切削參數對316H 不銹鋼切削力影響的仿真研究
2022-06-13 03:19:02汪林姜增輝王書利張聞捷
制造技術與機床 2022年6期
汪林 姜增輝 王書利 張聞捷
(①沈陽理工大學機械工程學院,遼寧 沈陽 110159;②內蒙古北方重工業集團有限公司,內蒙古 包頭 014030)
目前,中國乃至世界不銹鋼的主流產品為奧氏體不銹鋼,其中,304、316 使用最廣泛[1-3]。由于良好的性能,316H 奧氏體不銹鋼被廣泛應用于兵器加工、核電以及石油化工等領域。316H 不銹鋼切削加工效率不高,是難加工技術的典型材料[4-6]。在其整個切削過程中,切削力對加工質量影響很大,因此有很多學者開展了對其切削力的研究。唐兵[7]通過切削加工實驗,優化了不銹鋼切削參數,為不銹鋼切削效率的提高以及實際加工的優化提供了參考與指導。蔡權[8]等人通過車削316L 不銹鋼,得到了切削參數對刀具磨損的影響。李云光[9-10]以不銹鋼切削的理論與性能為研究方向,對于新型不銹鋼的表面的加工特性給出了特定的分析模型,給出了研究不銹鋼表面加工質量影響因素水平的正交試驗設計方法。何耿煌[11]等闡述了國內外對于不銹鋼難加工技術的研究現狀,并分析了其可切削特性,得出影響不銹鋼可切削性的關鍵因素。岳蕓[12]通過切削仿真模擬了切削力在不同參數下的變化,給出了合理的切削參數。
通過建立316H 不銹鋼車削加工仿真模型,研究切削用量對切削力的影響規律和特征,對合理選擇車削316H 不銹鋼的切削參數具有重要意義。
1 仿真模型
1.1 工件模型
使用DEFORM 仿真車削的對象是直徑650 mm的大直徑回轉體,如圖1 所示,為節省計算量工件的幾何模型簡化設置為回轉體表面上直徑650 mm、弧角10°的一段。316H 不銹鋼物理性能見表1。

表1 316H 不銹鋼物理性能

圖1 工件模型
1.2 刀具模型
依據可樂滿CNMG 16-06-16-MR-2220 刀片建立所用車刀仿真模型。刀片為硬質合金刀具如圖2所示。仿真過程中刀具角度設置為:主偏角95°,前角-6.5°,后角6.5°。
圖2 刀片三維模型
2 正交實驗設計
以切削三要素為變量進行正交車削試驗設計,研究各參數對切削力的影響。根據所選擇刀片的加工參數范圍制定切削參數以及正交仿真實驗方案,因素為3,水平數為4,如表2 所示。

表2 L16(43)切削力正交仿真實驗方案
3 仿真結果及分析
仿真得到的316H 不銹鋼正交切削過程。根據所建立的正交表進行16 組仿真試驗,結果見表3(其中Fc為主切削力,Fp為徑向力)。

表3 L16(43)正交仿真實驗切削力
3.1 極差分析
對模擬試驗得到的切削力值進行了分析,結果見表4。由表可知,切削用量對切削力的影響有很大不同,其中,最小切削力的切削參數選擇最優方案為:A4B1C1。
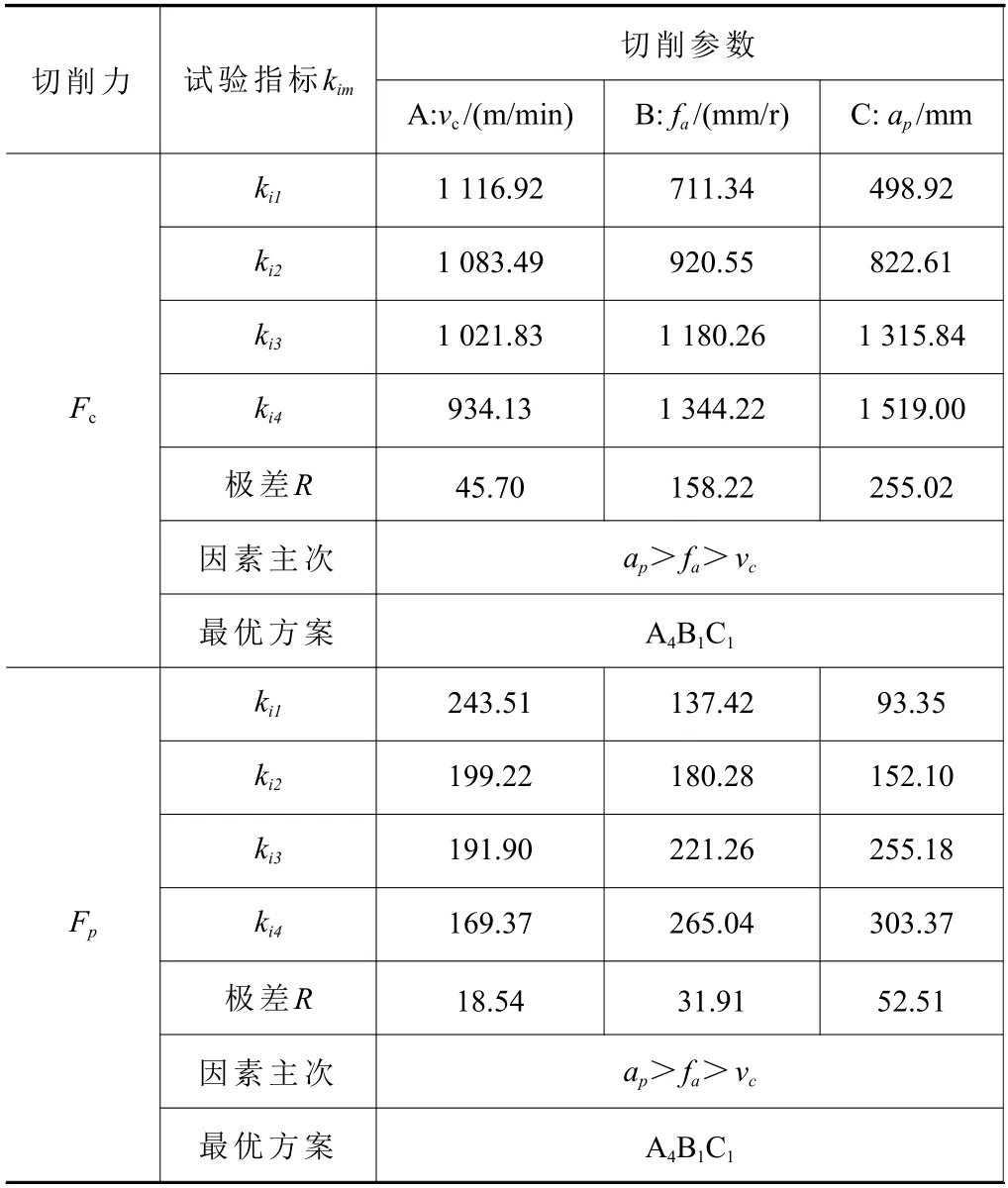
表4 切削力仿真結果極差分析表
切削參數與切削力之間發展變化影響規律的分析結果如圖3~5 所示。切削速度與主切削力以及徑向力關系如圖3。在給予的參數范圍之內,當增大切削速度時,切削力將會減小。分析原因為:在切削速度越來越大時,切屑與刀片之間摩擦系數將會越變越小,切屑變形變小,切削力變小。與此同時,切削加工速度不斷增加也會升高切削區域的溫度,從而使零件切削區域的硬度降低,材料切除變得更容易,切削力也會變小。
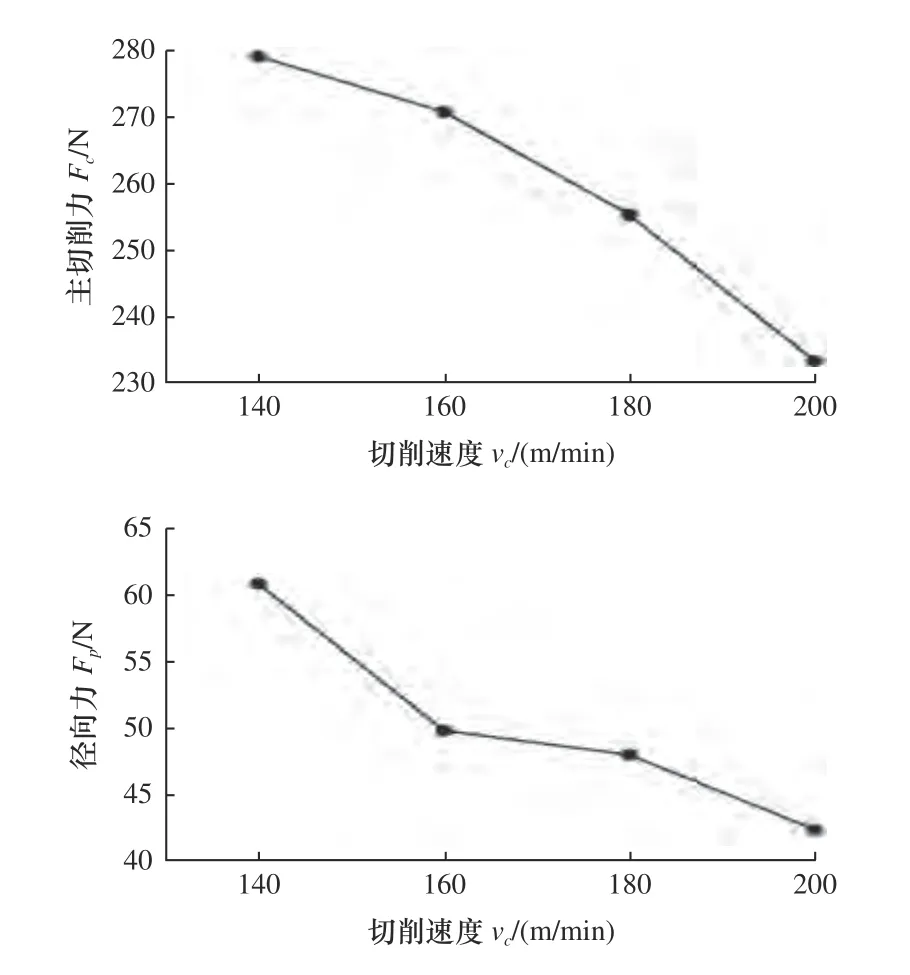
圖3 切削速度對主切削力和徑向力影響
切削深度與主切削力以及徑向力關系如圖4。在給予的參數范圍之內,提高切削深度,切削力會有同向變化的趨勢,同樣會增大。分析原因:提高切削深度、切削寬度與切削深度成正比增加,因此切削力隨切削深度增大而增大。
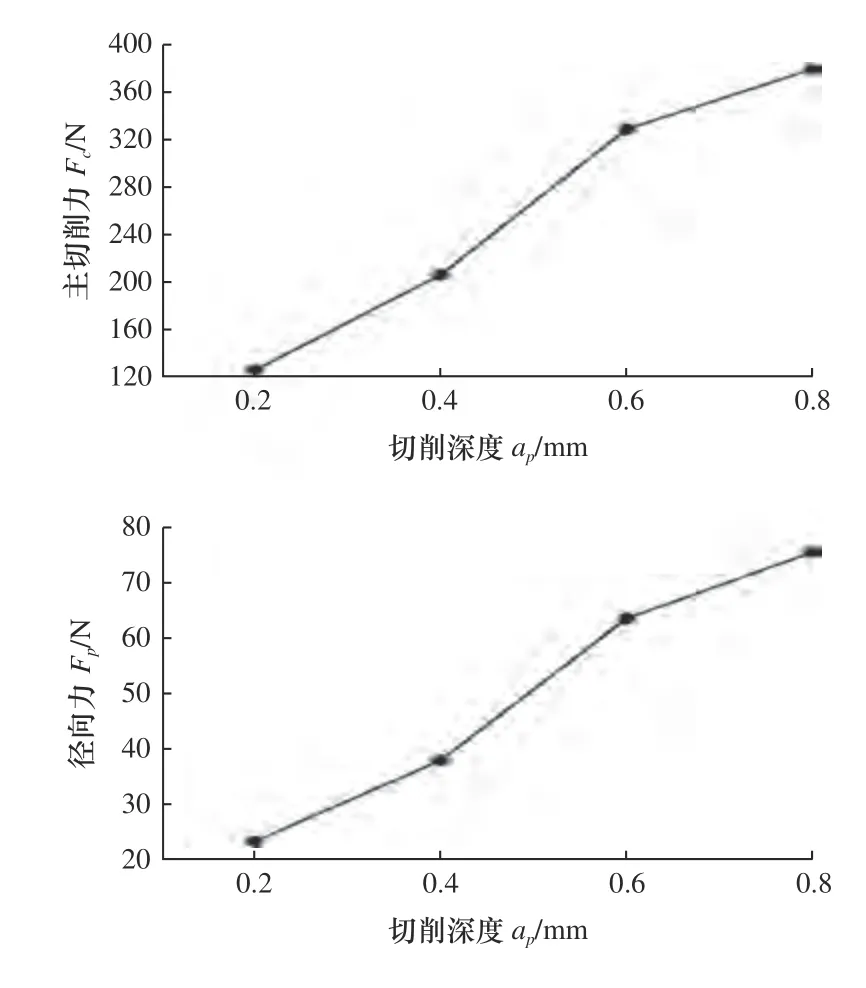
圖4 切削深度對主切削力和徑向力影響
進給量與主切削力以及徑向力關系如圖5。在給予的參數范圍之內,切削力也會隨著進給量同向改變。當給定的進給量變大時,整個切削過程所需要的能量將會增加,徑向力和主切削力都會增加。
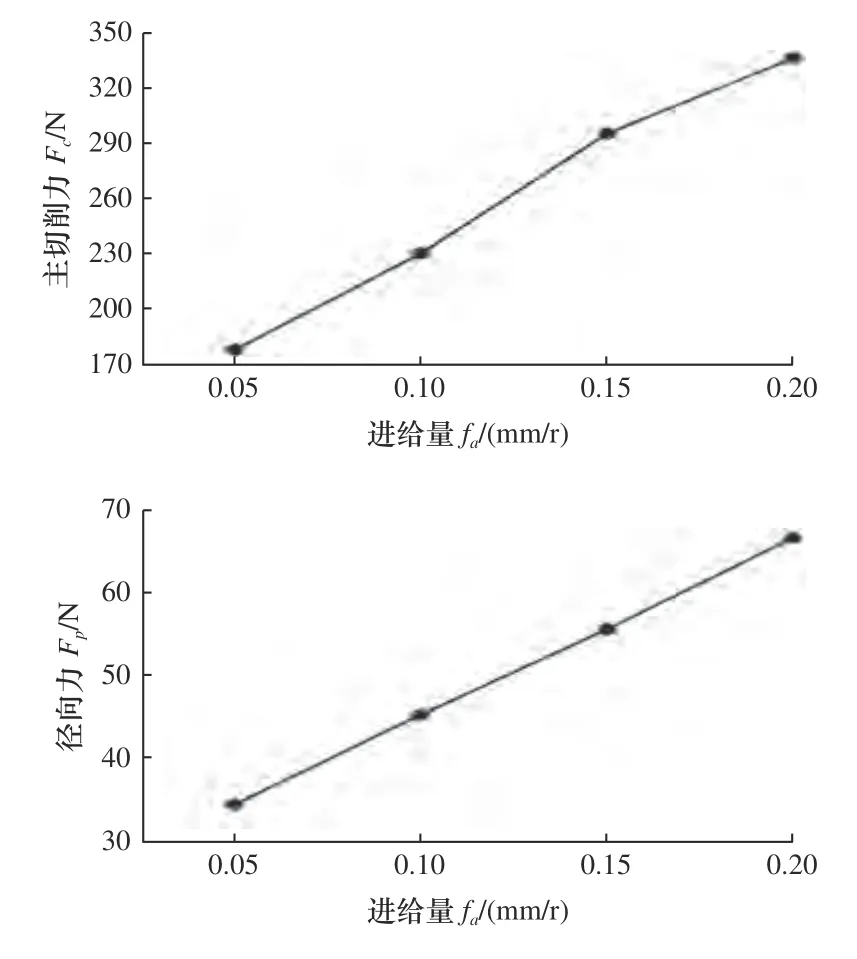
圖5 進給量對主切削力和徑向力的影響
3.2 方差分析
對數據進行方差分析,結果見表5。臨界值F0.05(3,6)=4.757,F0.01(3,6)=9.78。

表5 切削力仿真結果方差分析表
依據方差分析表分析,我們可以了解到:主切削力的切削深度的F比值為75.22,進給量的F比值為27.32,切削速度的F比值為2.25;徑向力的切削深度的F比值為60.89,進給量的F比值為19.97,切削速度的F比值為6.43。從而得到切削深度對切削力影響最大,進給量次之,切削速度對切削力的影響最小。這與極差分析的結論是一致的。
3.3 建立回歸方程
對仿真得到切削力值進行多元回歸擬合,建立以切削參數為自變量回歸方程,有

回歸方程預測值檢驗結果如表6 所示。當誤差在±5%以內時,切削力的預測具有可靠性。

表6 回歸方程預測值檢驗
4 結語
研究了車削316H 不銹鋼時,不同的切削參數對切削力影響的問題。通過極差和方差分析,找到在給定范圍內的最優解,并得出以下結論:
(1)切削三要素對切削力的影響順序為:切削深度ap> 切削進給量fa> 切削速度vc。
(2)切削力與切削深度和進給量同向變化;并且切削進給量與切削深度相比較,切削深度產生影響程度要比進給量影響更大。切削力與切削速度反向變化。合理的升高切削速度會使得切削力變低,這對切削效率是有利的。
(3)在仿真實驗中,選定切削316H 時最小主切削力Fc的參數組合為:切削速度vc=140 m/min,進給量fa=0.05 mm/r,切削深度ap=0.2 mm。切削316H 時最小徑向力Fp的參數組合為:切削速度vc=160 m/min,進給量fa=0.1 mm/r,切削深度ap=0.2 mm。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年1期)2019-03-30 01:35:32
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
中國塑料(2016年3期)2016-06-15 20:30:00
