不同載荷次序下焊接油管的疲勞壽命研究
2022-06-15 03:20:02孫林凱楊珺柳呂堂祺
機電設備 2022年2期
關鍵詞:水平
孫林凱,楊珺柳,呂堂祺
(1. 海軍裝備部駐上海地區第三軍事代表室,上海 200031;2. 上海船舶設備研究所,上海 200031)
0 引言
焊接油管的結構相對簡單,但由于油管總長度至少為20 m,最長可達到100多米,而油管在調距及穩距過程中都起到了關鍵作用,焊接油管的疲勞壽命問題已成為調距槳裝置壽命分析中不可忽視的重要問題。油管的表面有一段焊接部位,在實際使用過程中出現過斷裂情況。焊接油管均采用手動焊接工藝,再考慮到焊接過程中環境、溫度的影響,必定存在著焊接過程中會有一定缺陷的焊縫現象,焊接油管在重復調距穩距過程中,不斷的承受一定的交變載荷,經過無數個周期循環,肉眼無法觀測的缺陷就會形成疲勞裂紋,最終焊接油管將在薄弱點位置形成斷裂。相關資料表明,疲勞破壞約占機械損壞事故的50%~90%[1]。隨著工業的不斷發展,除了少部分的機構在作業過程中受到恒幅載荷,絕大多數零件或構件在工作過程中承受的是變幅載荷或者更為復雜的隨機載荷,例如飛機、船舶、發電設備和工程機械等,不同時間下的受力特征較為復雜,零件壽命估算的難度也增大。為準確估算焊接油管的疲勞壽命,研究其疲勞特性,考慮到焊接油管在作業時可能同時受到2個及2個以上的應力,估算其疲勞壽命不僅需要借助于S-N曲線還需要相應的疲勞累積損傷模型。
1 S-N 曲線法
1.1 焊接油管材料的S-N 曲線
焊接結構的疲勞分析方法主要有4種:名義應力法、熱點應力法、熱點應變法和斷裂力學方法[2],本文采用名義應力法來估算焊接油管的壽命。圖1為帶系數的傳統S-N曲線,以循環次數N為橫坐標,所受應力σ為縱坐標,傳統的S-N曲線缺點在于并沒有對超高周疲勞壽命進行修正,認為所承受的橫幅載荷在容許應力值[σ0]以下該構件的疲勞壽命趨于無窮大。

圖1 傳統S-N 曲線圖
但實際情況下小于[σ0]的疲勞應力也會對結構造成破壞,繼而影響結構的疲勞壽命。英國BS 5400規范推薦的S-N曲線修正方法見圖2,圖2中Δσ1為原S-N曲線對應的常幅疲勞應力臨界值,N1為常幅疲勞應力臨界值作用下的疲勞壽命。該方法認為,小于Δσ1的疲勞應力也能造成結構或構件損傷,但損傷程度顯然小于Δσ1以上疲勞應力造成的結構疲勞損傷。因此,小于Δσ1的部分其S-N曲線的負斜率由原來的1/m修改為1/(m+2)[3]。另外S-N曲線還可選用IIW標準,見圖3。

圖2 英國S-N 曲線修正方法
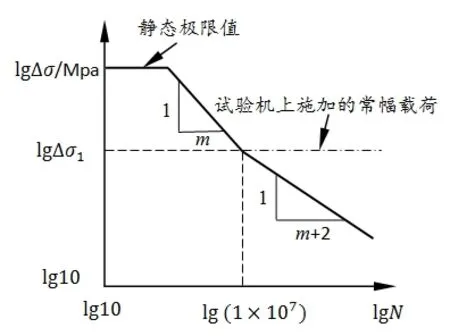
圖3 BSI 標準曲線
不同結構形式、不同材料選擇都會影響S-N曲線的最終形態[4-5],在材料特性上引起不同的主要因素在于破斷強度、材料韌性和屈服強度等,結構的形式以及工藝質量也是改變構件壽命的重要因素,如:焊接和切割引起的殘余應力等。
1.2 Corten-Dolan 理論
Corten-Dolan理論是以試驗為基礎的非線性累積損傷理論,該理論認為疲勞損傷可擬合成裂紋的累積聯合,與損傷核心數和裂紋擴展速度有關,其中:應力的大小決定損傷核心的數目;載荷循環數決定裂紋的擴展速度。Corten-Dolan準則的表達式為式中:N為多級載荷下直到破壞的總循環數;σi為第i級應力水平的應力值;σ1為最高應力水平的應力值(此次載荷循環中最大的載荷);αi為第i級應力循環占總循環數的比例;N1為在σ1作用下直到破壞的循環數;d為材料常數[6]。

轉換式(1)可推出損傷變量D的表達式為

式中:ni為σi作用的總次數。
從式中(1)~式(3)中可看出,指數d在出現于每一個表達式中,指數d的選取最后的疲勞計算結果有很大的影響,很多專家都對指數d的取值進行研究,其中文獻[7-8]給出的常見材料的建議取值為:對于高強度鋼,d=4.8。
2 疲勞壽命分析
2.1 油管應力分布
油管由管體和支撐條焊接而成,焊接油管材料為20鋼,支撐條材料為QAL9-4,焊材牌號為HS CuAl,外焊接油管的材質為鋼,支撐條的材質為銅,焊材的材料為鋁。本文利用Abaqus軟件對油管進行動態受力模擬仿真,受力分布見圖4,焊接油管的倒角處承受的最大主應力為44.7 MPa。
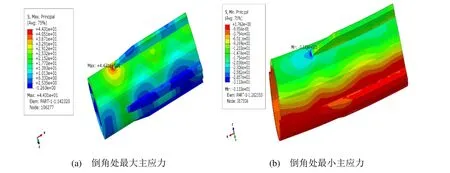
圖4 油管受力分布圖
2.2 焊接油管的疲勞壽命試驗
疲勞試驗選擇分別在178 MPa、155.75 MPa、133.5 MPa 3個應力水平下進行成組疲勞試驗,直至試件發生斷裂,試驗結果見表1。

表1 焊接油管恒幅疲勞試驗數據
2.3 S-N 曲線擬合
根據上面試驗數據,采用最小二乘法擬合lgN-lgσ直線,并根據擬合結果進行相關性檢驗。



將應力下的試驗數據采用最小二乘法進行擬合,為計算方便計算所需各值列于表2中。

表2 相關性檢驗數據
將表2中的數據帶入式(5)~式(8),即可求 得LSS=6.240 9×10?3,LNN=0.359 0 ,LSN=?0.473 8×10?1,故r=?0.9989。
查閱相關系數檢驗表[6],當n=3時,對應n?2=1的相關系數最小值為0.997;由于r小于0,為負值,且|r|>0.997,從數據計算上得出對數應力幅和對數壽命是線性負相關的,所以該數據用直線來擬合,擬合較適合,曲線擬合最終形式見圖5。
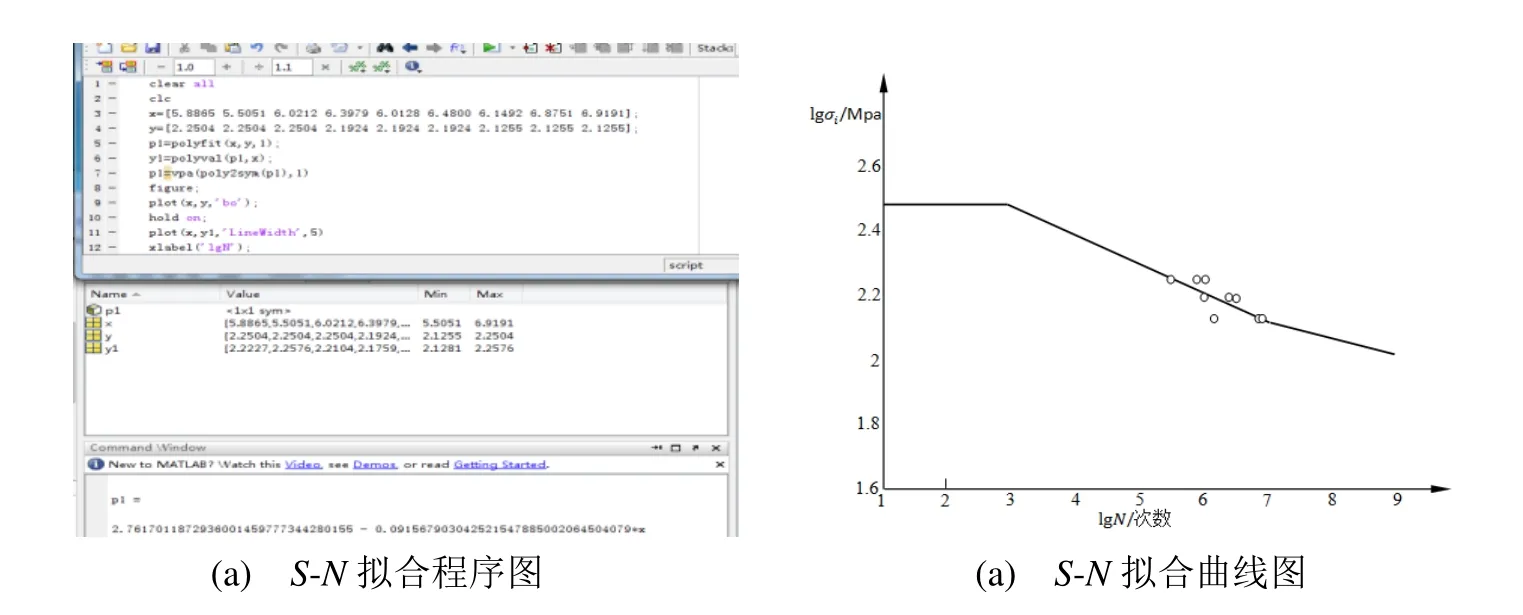
圖5 最小二乘擬合S-N 曲線
最終擬合的曲線表達式為

3 加載載荷
3.1 三級隨機加載疲勞試驗
在循環應力下的疲勞分析中,大量的試驗[9-11]已證明加載順序對疲勞壽命存在較大影響。焊接油管在三級應力水平下進行隨機加載疲勞試驗,三級應力水平分別為:σ1=185 MPa,σ2=165 MPa,σ3=130 MPa;試驗結果見表3,焊接油管疲勞均發生在銅支撐與焊接油管的焊接位置。

表3 焊接油管在隨機載荷下的疲勞試驗數據

續表3:
由表3中的試驗數據顯示,焊接油管在承受三級隨機載荷的情況下試驗循環的總次數范圍為905 千次~1 475 千次,累積損傷值D范圍為1.246~1.581,平均值1.390>1,極差0.335。3組試驗中顯示,焊接油管在低應力循環下,次數越多,試驗壽命越高,高應力循環次數越多,壽命越低。
3.2 三級低-高加載疲勞試驗
焊接油管所承受載荷在低-高順序下采用三級加載方式進行疲勞試驗,由低到高三級應力加載分別為:σ1=130 MPa,σ2=165 MPa,σ3=185 MPa。先低應力水平σ1下循環1 200千次,應力水平σ2下循環200千次,然后高應力水平σ3繼續試驗,直到焊接油管試件斷裂為止,記下高應力下的循環次數,試驗結果見表3。

表4 焊接油管在低-高順序記載下的疲勞試驗數據
由表3可知,在三級低-高順序載荷作用下,試樣的疲勞壽命在1 440~1 478千次之間,平均值為1 459千次,線性累積損傷值D范圍為1.499~1.651,均值為1.574>1,極差0.152。
3.3 三級高-低加載疲勞試驗
焊接油管在三級應力水平進行高-低順序加載疲勞試驗,三級應力分別為:σ1=185 MPa,σ2=165MPa,σ3=130 MPa。先高應力水平σ1下循環65千次,應力水平σ2下循環200千次,然后低應力水平σ1繼續試驗,直到試樣斷裂或試驗停止為止。試驗結果見表5。
由表5可知:在三級低-高順序載荷作用下,試樣的疲勞壽命在435~567千次,平均值為1 476千次,線性累積損傷值范圍為0.687~0.784,均值為0.726,極差0.097。

表5 焊接油管在高-低順序記載下的疲勞試驗數據
4 結論
焊接油管在三級載荷隨機加載以及低-高和高-低順序加載作用下,線性疲勞累積損傷值的均值分別為:在高-低載荷下,D<1;在低-高載荷下,累積損傷D>1,這與大多數金屬材料的試驗結果是一致的。
疲勞試樣在載荷不同加載順序下疲勞壽命不同,焊接油管在承受低-高載荷下的壽命減小幅度最小。在高-低加載順序下,疲勞壽命顯著減小;而在低-高加載順序下疲勞壽命總體趨勢也是減小,但與高-低加載順序下的疲勞壽命相比,減小的幅度較小;隨機載荷下的疲勞壽命介于高-低加載順序和低-高加載順序兩者之間。
猜你喜歡
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
人大建設(2019年6期)2019-10-08 08:55:48
人大建設(2019年12期)2019-05-21 02:55:32
雜文月刊(2018年21期)2019-01-05 05:55:28
人大建設(2017年6期)2017-09-26 11:50:44
學苑創造·A版(2015年11期)2016-01-14 09:03:27
俄羅斯問題研究(2012年1期)2012-03-25 09:54:45
中國火炬(2010年12期)2010-07-25 13:26:22
中國火炬(2010年8期)2010-07-25 11:34:30
