高殘缺陶瓷文物修復沙模的成型方法
2022-06-15 22:32:23陳芳芳陳林林王團結
理財·收藏版 2022年5期
關鍵詞:方法
陳芳芳 陳林林 王團結
陶瓷質脆易碎,在歲月更迭,歷史變遷中,保存至今的古陶瓷器都會存在或多或少的破損情況。陶瓷文物是人類歷史發展過程中遺留下來的珍貴文化遺產之一,不可再生。只有最大限度地將其長久地保存下去,才能發揮它的最大價值。通過對文物的修復,復原文物的外觀形象,有利于人們對文物的研究、欣賞與理解。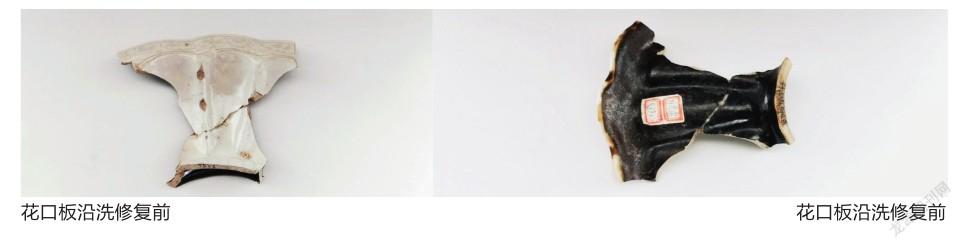
考古型修復是現代文物保護體系產生后最早實施的修復方法,又稱研究型修復,其修復部分不改變器物原狀,符合其原始外觀形態;修復后的器物和原器物器型協調一致。這種修復方法相對陳列型修復技藝簡單,忠于原物。修復所有者多是公益性背景下的收藏機構和學術研究機構,他們在考古發掘與整理、研究中,存在大量的文物考古修復,包括部分高殘缺陶瓷文物亟待保護修復。高殘缺陶瓷文物修復在塑形時,翻模技術是陶瓷文物修復過程中常用的一項技術,對提高修復效率起到關鍵作用。筆者團隊總結出一種高殘缺陶瓷文物修復沙模成型方法,下面將結合高殘缺陶瓷文物修復實施例,對本技術方法的應用進行介紹。
高殘缺陶瓷文物修復沙模成型方法
一、器物情況
明代花口板沿洗,模制,花式口,寬板沿,13瓣瓜棱腹,高圈足外撇。內外沿面分別飾曲線紋一周,其間刻畫葉脈紋一周,器內底飾團菊紋,底部殘存一枚較大支釘痕。器內施白釉,器外施黑釉,圈足著底面無釉。修復前器物碎破為兩片,嚴重殘缺。口部小于原始形態的六分之一左右,底部僅有原始形態的四分之一。經過粘接,呈現一瓣完整的花口瓜棱形態。修復后尺寸:內口徑19.8厘米,外口徑24.3厘米,高7.8厘米,圈足9.5厘米。
二、沙模成型修復方法
1.預備一個透明材質盤面的轉盤,其尺寸大小根據需要選擇。
2.以轉盤的中心點為圓心,在該轉盤背面繪制若干個同心圓,再繪制通過同心圓圓心的十字交叉直線,用于確定圓心點和花口板沿洗殘件的擺放位置;可以在每個同心圓上標注相應的數字刻度。
3.把花口板沿洗殘件倒置于轉盤刻度表上,花口板沿洗殘件的口沿部分與刻度表上的圓弧進行弧度對比,找出轉盤上相對應的圓弧,以確定花口板沿洗殘件的半徑。
4.預備適量的沙子,將沙子堆積于轉盤上刻度表同心圓中心點,轉盤上沙堆的沙量需大于花口板沿洗殘件的圓弧,其高度也高于花口板沿洗殘件底部。
5.將花口板沿洗殘件口沿朝下,倒置固定在轉盤相對應的圓弧上,再將花口板沿洗殘件內壁面緊貼沙堆,然后轉動轉盤,花口板沿洗殘件沿著該圓弧對沙堆進行塑形,通過轉盤轉動,該陶瓷文物殘件將沙堆多余的沙量切削去掉,直至呈現花口板沿洗殘件內部整體輪廓的沙子模型,停止轉盤轉動并取下花口板沿洗殘件,除去多余沙子,用輔助工具進一步修整花口板沿洗沙子模型,使其更光滑規整。
6.將花口板沿洗殘件清洗干凈,按照其自身構造找到合適弧度位置,重新擺放到花口板沿洗殘件沙子模型相應的位置上;將剩余殘缺的部分進行補缺材料澆筑,進而修整補缺材料輪廓,直至和花口板沿洗殘件外部輪廓相似;等待補缺材料完全定型后將其取下,清除內部殘留沙子;進一步使用工具進行修整,至器型準確,最終完成花口板沿洗的修復。
三、沙模成型修復方法的情況說明
1.當沙子模型最高位置的面上存在多余殘留沙時,用相應輔助工具將其直接去掉。
2.在沙子模型最高面上中心位置,用輔助工具做至少兩條交叉標引線,以便后期修復器物擺放固定在沙子模型相應位置上時,能夠快速確定中心點。
3.若修復器物破碎為多片時,應先按照其自身構造拼對、粘接牢固后,再擺放到沙子模型相應的位置上,按照修復器物的模型輪廓,對該修復器物殘缺的部分進行補缺材料澆筑。
4.實施修復的器物,必須是具有口沿及完整弧度及底部形狀的可復原的器物,以便確定修復器物合理處于刻度表上的圓弧,以及確定沙堆堆積的高度。若修復器物僅有弧面而缺損底面,或者僅有底面而缺損弧面,均不能通過修復器物對沙堆進行塑形。
5.所述步驟中的沙子,為具有一定濕度的沙子,便于塑形。
6.本文著重介紹高殘缺陶瓷文物修復方法,沙模成型修復方法只是高殘缺陶瓷文物修復中的一個重要環節。成型后還需要打磨塑形,進一步利用古陶瓷修復專用刀具等輔助工具精細修整器型來完成修復。
其他制模成型方法
高殘缺陶瓷文物一般指修復器物的外觀大面積缺失,殘缺面積占原始器物面積一半以上的陶瓷文物。以下簡述介紹其他兩種常用材料制模成型修復方法,與沙模成型修復方法作對比。
一、蠟模成型修復方法
1.蠟模通常指牙科紅蠟片制模,主要通過捏合復制的方式進行制模成型:
(1)將蠟片的溫度適當加熱,可隨修復器物形態彎弧即可。
(2)將加熱后的蠟片緊貼高殘缺陶瓷文物的外壁或內壁,將蠟片和器物進行捏合,捏出該修復器物的形態,進行蠟模制作。
(3)將定型后蠟片輕微松動,使其脫離緊貼的修復器物,取下蠟片,制模成功。
(4)將蠟模移動到該修復器物的邊緣,用膠帶等輔助材料把蠟模的邊緣按形態弧度貼緊、重疊、固定在修復器物邊緣上。
(5)在蠟模上進行補缺材料澆筑,待補缺材料定型凝固后,取下蠟模,修整打磨補缺部分。
(6)補缺部分打磨修整好后,再按上述(1)-(5)的步驟,重新制作更大更準確的蠟模,以此類推進行補缺材料澆筑和塑形打磨,直至完成高殘缺陶瓷文物的修復。
2.蠟模成型修復方法的情況說明:
(1)修復高殘缺陶瓷文物時最好使用2毫米厚蠟片制模。6BC0FFD6-5212-4113-AD71-B134A0F8F288
(2)蠟片加熱步驟,可以把蠟片直接緊貼修復器物的外壁或內壁,用相應輔助工具直接適當加熱后捏合定型。
(3)制作蠟模可以選擇形態復雜的一面制模,以減輕后續打磨的工作強度和要求;也可以選擇方便脫模的一面制模,容易操作。
(4)將蠟模固定在修復器物邊緣上時,重疊不能過窄,固定要牢固,防止蠟模在澆筑修復材料時變形或與修復器物分離開;固定還應可逆,方便澆筑后拆取。
(5)為方便脫模,蠟片上可以涂抹潤滑劑以防止脫模時變形;潤滑劑對石膏等補缺材料有影響,按需選擇。
(6)蠟模成型修復方法在修復高殘缺陶瓷文物時,需要制作、脫模2次以上,再經過每次的補缺、打磨塑形,直至完成修復。
二、硅膠成型修復方法
1.硅膠模具膠是一種室溫固化的縮合型有機硅材料,普遍用于多行業的模具制造:
(1)按需要調和硅膠和固化劑比例,攪拌均勻。
(2)在高殘缺陶瓷文物上用刷子涂刷硅膠,需要多次涂刷以達到合適厚度。
(3)硅膠凝固后,取下硅膠模具。
(4)將硅膠模具移動到該修復器物的邊緣,用膠帶等輔助材料把硅膠模具的邊緣按形態弧度貼緊、重疊、固定在修復器物邊緣上。
(5)在硅膠模具上進行補缺材料澆筑,待補缺材料定型凝固后,取下硅膠模具,修整打磨補缺部分。
(6)清洗硅膠模具,按步驟(4)-(5),重新進行補缺材料澆筑和塑形打磨,直至完成器物的修復。
2.硅膠成型修復方法的情況說明:
(1)應熟練掌握硅膠和固化劑的比例。固化劑加量3%時,30分鐘左右膠體還會流動,2小時可以脫模。氣溫低時可適當添加固化劑,但不能超過硅膠的5%。
(2)硅膠加入固化劑一定要攪拌均勻,不然會出現局部固化的現象。
(3)硅膠在使用過程中,會混入大量的空氣。減少氣泡的產生應注意:延長固化時間,向一個方向攪拌混合固化劑和硅膠,硅膠層不能太厚。
(4)硅膠較為柔軟,硬度僅為10—40度,在澆筑補缺材料時應采取有效措施防止硅膠模具的變形。
(5)硅膠模具可以多次使用。也可以如蠟模成型修復方法那樣,在補缺完成第一階段后,制作更大的模具用來翻模,再經過每次的補缺、打磨塑形,直至完成修復。
結 語
一、沙模成型修復方法:需要掌握一定的制模技巧;此方法僅適用于敞口類高殘缺陶瓷器物造型的恢復;實現在高殘缺陶瓷文物修復過程中一次成型并且成型準確的效果,有效解決其他成型修復方法的弊端。
二、蠟模成型修復方法:簡單方便易操作;在高殘缺陶瓷文物修復過程中需要多次制模成型,容易造成誤差累計,降低修復效率;此方法較適合殘缺少的陶瓷文物修復。
三、硅膠成型修復方法:脫模準確、簡單;由于模具較軟,補缺過程中容易變形,加大后期修整塑形工作量;此方法適合雕塑類異形陶瓷文物修復中的翻模復制,不適用高殘缺陶瓷文物修復。6BC0FFD6-5212-4113-AD71-B134A0F8F288
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
