砂帶磨削鈦合金表面粗糙度工藝參數(shù)的敏感性研究*
2022-06-13 03:19:16伍婭曹巖
制造技術(shù)與機(jī)床 2022年6期
關(guān)鍵詞:工藝
伍婭 喬 虎 曹巖
(西安工業(yè)大學(xué)機(jī)電工程學(xué)院,陜西 西安 710021)
表面粗糙度是表面完整性最重要的評價(jià)指標(biāo)之一,其值的大小對構(gòu)件的耐磨性能、疲勞性能、應(yīng)力腐蝕性能等具有重要的決定作用[1]。鈦合金作為典型的高強(qiáng)度合金材料,具有耐腐蝕性良好、密度小、減震性能穩(wěn)定以及比強(qiáng)度高等一系列優(yōu)點(diǎn),在航空航天方面得到了廣泛的應(yīng)用[2]。但是在砂帶磨削鈦合金表面加工中,在磨粒的擠壓作用下容易產(chǎn)生塑性變形、加工硬化以及微裂紋等現(xiàn)象,從而影響磨削表面質(zhì)量,這與磨削工藝參數(shù)緊密相關(guān)[3]。國內(nèi)外學(xué)者對鈦合金加工表面完整性進(jìn)行了許多研究。
Khellouli A 等對砂帶磨削的磨損機(jī)理及接觸輪與工件之間的彈性接觸進(jìn)行了研究,并分析了工藝參數(shù)對工件表面粗糙度的影響[4]。Bigerelle M 等建立了砂帶磨削的磨損機(jī)理模型,并研究了工藝參數(shù)對表面粗糙度的影響[5]。李婕等基于BP 神經(jīng)網(wǎng)絡(luò)建立表面粗糙度的預(yù)測模型,并采用遺傳算法和粒子群算法對工藝參數(shù)進(jìn)行優(yōu)化,獲得最佳工藝參數(shù)組合[6]。上述研究大多針對工藝參數(shù)對表面粗糙度的影響分析,對于可參考的砂帶磨削工藝參數(shù)調(diào)整范圍較少,因此,有必要進(jìn)行砂帶磨削鈦合金表面粗糙度加工參數(shù)敏感性的研究。
本課題主要內(nèi)容如下:首先,在分析砂帶磨削工藝參數(shù)的基礎(chǔ)上設(shè)計(jì)了正交試驗(yàn),建立了表面粗糙度靈敏度數(shù)學(xué)模型;其次,分析了工藝參數(shù)區(qū)間敏感性,確定了工藝參數(shù)穩(wěn)定域和非穩(wěn)定域;最后,提出了確定工藝參數(shù)優(yōu)選區(qū)間的方法,確定了砂帶磨削工藝參數(shù)的優(yōu)選區(qū)間。
1 試驗(yàn)條件及方法
1.1 試驗(yàn)儀器及設(shè)備
支撐本課題實(shí)驗(yàn)所用到的恒壓力砂帶磨削實(shí)驗(yàn)臺(tái)結(jié)構(gòu)圖如圖1 所示。
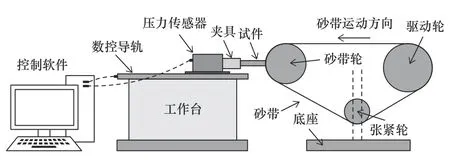
圖1 恒力砂帶磨削實(shí)驗(yàn)臺(tái)結(jié)構(gòu)示意圖
砂帶磨削試驗(yàn)臺(tái)主要由轉(zhuǎn)速可調(diào)的砂帶機(jī)、夾持裝置、壓力傳感器和由步進(jìn)電機(jī)驅(qū)動(dòng)的數(shù)控導(dǎo)軌組成。通過調(diào)節(jié)驅(qū)動(dòng)輪的轉(zhuǎn)速可改變砂帶的線速度,壓力傳感器可實(shí)時(shí)測量試件與接觸輪之間的壓力并反饋給控制軟件,從而控制數(shù)控導(dǎo)軌按照一定的速度前進(jìn)或后退,進(jìn)而保持試件與接觸輪之間的接觸壓力不變。
此外還需要用到的儀器有ZeGage?光學(xué)輪廓儀,采用非接觸式的方法,用以測量試件的表面粗糙度。
1.2 試驗(yàn)材料
試件材料為鈦合金TC4,尺寸為:15 mm×40 mm(直徑×長度)。所用到的砂帶參數(shù)如表1 所示。
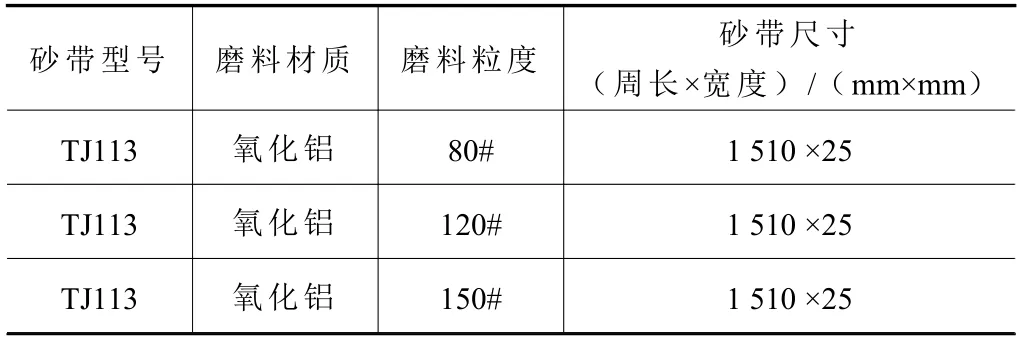
表1 砂帶參數(shù)
1.3 試驗(yàn)方案
本課題研究工藝參數(shù)(砂帶粒度P、砂帶線速度Vs、磨削壓力F、表面粗糙度Ra)的影響,采用三因素三水平的正交試驗(yàn)進(jìn)行,以分析不同工藝參數(shù)的交互作用所產(chǎn)生的影響,試驗(yàn)方案與結(jié)果如表2 所示。

表2 正交試驗(yàn)方案與結(jié)果表
2 表面粗糙度工藝參數(shù)敏感度分析
首先通過建立表面粗糙度的經(jīng)驗(yàn)公式,對砂帶磨削表面粗糙度工藝參數(shù)靈敏度進(jìn)行分析,得到磨削表面粗糙度與工藝參數(shù)之間的靈敏度關(guān)系,從而對敏感的工藝參數(shù)進(jìn)行靈敏度計(jì)算,得到表面粗糙度變化平緩的工藝參數(shù)敏感性區(qū)間。
2.1 表面粗糙度經(jīng)驗(yàn)公式的建立
表面粗糙度與工藝參數(shù)之間的指數(shù)模型為

式中:Ra 為表面粗糙度;P為磨料粒度;Vs為砂帶線速度;F為磨削壓力;K為比例系數(shù);α、β、γ為對應(yīng)參數(shù)的指數(shù)。
由式(1)結(jié)合表2 的正交試驗(yàn)結(jié)果,運(yùn)用多元線性回歸分析法,求得砂帶磨削鈦合金表面粗糙度經(jīng)驗(yàn)公式為

對式(2)分別采用F 檢驗(yàn)法和相關(guān)系數(shù)檢驗(yàn)法進(jìn)行顯著性檢驗(yàn)。F=35.137>F0.05(3,9)=3.86;相關(guān)系數(shù)R2=0.954 7,一般地,相關(guān)系數(shù)絕對值在0.8~1 范圍內(nèi),可判斷回歸自變量與因變量具有較強(qiáng)的線性相關(guān)性。通過以上兩種方法的檢驗(yàn),均表明所建立的表面粗糙度經(jīng)驗(yàn)?zāi)P褪秋@著的。
2.2 表面粗糙度工藝參數(shù)靈敏度分析
2.2.1 靈敏度模型計(jì)算
表面粗糙度工藝參數(shù)靈敏度表示表面粗糙度對單一工藝參數(shù)變化的敏感程度或稱為變化率[7]。
根據(jù)靈敏度的數(shù)學(xué)定義,表面粗糙度對工藝參數(shù)(磨料粒度、砂帶線速度、磨削壓力)的靈敏度模型表示為

由于式(2)是根據(jù)正交試驗(yàn)獲得的,其初始設(shè)定的工藝參數(shù)組合為離散點(diǎn),因此在計(jì)算S RaP、S RaVs、S RaF時(shí),P、Vs、F的取值為試驗(yàn)所選參數(shù)的平均值,即為。
由式(3)可得表面粗糙度對磨料粒度、砂帶線速度、磨削壓力的靈敏度模型為

2.2.2 靈敏度曲線分析
由式(5)得到的表面粗糙度對磨料粒度、砂帶線速度、磨削壓力的靈敏度曲線如圖2 所示。
由圖2a 可知,在磨料粒度區(qū)間[80#,120#]的靈敏度值大于區(qū)間[120#,150#],即在磨料粒度從120#變化到150#時(shí),其表面粗糙度的變化比較平緩。由圖2b 可知,在砂帶線速度區(qū)間[10 m/s,15 m/s]的靈敏度值大于[15 m/s,20 m/s]區(qū)間,即當(dāng)砂帶線速度值從15 m/s 變化到20 m/s 時(shí),其表面粗糙度值的變化平緩。由圖2c 可知,在磨削壓力區(qū)間[5 N,10 N]的靈敏度值大于[10 N,15 N]區(qū)間,即當(dāng)磨削壓力從10 N 變化到15 N 時(shí),其表面粗糙度值的變化平緩。
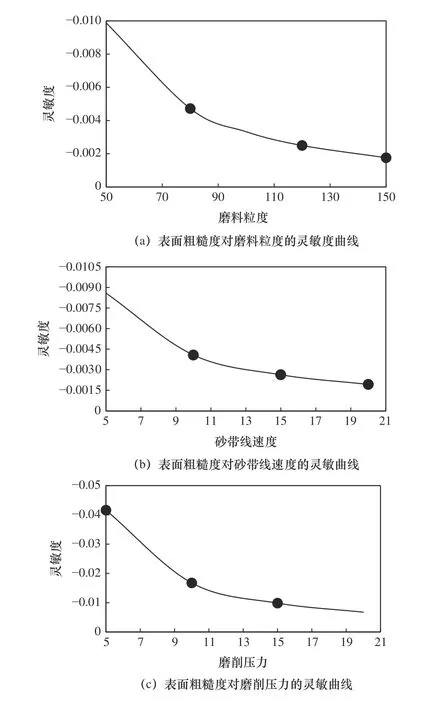
圖2 表面粗糙度的靈敏度曲線
2.2.3 工藝參數(shù)穩(wěn)定域與非穩(wěn)定域
表面粗糙度工藝參數(shù)的穩(wěn)定域是指表面粗糙度的變化對工藝參數(shù)的變化不敏感的參數(shù)范圍,非穩(wěn)定域是指表面粗糙度的變化對工藝參數(shù)的變化敏感的參數(shù)范圍。
對于n個(gè)因素(N1,N2,···,Nn)、m個(gè)水平(M1,M2,···,Mm)的正交試驗(yàn),提出工藝參數(shù)穩(wěn)定域和非穩(wěn)定域的劃分方法:(1)根據(jù)靈敏度曲線,對因素Np(p=1,2,···,n),計(jì)算靈敏度值在[M1,M2]、[M2,M3]等m-1 個(gè)水平區(qū)間內(nèi)的變化幅度值,記為A1,A2,···,Am-1;(2)計(jì)算m-1 個(gè)靈敏度值變化幅值A(chǔ)1,A2,···,Am-1的平均值為,定義Aj(j=1,2,···,m-1)>的區(qū)域?yàn)榉欠€(wěn)定域,Aj<的區(qū)域?yàn)榉€(wěn)定域[7]。
根據(jù)表面粗糙度分別對磨料粒度、砂帶線速度、磨削壓力的靈敏度曲線,獲得本課題實(shí)驗(yàn)參數(shù)范圍內(nèi)磨料粒度、砂帶線速度、磨削壓力的穩(wěn)定域和非穩(wěn)定域如表3 所示。
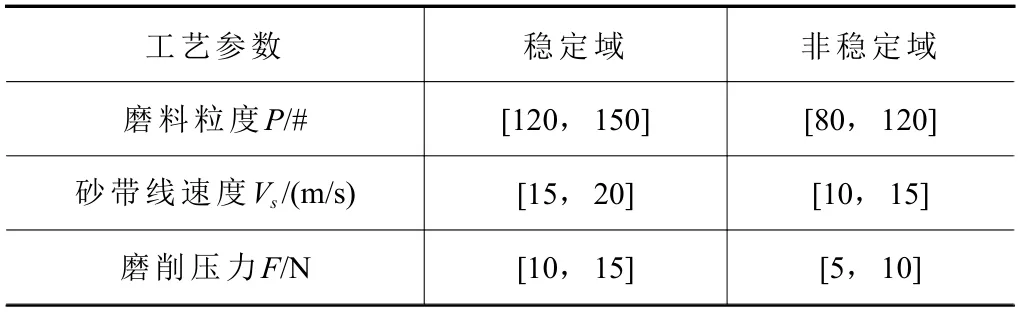
表3 工藝參數(shù)穩(wěn)定域與非穩(wěn)定域
3 工藝參數(shù)區(qū)間優(yōu)選
基于表面粗糙度工藝參數(shù)靈敏度分析,并結(jié)合原始正交試驗(yàn)數(shù)據(jù)的極差分析,砂帶磨削鈦合金表面粗糙度的工藝參數(shù)區(qū)間優(yōu)選步驟如下。
(1)由式(5)的表面粗糙度靈敏度模型可知,表面粗糙度受磨料粒度的變化最為敏感,受磨削壓力的變化敏感則次之,受砂帶線速度的變化敏感度最小。
(2)確定磨料粒度和磨削壓力的穩(wěn)定域和非穩(wěn)定域,如表3 所示。
(3)通過正交試驗(yàn)的極差分析法,得到圖3所示的敏感工藝參數(shù)(磨料粒度、磨削壓力)在穩(wěn)定域和非穩(wěn)定域時(shí)表面粗糙度的變化范圍;還可以得到非敏感工藝參數(shù)(砂帶線速度)在所選取參數(shù)內(nèi)的變化范圍。
由圖3a 可知,磨料粒度穩(wěn)定域表面粗糙度值在0.488~0.539 μm,非穩(wěn)定域表面粗糙度值0.539~0.699 μm;隨著磨料粒度的增大,表面粗糙度值減小。
由圖3b 可知,砂帶線速度穩(wěn)定域表面粗糙度值在0.555~0.570 μm,非穩(wěn)定域表面粗糙度值0.570~0.602 μm;隨著砂帶線速度的增大,表面粗糙度值減小。
由圖3c 可知,磨削壓力穩(wěn)定域表面粗糙度值在0.498~0.529 μm,非穩(wěn)定域表面粗糙度值0.529~0.700 μm;隨著磨削壓力的增大,表面粗糙度值減小。

圖3 粒度、線速度、壓力對粗糙度的影響
最后,為了得到穩(wěn)定的磨削表面粗糙度,選擇的砂帶磨削鈦合金TC4 工藝參數(shù)優(yōu)選區(qū)間如表4 所示,該優(yōu)選區(qū)間能夠保障較穩(wěn)定的表面粗糙度。磨料粒度在非穩(wěn)定域內(nèi)的表面粗糙度波動(dòng)范圍小于穩(wěn)定域,所以,磨料粒度優(yōu)選區(qū)間選擇非穩(wěn)定域。如果要進(jìn)行參數(shù)值調(diào)整,需進(jìn)一步計(jì)算它們的穩(wěn)定域和非穩(wěn)定域。

表4 工藝參數(shù)優(yōu)選區(qū)間
4 結(jié)語
(1)由顯著性檢驗(yàn)可知,所建立的砂帶磨削鈦合金表面粗糙度指數(shù)模型的置信水平在95%以上,相關(guān)系數(shù)為0.954 7,因此,所構(gòu)建的模型準(zhǔn)確可靠。
(2)鈦合金TC4 在砂帶磨削條件下,表面粗糙度受磨料粒度的變化最為敏感,受磨削壓力的變化敏感度次之,受砂帶線速度的變化敏感度最小。
(3)獲得磨削參數(shù)的優(yōu)選區(qū)間:砂帶粒度從120#~150#,砂帶線速度從15~20 m/s,磨削壓力從10~15 N,可以使表面粗糙度控制在0.57 μm 以內(nèi)。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
