電站高壓鍋爐鍋筒卷制及焊接工藝分析
2022-06-12 00:53:40南虎生
現代工業經濟和信息化 2022年4期
南虎生
(太原鍋爐集團有限公司,山西 太原 030008)
引言
鍋筒是鍋爐中最關鍵的受壓部件。其作用是接納省煤器給水并進行汽水分離,向循環回路供水和向過熱器輸送飽和蒸汽,除水鹽分獲得良好的蒸汽品質,負荷變化時起蓄熱和蓄水作用。
鍋筒筒體有一定長度,一般由幾段筒節組成。高壓鍋爐鍋筒常用的鋼板材質為P355GH,制造過程由鋼板卷制、坡口加工、焊接等工藝組成,鍋筒卷制和焊接是其最重要的工藝環節。鍋爐制造企業的生產能力,直接影響著這兩個工藝能否有效實現。
文章就太原鍋爐集團有限公司高壓鍋筒制造中,鍋筒卷制和焊接兩個主要工藝技術,結合生產實踐,進行比較分析,為同類制造企業提供有一定價值的參考。
1 筒節的規格材質及其性能
P355GH鋼屬于細晶粒低合金鋼,AL的總含量最低值規定為0.02%,上屈服點為355 MPa。P355GH鋼具有良好的綜合力學性能、焊接性能和工藝性能,500℃以下的高溫力學性能優于碳素鋼,在鍋爐制造行業里,電站鍋爐高壓鍋筒筒體的材質均選用P355 GH。
筒節的規格為Φ1 600 mm×100 mm,板厚為δ100 mm。材質為P355GH,其化學成分見表1,筒節的力學性能及供貨狀態見表2。
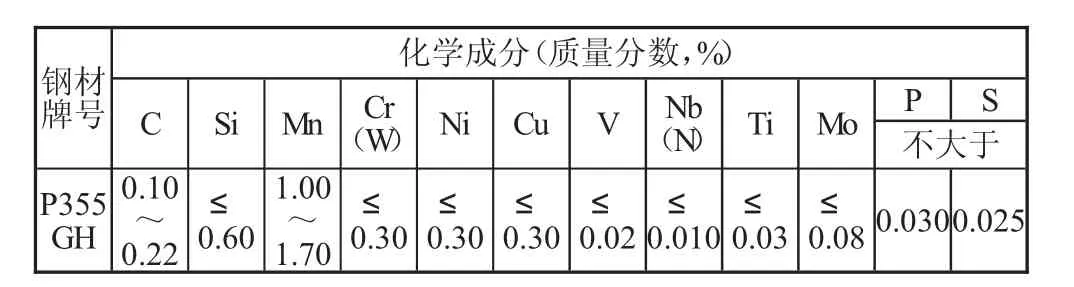
表1 P 355GH的化學成分

表2 P 355的機械性能
2 鍋筒卷制設計方案及工藝分析
筒節的卷制就是鋼板的彎曲過程也是鋼板的彎曲塑性變形過程。要把鋼板卷制成圓筒形,必須使鋼板在寬度方向都受到相同的彎曲力,產生相同的塑性變形。如受力不相同,卷制的筒節將不是真的圓筒形。鍋筒的卷制工藝設計一方面是考慮設備的加工能力,另一方面是考慮材料的屈服極限、筒節彎曲參數,即變形率。為此,我們從設備和彎曲變形率兩方面來制定鍋筒筒節卷制方案。
2.1 主要設備W11S-140/210×3200卷板機
1)W11S-140/210×3200卷板機原設計最大卷板能力。在鋼板屈服強度δs=245 MPa(20#20g),板寬3 200 mm,卷筒直徑1 600 mm時,最大冷卷圓厚度為140 mm,最大熱卷圓厚度為210 mm(主缸最大工作壓力為25MPa)。在鋼板屈服強度δs=355 MPa(P355GH),板寬為3 200 mm,卷筒直徑1 600 mm時,帶直邊最大冷卷、冷校圓厚度為100 mm(主缸最大工作壓力為25 MPa)。
2)卷板機實際工作能力情況。工件Φ1600 mm×100mm×2100mm,鋼板屈服程度355 MPa(P355GH):冷卷,580℃溫復圓。
2.2 卷制工藝方案設計
在鋼板卷制過程中,鋼板產生的塑性變形,沿鋼板厚度方向是各不相同的,外圓周伸長,內圓周縮短,中間層保持不變。由于鋼板在彎卷時,外周伸長內周縮短,因此鋼板金屬組織產生不同的變形。外側晶粒拉長,內側晶粒壓縮,晶格扭曲,使鋼板內部產生內應力并形成加工硬化現象。鋼板愈厚或卷成的筒節直徑愈小,則鋼板的變形率愈大,加工硬化現象也愈嚴重,鋼板內部的內應力也愈大。上述情況將會嚴重地影響筒節的制造質量,甚至會產生裂紋使筒節報廢。
鋼板產生塑性變形的程度,可用變形率ξ來表示。為保證鍋筒筒節的制造質量,根據長期生產實踐積累的經驗,對于高強度低合金鋼ξ≤3%,既可實現冷態卷彎。而Φ1 600 mm×100 mm筒節變形率如下:
式中:s為筒節厚度;Dp為筒節的平均直徑
從以上計算可以看出,不能實現冷態彎制。
為了保證卷筒質量,通常都是先把鋼板加熱,在熱態下進行彎卷。實際生產中,擬出以下方案進行對比試制。
方案一:對材料為P355GH、規格為Φ1600 mm×100 mm筒節,帶直邊卷制工藝采用溫卷(580℃)、冷校圓。
方案二:對材料為P355GH、規格為Φ1600 mm×100 mm筒節,帶直邊卷制工藝采用溫卷(580℃)、溫校圓。
方案三:對材料為P355GH、規格為Φ1600mm×100 mm筒節,采用預彎板頭卷圓后切直邊工藝時,采用溫卷(580℃)、溫校圓。
2.3 筒節試制數據及分析
Φ1 600 mm×100 mm筒節下料時,長度尺寸按筒節中徑計算是5 341 mm。卷圓后,按理論尺寸開縱縫坡口。其中:1號~5號筒節,采用方案一進行卷制;6號~8號筒節,采用方案二進行卷制;9號筒節下料尺寸為6 000 mm,采用方案三進行卷制。具體尺寸見表3。
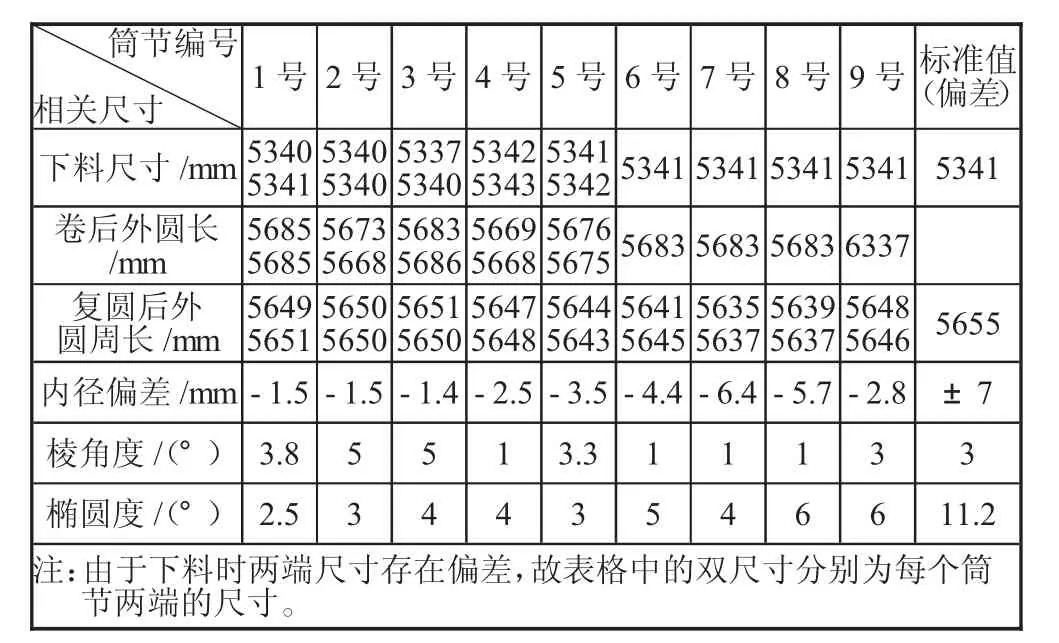
表3 筒節卷制試制數據表
從以上數據分析可得出:
1)按方案一卷制的筒節1號~5號,棱角度除4號筒節外全部超差,且用該工藝方案復圓過程中,卷板機出現故障。
2)按方案二卷制的筒節6號~8號,內徑偏差接近于下偏差,且卷板機的出力不用達到滿負荷。
3)按方案三卷制的筒節9號,橢圓度及棱角度明顯比6號~8號筒節大,且比較費料,并未達到減小復圓難度的目的。
為確保我公司現有的卷板機正常運行,卷板材料為P355GH、規格為Φ1 600 mm×100 mm筒節,采用方案二帶直邊溫卷(580℃)、溫復圓工藝,即可達到GB16507中的各項要求。因采用方案二卷制的筒節下偏差較大,通過加大氣割坡口時外圓周長尺寸,即可有明顯的改觀。
3 鍋筒焊接工藝分析
根據材料特性,P355GH鋼板,厚度的100 mm的鍋筒縱環縫焊接時,必須在100℃的條件下進行焊前預熱和焊后消氫。
因鍋筒筒節鋼板厚度較大,為減少焊接工作量,有效地降低制造成本及焊接變形,根據我公司的焊接設備選用仿窄間隙縱縫坡口和窄間隙環縫坡口結構,具體如圖1、2所示。
就焊前預熱而言,采用火焰加熱器進行預熱,預熱范圍為坡口兩側各100 mm,采用測溫筆或熱電偶距坡口75 mm的筒節外表面進行測溫。焊接過程中,保證溫度不小于100℃。
焊接過程中,用紅外線測溫儀測量,焊道溫度100~300℃。每焊完一道焊縫進行自檢,確認表面無缺陷,再進行下一道焊接,若有缺陷必清除。要求焊縫寬度比坡口增寬小于5 mm,焊縫余高0.5~3 mm。具體焊接參數如表4所示。
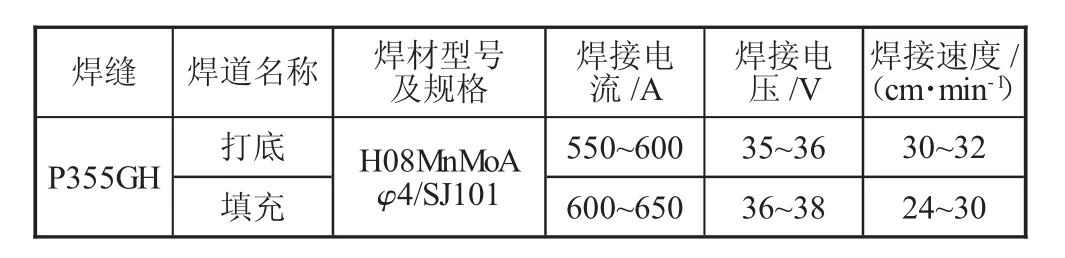
表4 焊接參數
焊接完成,焊縫溫度必須大于150℃,在焊縫溫度降低至150℃前開始用火焰加熱的方式進行消氫。加熱背面用保溫層覆蓋,保溫層厚度為40 mm,保溫層寬度為焊縫中心兩側各200 mm。具體消氫參數如表5所示。焊縫檢查方面,筒體縱向及環向對接接頭100%外觀檢查、磁粉檢測、超聲檢測、射線檢測均合格。
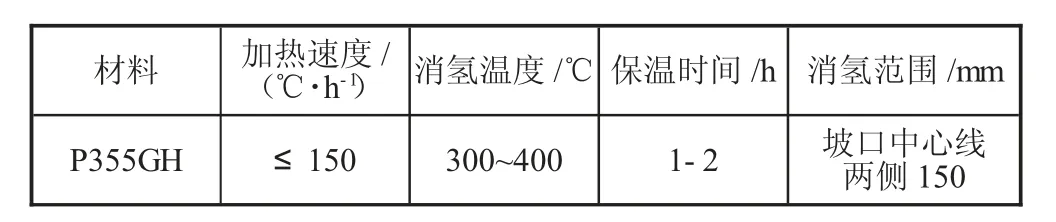
表5 消氫參數
4 結論
卷板材料為P355GH,規格為Φ1 600 mm×100 mm筒節,帶直邊卷制工藝,采用溫卷(580℃)溫校圓,即可達到GB/T16507《水管鍋爐》中的各項要求。卷制的筒節下偏差較大,通過加大氣割坡口時外圓周長尺寸,可有明顯的改觀。
材質為P355GH的高壓鍋筒縱環焊縫,嚴格控制預熱溫度、焊接參數及焊后消氫溫度,焊縫質量是可靠的。
因此,以上卷制和焊接工藝參數值得借鑒和推廣。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24