旋轉速度對鋁/鋼填絲攪拌摩擦焊接頭性能的影響
2022-06-01 10:41:12鐘萬亮李默陽楊棟華許惠斌
電焊機 2022年5期
鐘萬亮,徐 萌,羅 展,李默陽,楊棟華,許惠斌
1.重慶理工大學材料科學與工程學院,重慶 400054;
2.航天工程裝備(蘇州)有限公司,江蘇 蘇州 215100;
3.重慶鐵馬工業集團有限公司,重慶 400050
0 前言
節能減排、綠色發展已成為各國的發展理念,在運輸載具方面,車身結構的輕量化將得到大力發展和應用。鋼材具有經濟性好、高強度和高韌性的優點,鋁合金具有比強度、比剛度高的優勢,且質量只有鋼材的1/3。因此,部分結構采用鋁合金替代鋼可以有效實現載具輕量化[1-3]。鋁合金和鋼在物理性能和化學性能上差異巨大,實現二者的有效連接成為一個新的技術難題。采用傳統的熔焊方法焊接鋁與鋼時,接頭容易出現過厚的金屬間化合物層(IMC),惡化接頭性能[4]。
攪拌摩擦焊作為一種固相焊接技術,具有高效率、低熱輸入、變形小等優點。這項技術是依靠剛性的攪拌頭在高速旋轉下沿焊接方向移動,通過攪拌頭與母材的摩擦產熱使母材達到塑性狀態,由于攪拌針的強烈攪拌作用,塑性狀態的金屬發生動態再結晶,從而實現接頭的連接[5]。目前,國內外學者對鋁與鋼的攪拌摩擦焊接開展了大量實驗。M.DEHGHANI[6]得到 3003 鋁合金與低碳鋼的攪拌摩擦焊對接接頭,分析了熱輸入對接頭強度和界面IMC層的影響。Tanaka[7]等人在固定其他焊接參數的條件下,研究了不同轉速下接頭的強度趨勢,發現在高轉速配合低焊速條件下,鋁與鋼的接頭能獲得最高的強度。王希靖[8]等人發現不同攪拌摩擦焊接頭位置的連接方式分為機械連接、冶金結合與鋁向鋼的擴散滲透。然而,上述傳統的攪拌摩擦焊接技術在焊接韌性差且硬而脆的異種金屬材料時易出現孔洞、界面裂紋等缺陷,為解決這一難題,許惠斌[9]等人發明了一種適用于難焊材料的新型Al基焊絲,起到填充孔洞和改善IMC層成分的作用。高鵬宇[10]發現填充Al-5Si(wt.%)焊絲解決了接頭中的界面裂紋缺陷,同時減薄了界面的IMC層厚度。李默陽[11]闡述了填充Al-Si-Cu-Ni焊絲的必要性,發現不添加焊絲時,采用攪拌摩擦焊焊接韌性較差且硬度較高的冷軋態Q235鋼和5A06鋁合金,接頭出現明顯的裂紋和孔洞缺陷,界面無明顯冶金結合,抗拉強度僅為23.5 MPa;添加焊絲后,有效填充了焊縫并改善了IMC層成分,接頭力學性能得到明顯提高。因此,進一步優化適用于鋁與鋼填絲攪拌摩擦焊接技術的工藝參數,對接頭力學性能的提高具有重要意義。
文中以攪拌頭的旋轉速度為變量,對厚度為2.9 mm的5A06鋁合金和2.8 mm的Q235冷軋鋼進行填絲攪拌摩擦焊接試驗,比較不同旋轉速度條件下接頭的微觀組織和力學性能,得到適用于5A06鋁合金與Q235冷軋鋼的攪拌摩擦焊接最佳工藝參數,為鋁與鋼焊接的工業生產提供理論指導。
1 試驗材料及方法
試驗材料選用Q235冷軋鋼和5A06鋁合金,尺寸分別為100mm×50mm×2.8mm和100mm×50mm×2.9 mm,主要化學成分如表1、表2所示。焊絲是由實驗室自行設計、冶煉及加工的新型Al基焊絲,主要化學成分如表3所示。攪拌頭軸肩直徑為15 mm,攪拌針為錐度凸臺狀,端部直徑為4 mm,底部直徑為5 mm,針長為2.6 mm。填絲攪拌摩擦焊接示意圖如圖1所示,其中Q235鋼置于前進側,5A06鋁合金置于后退側。

表1 5A06鋁合金的化學成分(質量分數,%)Table 1 Chemical composition of 5A06 aluminum alloy(wt.%)

表2 Q235冷軋鋼的化學成分(質量分數,%)Table 2 Chemical composition of Q235 cold-rolled steel(wt.%)

表3 焊絲化學成分(質量分數,%)Table 3 Chemical composition of filler wire(wt.%)

圖1 填絲攪拌摩擦焊接示意Fig.1 Schematic diagram of wire-filler friction stir welding
母材及焊絲在焊接前采用砂紙去除表面氧化膜,用棉簽蘸取無水乙醇去除表面油污等雜質。完成對接后,固定工藝參數:焊接速度(44 mm/min)、攪拌頭傾角(3°)、偏移量(0.5 mm)、壓入量(0.3 mm)。在不同旋轉速度(210 r/min、420 r/min、660 r/min)條件下探究旋轉速度對鋁與鋼異種金屬攪拌摩擦焊接接頭的微觀組織和力學性能的影響。
如圖2所示,采用電火花線切割機將試件切割至尺寸110 mm×3.2 mm×1.0 mm,測試接頭力學性能并觀察微觀形貌。將不同旋轉速度條件下獲得的接頭在MTS E43.104型萬能力學性能試驗機上進行至少3次拉伸試驗,拉伸速率設為1.0 mm/min。斷裂后,使用Zeiss Sigma/HD掃描電子顯微鏡(SEM)拍攝接頭的界面微觀結構,同時采用EDS能譜儀分析界面處金屬間化合物層的成分和各元素分布情況。通過PANalytical Empyrean Series 2 X射線衍射儀(XRD)對斷口進行物相分析。更換彎曲試驗夾具后,進行三點彎曲試驗,加載速率1 mm/min。使用HVS-1000Z型顯微硬度計表征焊接接頭橫截面的顯微硬度,測試位置距接頭頂部1.5 mm,以界面為中心向兩側的母材方向打點,各點間距為0.25 mm。

圖2 彎曲試樣、拉伸試樣及金相試樣示意Fig.2 Schematic diagram of tensile,bending and metallographic specimens
2 試驗結果與分析
2.1 焊縫成形
填絲攪拌摩擦焊是攪拌摩擦焊的一種新型工藝方式,在合適的工藝參數下,焊絲的加入不僅可以填充孔洞缺陷,還能改善焊核區的組織成分[12]。不同旋轉速度下接頭的表面形貌如圖3所示,隨著旋轉速度增大,焊縫鋁側表面堆積更多體積的飛邊,接頭界面呈臺階狀,Hook缺陷尺寸增大,焊縫中鋼粒逐漸向底部分布。旋轉速度為210 r/min時,顆粒主要分布在近界面區與焊核區底部,Hook鉤尺寸較小且較圓滑;旋轉速度為420 r/min時,顆粒主要分布在近界面區與焊核區,Hook鉤尺寸變大且更尖銳;旋轉速度為660 r/min時,顆粒主要分布在近界面區的上、中部,鋼粒主要集中在焊核區底部,Hook鉤尺寸更大。不同旋轉速度下接頭的橫截面形貌如圖4所示。為明確旋轉速度對C形結構彎曲程度的影響,定義內凹深度如圖4所示,接頭內凹尺寸隨著旋轉速度的增加,由0.36 mm增加至1.06 mm。分析可知,隨著旋轉速度增加,熱輸入增大,接頭溫度升高,同時攪拌頭對界面的切削作用更明顯,界面彎曲程度增加,加強機械咬合程度,對接頭力學性能有益。焊核區域中的金屬塑化程度更高,反應更充分,碎化的顆粒呈彌散分布于焊核區,對焊縫有一定的彌散強化作用。

圖3 不同旋轉速度條件下接頭的表面形貌Fig.3 Surface morphology of the joint at different rotational speeds

圖4 不同旋轉速度條件下接頭的橫截面形貌Fig.4 Cross-sectional shape of the joint at different rotational speeds
2.2 接頭顯微組織
綜上所述,呈C形形貌的界面能起到機械咬合的作用。圖5為不同旋轉速度條件下5A06鋁合金與Q235冷軋鋼攪拌摩擦焊對接接頭中部界面的顯微組織,圖5中各點的EDS分析結果如表4所示。圖6為不同旋轉速度條件下接頭的線掃描結果。如圖5a所示,旋轉速度為210 r/min時,界面存在未剝離的鋼屑,界面上生成一層化合物層,結合圖6a可知,其厚度約為1 μm,且化合物層內固溶了少量Ni元素,由表4可知,化合物層鑒定為FeAl3相。如圖5b所示,當旋轉速度為420 r/min時,界面過渡層結合緊密,無明顯縫隙,結合圖6b可知,過渡層上Al、Fe、Ni三種元素發生了明顯的擴散,擴散層厚度約為1.3 μm,由表4可知,化合物層中Al元素與Fe元素原子比相當,可以把界面層產物鑒定為FeAl相,界面上附著著Al3Ni顆粒,焊縫中存在較多彌散分布的微米級顆粒,結合前文分析,微米級顆粒是由碎化的焊絲原始組織與鋼屑混合而成。如圖5c所示,旋轉速度為660 r/min時,界面處存在寬約1.5 μm的裂紋缺陷,界面化合物層呈斷續分布,焊縫區仍包含大量細化顆粒,由表4可知,化合物層產物為Fe2Al5相,結合圖6c可知,其厚度約為3.7 μm。分析認為,金屬間化合物層的產生是實現鋁與鋼異種金屬連接的必要條件,但化合物層的厚度與成分對接頭的力學性能影響極大。如果化合層過厚,在焊后殘余應力的作用下,極易在化合物層內開裂,惡化接頭的力學性能;化合物層主要分為兩類,一類是富Fe的FeAl相與Fe3Al相,另一類是富Al的FeAl3和Fe2Al5相,從韌性角度出發,富Fe相韌性更好[13]。在攪拌摩擦焊過程中,旋轉速度對接頭熱輸入的影響巨大,旋轉速度過小,熱輸入不足,接頭形成的化合物層越薄,而金屬間化合物層的厚度不是越薄越好,需要保持在一定范圍內,但旋轉速度過大,接頭熱輸入增大,界面生成的金屬間化合物層越厚,易產生裂紋缺陷,極大降低了接頭的力學性能[14]。

圖5 不同旋轉速度下接頭的顯微組織Fig.5 Microstructure of joints at different rotational speeds

表4 圖5中各點EDS能譜分析的化學成分(原子百分數,%)Table 4 Chemical compositions analyzed by EDS energy spectrum for each point in Figure 5(at.%)

圖6 不同旋轉速度下接頭的線掃描結果Fig.6 Line scan results at different rotation speeds
2.3 接頭力學性能分析
不同旋轉速度下所獲接頭的抗拉強度及彎曲角度如圖7所示,抗拉強度與彎曲角度呈先增大再減小的趨勢。旋轉速度為420 r/min的接頭平均抗拉強度(240.3 MPa)明顯大于旋轉速度為210 r/min的接頭平均抗拉強度(210.1 MPa)與旋轉速度為660 r/min的接頭平均抗拉強度(161.4 MPa),旋轉速度為420 r/min時接頭的正彎角(19.3°)、背彎角(13.4°)最大,即彎曲性能最優。結合2.1節與2.2節分析結果可知,當旋轉速度能提供足夠的熱輸入時,接頭塑性流動性較好,有效提升了接頭質量;而且熱輸入直接決定界面化合物的種類和厚度,進而影響接頭的力學性能。旋轉速度為420 r/min時,接頭界面存在一層厚度為1.3 μm的富Fe的FeAl相,有效提高了接頭的力學性能。
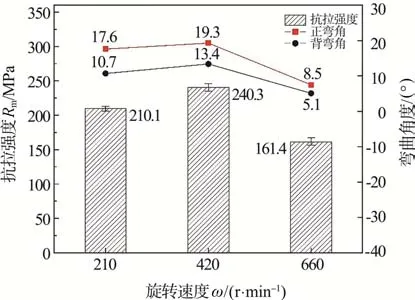
圖7 不同旋轉速度下接頭的抗拉強度及彎曲角度Fig.7 Tensile strength and bending angle of joint at different rota‐tional speeds
不同旋轉速度下所獲接頭的顯微硬度分布如圖8所示。鋁與鋼的攪拌摩擦焊接接頭兩側硬度差異極大,鋼側母材顯微硬度明顯大于焊縫區的顯微硬度,硬度曲線呈“階躍”特征,鋁合金側熱機影響區(TMAZ)的顯微硬度約為90 HV,接頭在界面處硬度達到峰值,在鋼側逐漸降低到150 HV。鋼側的熱機影響區受到攪拌頭的強烈攪拌作用發生了動態再結晶,冷卻后晶粒變得細小,顯微硬度大于鋼母材,而焊縫中存在大量剝離的鋼屑與碎化后的焊絲組織,增強了焊核區的顯微硬度。

圖8 不同旋轉速度下接頭的顯微硬度分布Fig.8 Microhardness distribution of joints at different rotational speeds
2.4 斷口分析
圖9是旋轉速度為420 r/min條件下得到的斷口形貌SEM圖像和XRD測試結果。如圖9a、圖9b所示,斷口為典型的斷口形貌,斷裂位置主要位于焊核區,少部分沿著界面處。斷口出現了明顯的聚集型韌窩和撕裂棱特征,韌窩尺寸較小,韌窩狀的小坑里面包含了破碎后的焊絲顆粒和鋼屑,斷裂模式為明顯的韌性斷裂模式。結合圖9c可知,接頭斷口除存在大量Al基體外,還包含(Fe,Ni)固溶體、AlFe3Si0.5相和AlNi相,表明大量細小的顆粒復合鑲嵌于焊縫中的鋁合金,冶金結合良好,起到顆粒強化的作用,進一步提高了接頭的綜合力學性能。
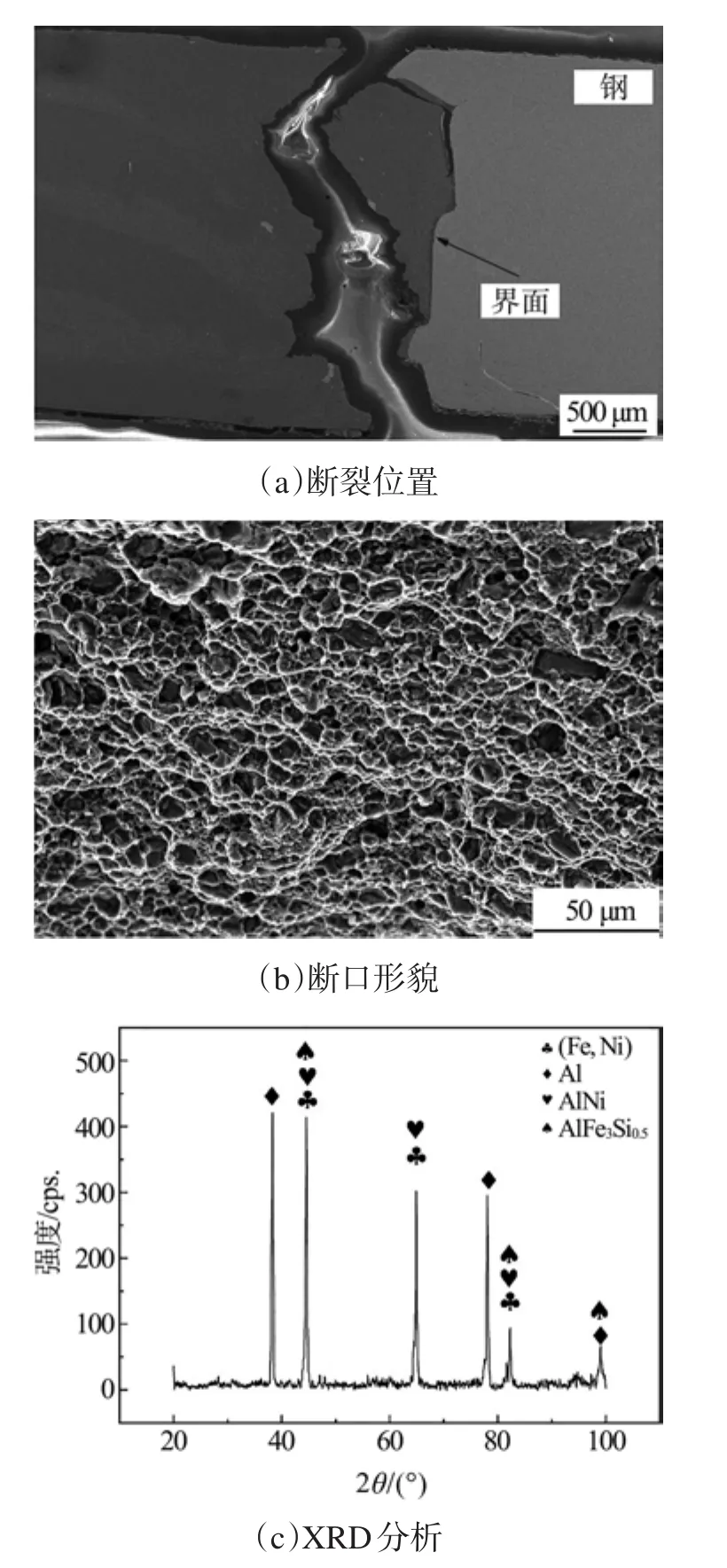
圖9 420 r/min時斷口及XRD分析Fig.9 Fracture and XRD analysis at 420 r/min
3 結論
(1)隨著旋轉速度增加,焊縫鋁側表面飛邊增加,鋼側氧化程度增大,C形界面的內凹深度由旋轉速度為210 r/min時的0.36 mm,增加至420 r/min時的0.78 mm,最終增加至660 r/min時的1.06 mm。
(2)界面的IMC層厚度隨旋轉速度的增大而增加。旋轉速度為210 r/min時,鋁和鋼界面IMC層厚度1.0 μm,為FeAl3相;旋轉速度為420 r/min時,鋁與鋼的界面IMC層厚度為1.3 μm,以Al、Fe、Ni元素為主的FeAl相;旋轉速度為660 r/min時,界面產生裂縫缺陷,IMC層厚度為3.7 μm,其成分主要為Fe2Al5相,惡化了接頭的力學性能。
(3)隨著旋轉速度增加,接頭平均抗拉強度與彎曲角度呈先增大再減小的趨勢。在旋轉速度為420 r/min條件下接頭力學性能最優,平均抗拉強度為240.3 MPa,正彎角度為19.3°、背彎角度為13.4°。
(4)斷裂位置主要位于焊核區,斷口出現大量韌窩特征,斷口成分以Al基體為主,還包含(Fe,Ni)固溶體、AlNi相和AlFe3Si0.5相,斷裂形式為韌性斷裂。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造業自動化(2017年2期)2017-03-20 14:26:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
焊接(2015年9期)2015-07-18 11:03:53
