算和應力測試,獲得了激光熔覆層表面的焊接殘余應力,通過對有限元模擬數據與實際測試得到的橫向和縱向殘余應力的趨勢一致,數值大小也有差別。產生這種現象的原因是:一是通過理論和計算,忽略了一些不可控制的原因;二是采用盲孔法測量模具修整后的板材殘余應力,在試驗中,盲孔釋放應力屬于局部應力釋放,降低了測量精度;三是由于電阻應變計的粘接作用,影響盲孔法測量精度,所以在有限元模擬計算中,盲孔釋放應力屬于局部應力釋放。通過比較研究表明,有限元仿真和具體實驗基本相同,得到了有限元仿真的準確性。
3結論
1)通過不同工藝參數對熔覆層溫度場的分析,得出激光電流、離焦量對熔覆件的溫度場影響比較明顯,但掃描速度變化幅度小,對溫度的影響不明顯。得到電流100A,離焦量52mm時不能產生冶金熔合。
2)殘余應力隨Ni基粉末厚度的上升而升高,應力狀態保持不變,界面呈壓應力;激光電流和掃描速度對應力狀態影響不大,離焦量對試樣的影響較大;離焦量升高,殘余應力降低,熔覆層和基材的應力狀態不變。得到較優工藝參數為激光電流120A,掃描速度為60mm/min,離焦量為50mm。
3)用盲孔法測試了熔覆磨損表面殘余應力,數值仿真結果與試驗結果存在誤差,橫向焊接殘余應力最高處相差76MPa,縱向焊接殘余應力最高處相差86MPa,應力云圖大致相同,誤差在合理范圍內,對實際激光熔覆具有指導意義。
參 考 文 獻:
[1]劉立君,王曉陸,沈秀強,等.耐熱鋼表面激光熔覆陶瓷工藝[J].哈爾濱理工大學學報,2020,25(1):127.LIU Lijun, WANG Xiaolu, SHEN Xiuqiang, et al. Laser Cladding Ceramic Process on Heat-resistant Steel Surface[J]. Journal of Harbin University of Science and Technology,2020,25(1):127.
[2]胡晏明,陳煒,曹一樞,等.激光熔覆技術在模具磨損控制方面的研究進展[J].熱加工工藝,2021,552(2):10.HU Yanming, CHEN Wei, CAO Yishu, et al. Research Progress of Laser Cladding Technology in Die Wear Control[J]. Hot Working Process,2021,552(2): 10.
[3]張津超,石世宏,龔燕琪,等.激光熔覆技術研究進展[J].表面技術,2020,49(10):1.ZHANG Jinchao, SHI Shihong, GONG Yanqi, et al. Advances in Laser Cladding Technology[J]. Surface Technology,2020,49(10):1.
[4]郝玲慧,曹雅彬.碳化物增強金屬基激光熔覆層制備技術現狀研究[J/OL].熱加工工藝,2022(2):17.HAO Linghui, CAO Yabin, Research on Preparation Technology of Carbide Reinforced Metal Laser Cladding Layer[J/OL]. Hot Working Process,2022(2):17.
[5]杜學蕓,許金寶,宋健.激光熔覆再制造技術研究現狀及發展趨勢[J].表面工程與再制造, 2020, 115(6):18.DU Xueyun, XU Jinbao, SONG Jian, Research Status and Development Trend of Laser Cladding Remanufacturing Technology[J]. Surface Engineering and Remanufacturing, 2020, 115(6):18.
[6]WANG Hanhui, et al. Repair of SiC Coating on Carbon/Carbon Composites by Laser Cladding Technique[J]. Ceramics International, 2020, 46(11): 19537.
[7]NI Xiaojie, et al. Investigation on Microstructure, Hardness, and Corrosion Resistance of Mo–Ni–B Coatings Prepared by Laser Cladding Technique[J]. Coatings, 2019, 9(12): 856.
[8]李洪波,高強強,李康英,等.表面激光熔覆H13/NiCr-Cr3C2復合粉末熔覆層性能研究[J].中國激光,2021,546(18):163.LI Hongbo, GAO Qiangqiang, LI Kangying, et al. Study on the Properties of Surface Laser Cladding H13/NICR-Cr3C2 Composite Powder Cladding Layer[J]. China Laser,2021,546(18):163.
[9]LUO X, YAO Z, ZHANG P, et al. Laser Cladding Fe-Al-Cr Coating with Enhanced Mechanical Properties[J]. Journal of Wuhan University of Technology-Mater Sci Ed, 2019, 34(5):1197.
[10]張春芝,尚希昌,孫晟瑄,等.激光熔覆高性能Fe基非晶涂層的研究進展[J/OL].材料導報,2022(15):1.ZHANG Chunzhi, SHANG Xichang, SUN Shengxuan, et al. Research Progress of High Performance Fe Based Amorphous Coatings by Laser Cladding[J/OL]. Materials Guide, 2022(15):1.
[11]何逵,曹知勤,王玥坤,等.激光熔覆過程數值模擬研究現狀[J].鋼鐵釩鈦,2021,189(3):172.HE Kui, CAO Zhiqin, WANG Yuekun, et al. Research Status of Numerical Simulation of Laser Cladding Process[J]. Steel Vanadium and Titanium, 2021, 189(3):172.
[12]張天剛,張倩,姚波,等.TC4表面Ni基激光熔覆層溫度場和應力場的數值模擬[J].激光與光電子學進展,2021,686(3):220.ZHANG Tiangang, ZHANG Qian, YAO Bo, et al. Numerical Simulation of Temperature Field and Stress Field of Ni Based Laser Cladding Layer on TC4 Surface[J]. Progress in Laser and Optoelectronics, 2021,686(3):220.
[13]李海洋,宋建麗,唐彬,等.H13鋼表面激光熔覆Stellite6合金的溫度場數值模擬[J].應用激光,2020,40(4):571.LI Haiyang, SONG Jianli, TANG Bin, et al. Numerical Simulation of Temperature Field of LASER Cladding Stellite6 Alloy on H13 Steel Surface[J]. Application of Laser, 2020,40(4):571.
[14]郭士銳,張仕豪,吳茂敏,等.基于熱力耦合的激光熔覆316L試驗與數值模擬研究[J].熱加工工藝,2022,51(10):74.GUO Shirui, ZHANG Shihao, WU Minmao, et al. Experimental Study and Numerical Simulation of Laser Cladding 316L Based on Thermal Coupling[J]. Hot Working Process,2022,51(10):74.
[15]徐洋洋,傘紅軍,陳久朋,等.FL-DLight3-4000激光器激光熔覆過程溫度場數值模擬分析[J].電子科技,2021,386(11):1.XU Yangyang, SAN Hongjun, CHEN Jiupeng, et al. Numerical Simulation of Temperature Field in Laser Cladding Process of FL-Dlight3-4000 Laser[J]. Electronics Technology, 2021,386(11):1.
[16]劉曉東,姜洪雷,謝蒙.Q345鋼激光熔覆的殘余應力分析[J].金屬熱處理,2020,511(3):226.LIU Xiaodong, JIANG Honglei, XIE Meng. Residual Stress Analysis of Laser Cladding Q345 Steel[J]. Heat Treatment of Metals,2020,511(3):226.
[17]龐銘,譚雯丹.預熱溫度對激光熔凝RuT300氣門座殘余應力場的影響研究[J].表面技術,2019,48(8): 296.PANG Ming, TAN Wendan. Influence of Preheating Temperature on Residual Stress Field of RuT300 Valve Seat by Laser Remelting[J]. Surface Technology, 2019, 48(8): 296.
[18]SHI B, LI T, WANG D, et al. Investigation on Crack Behavior of Ni60A Alloy Coating Produced by Coaxial Laser Cladding[J]. Journal of Materials Science, 2021:1.
[19]侯鎖霞,任呈祥,吳超,等.激光熔覆層裂紋的產生和抑制方法[J].材料導報,2021,35(S1):352.HOU Suoxia, REN Chengxiang, WU Chao, et al. Crack Generation and Suppression Method of Laser Cladding Layer[J]. Material Review,2021,35(S1):352.
[20]WANG DS, YANG K J, YANG H, et al. Computational Analysis of Laser Cladding of Preset MCrAlY Coating Based on ANSYS Ii-Stress Field[J]. Materials Science Forum, 2021,6065:148.
(編輯:溫澤宇)
