基于機器視覺的壓鑄模缺陷檢測概述
2022-06-20 13:25:24蔡振林葉紅葉文勁松
模具工業 2022年6期
0 引 言
壓鑄模服役過程中的工作環境惡劣,模具零件表面不僅需要承受高速金屬液的沖刷,還要經歷合模、壓射、開模、冷卻過程中劇烈的熱交換,故壓鑄模在生產過程中容易出現疲勞裂紋、斷裂、磨損以及沖蝕等缺陷
。如果不能及時發現并采取應對措施,模具零件缺陷會對正常的生產活動產生影響,不僅會導致零件生產質量出現問題,而且會引發安全隱患,甚至造成嚴重的安全事故。所以對模具零件缺陷的實時檢測尤為重要,傳統的巡檢方法勞動強度大、耗費人力且檢測正確率不一定能達到要求。
對于民眾而言,更關心的可能是社保費用的提高。按照稅收征管體制改革的要求,未來將由稅務部門負責社保的征收,社保直接與收入掛鉤,費用將會大大增加,屆時拿到手中的收入,或將大幅減少。
近年來,隨著計算機軟硬件技術的發展,機器視覺檢測技術逐漸被廣泛應用于模具缺陷的檢測中,相較于人工檢測,機器視覺檢測具有準確性強、效率高以及能夠實現實時檢測的特點。
1 壓鑄模常見缺陷及表現形式
壓鑄成型過程中,由于壓鑄模長時間工作在高溫、高壓和高速等惡劣環境,其容易產生缺陷,常見缺陷主要包括:凹陷、型芯塑性變形、磨損、斷裂、熱疲勞裂紋、粘模和溶蝕等。
1.1 凹陷缺陷
模具零件型腔表面凹陷如圖1所示,凹陷缺陷表現為型腔內壁上產生凹坑或剝落,這種現象產生的原因有2種:①模具零件材料的疏松與氣孔;②模具材料存在非金屬夾雜物與粗大的液析碳化物。
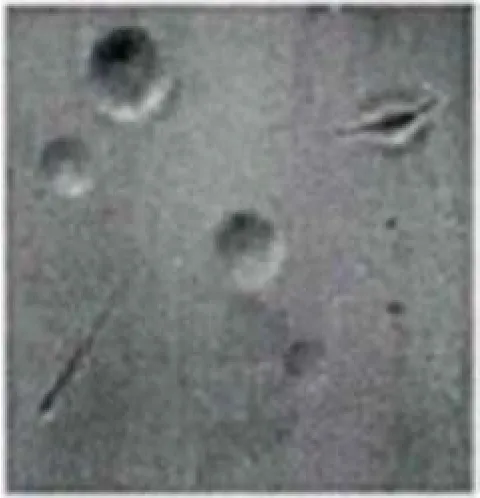
若模具零件型腔表層存在氣孔與疏松,當受到高溫金屬液體的反復沖蝕時,孔隙逐漸擴大,最終形成較大的孔穴;當型腔表層存在夾雜物和粗大液析碳化物時,在熱循環中將產生應力,使夾雜物和粗大液析碳化物變形不協調,在界面上可能引起裂紋,導致夾雜物或粗大液析碳化物與金屬基體脫開而形成剝落凹坑,并在熔融金屬液的侵蝕作用下逐漸擴大
。
1.2 型芯塑性變形
型芯塑性變形是常見的壓鑄模缺陷。在壓鑄過程中,型芯的主要缺陷形式為折斷與彎曲變形。型芯的作用是使鑄件在開模方向或非開模方向形成孔或凹位,故會在工作過程中產生一定的壓縮應力。如型芯的韌性較好,則可以抵抗熔融金屬液對型芯的沖擊,但細長的型芯容易被折斷
。型芯可看作一種懸臂梁,在工作過程中受到金屬液沖擊時的彎矩,可能會產生一定程度的彎曲
。圖2(a)所示為折斷的型芯,圖2(b)所示為彎曲的型芯。

1.3 磨損缺陷
壓鑄模的磨損缺陷是由熱、化學腐蝕及機械載荷三方面因素造成。壓鑄模長時間在高溫條件下工作,會使模具零件表面材料的強度降低,這樣更容易受到熔融金屬液的沖擊侵蝕。為保證壓鑄制件的質量,生產過程中會進行保壓,有可能會使模具零件型腔表面出現刮傷等情況,在新傷與侵蝕的共同作用下導致磨損更加嚴重
。
1.4 斷裂缺陷
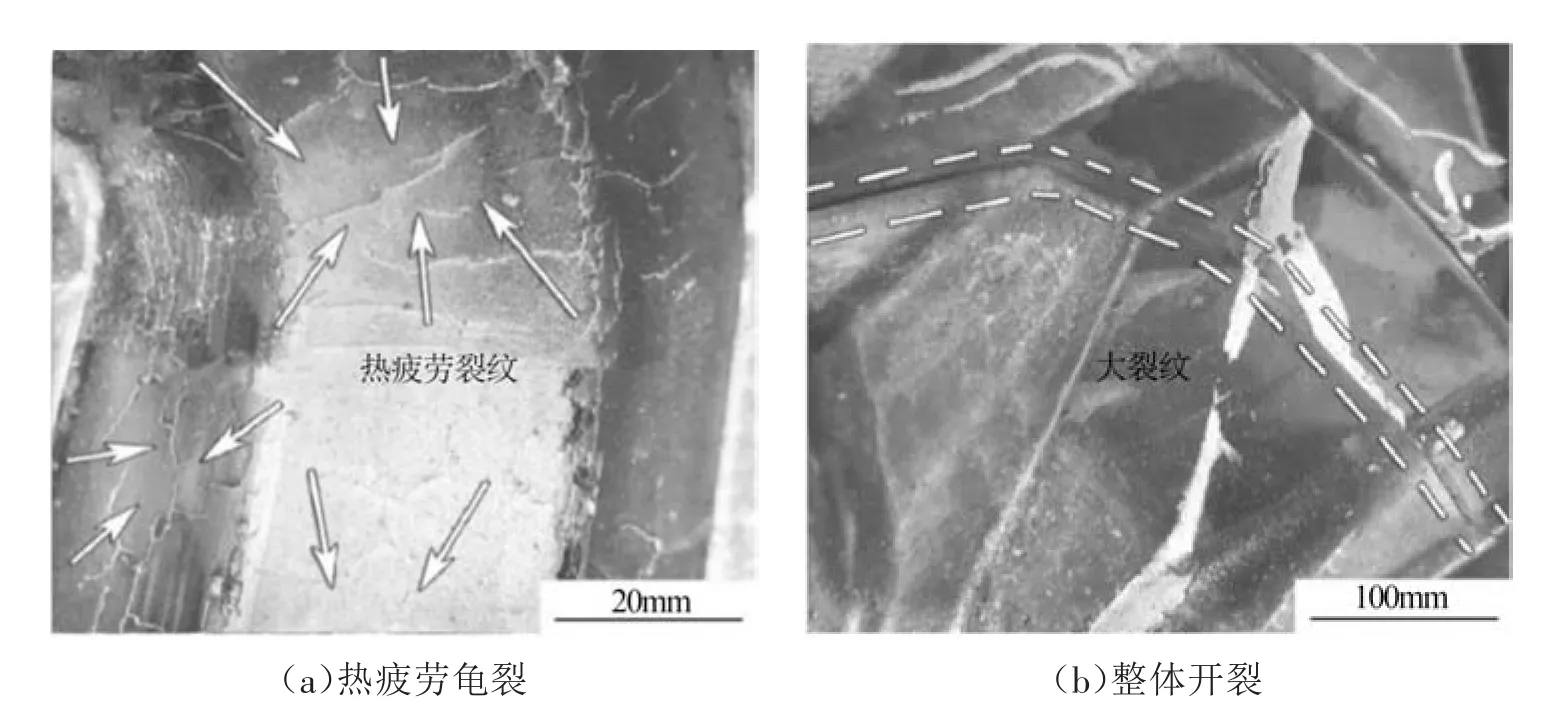
熱疲勞裂紋是壓鑄模最常見的缺陷形式,占缺陷類別比例較大。壓鑄過程中,壓鑄模在300~800℃的熱循環及脫模劑導致的拉應力與壓應力交變循環的環境下,反復經受急冷、急熱所造成的熱應力,導致在型腔表面或內部熱應力集中處逐漸產生微裂紋,其形貌多數呈現網狀,也有呈放射狀,稱龜裂。熱應力使熱疲勞裂紋繼續擴展成宏觀裂紋,導致壓鑄模失效
。圖4(a)所示為熱疲勞龜裂,圖4(b)所示為由熱疲勞引起的整體開裂。
我很小很小的時候,在澡盆里洗澡,洗完了,澡盆被端走,地上有一個圓圓的水印,我就指著水印說:“太陽!太陽!”據說我當時這樣說的時候,是十分激動的。夏天,我赤著腳在地上走,腳上有水,地上就有腳印,我又指著腳印說:“小船!小船!”看來我小時候是有些想象力的,而我現在想象力要比那時糟得多。
1.5 熱疲勞裂紋
斷裂缺陷分為整體脆性斷裂與熱疲勞開裂等,當出現機械載荷過載或熱過載時,有可能導致模具零件整體脆性斷裂。熱疲勞開裂一般是由微小疲勞裂紋導致,裂紋附近容易出現應力集中現象,如果不及時發現,裂紋會越來越大,直至斷裂
。圖3所示為H13鋼壓鑄模開裂。
1.6 粘模缺陷
粘模缺陷本質是壓鑄合金和模具零件結合在一起,壓鑄材料粘在模具零件表面。在壓鑄模工作過程中,會受到熔融金屬液的物理化學作用,導致模具型腔表面出現細小的凹坑,這些凹坑會隨工作時間的延長而變大,最后導致模具零件表面氧化層被大面積破壞,從而與熔融金屬液形成合金相
,最終會在表面形成一層過渡層。熔融金屬液與過渡層接觸的部分會相互產生粘附,在脫模時導致制件表面受損
,壓鑄模粘膜缺陷如圖5所示。

1.7 溶蝕缺陷
溶蝕缺陷一般出現在采用活潑合金壓鑄的模具上,如Zn、Al、Mg等。溶蝕缺陷既有化學作用,也有物理作用,介于腐蝕與沖蝕之間。溶蝕缺陷僅出現在受到熔融金屬液直接沖擊的部位,即模具的型芯、型腔表面或硬度偏軟處
,壓鑄模溶蝕缺陷如圖6所示。

2 機器視覺在模具零件缺陷檢測中的應用
FCN更加高效,避免了使用元素塊所帶來的存儲與重復計算問題,可節約系統資源。同時,FCN在接受輸入圖片的尺寸上更加靈活,但FCN對于分割的結構還不夠精細,忽略了空間規整步驟,缺乏空間一致性。在工件的缺陷檢測中,由于工件表面的缺陷特征與其背景難以分割,分割后有可能在分割結果上存在大量的噪聲,影響檢測結果。由于FCN的像素級分類特性,采用FCN可以解決該問題,工件表面缺陷檢測是FCN較為普遍的應用場景之一
。
模具零件表面缺陷檢測屬于機器視覺技術應用方面,利用計算機視覺模擬人類視覺功能,在每一次開模時進行圖像的采集處理、計算,最終進行實際檢測、控制和應用,可以及時發現模具零件的缺陷,以免造成重大損失。
以下介紹3種基于機器視覺技術的模具檢測系統。
(1)精密模具零件破損檢測系統。傳統的精密模具零件檢測方式有人工檢測及高斯曲線擬合檢測
等技術。人工檢測勞動強度大、成本高、檢測準確率低,有時檢測使用的工具可能損傷模具零件表面。針對這個問題,謝俐等
設計了一種精密模具零件缺陷檢測系統,該系統主要包括模具零件圖像采集、模具零件圖像處理、模具零件檢測結果輸出以及顯示等操作過程,具體組成結構如圖7所示。

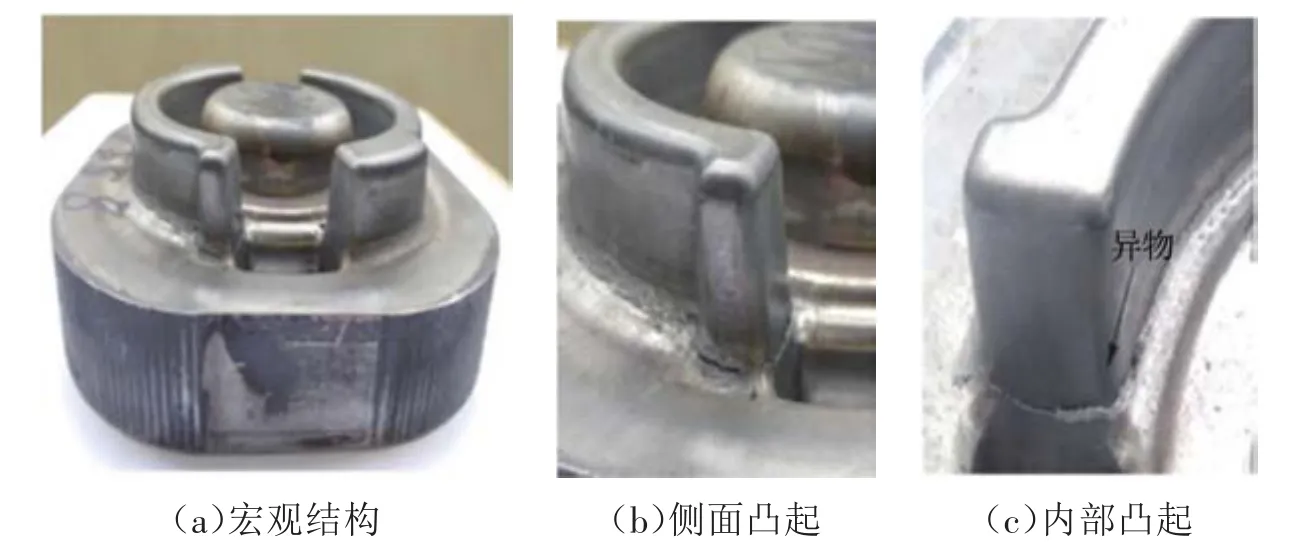
(2)監測系統。模具在生產過程中偶爾會出現異物等異常情況,如果采用人工監視,耗費人力物力,但如果不進行監視,有可能會損壞模具,影響工程進度。彭娟等
利用機器視覺技術對注射模監測系統進行了研究,采用幾何輪廓信息模板匹配并配以報警器,解決了模具在生產過程中出現異物的問題。圖8所示為采用幾何輪廓信息特征作為標準模板的結果,其中由計算機模擬的型腔邊緣輪廓(橢圓形)為標準模板的特征結果,在矩形方框中靠近4個角的4條曲線為潛在模板特征。
多么完美無差的對話,可蒲琳心里卻像塞了棉花,那種虛脹讓她難受。張盈盈指引給她的生活標準就是只要條件允許,只要她愿意,什么都可以做。
(1)采用FCN算法對圖像的分割處理。FCN算法即全卷積神經網絡算法,是一種具有像素級別分類能力的網絡,常用語義分割。該網絡與卷積神經網絡的最大區別是不具備全連接層,而是將CNN中的全連接層都轉換為卷積層
。其中,卷積層、池化層、反卷積層以及跳躍結構為FCN核心功能模塊。全卷積神經網絡架構如圖9所示。

(3)壓鑄模缺陷檢測系統。為了防止在壓鑄生產過程中由于模具零件缺陷導致工作人員受傷及影響生產效率與產品質量的問題,V Y BAZHIN等
提出了基于卷積神經網絡的模具缺陷檢測系統。該系統能及時發現生產過程中模具零件出現的熱疲勞裂紋以及碎屑等缺陷,以便及時處理。該系統的視覺檢測正確率達到95.1%,而其4.9%的誤檢率是因為模具零件的裂紋比較小或生產環境中照明不均而導致的陰影問題,不容易被系統檢測。
3 基于機器視覺的缺陷檢測常用算法
在基于機器視覺的缺陷檢測領域中常采用深度學習算法,深度學習算法是機器學習的子集,近年來伴隨著圖形處理器(graphics processing unit,GPU)的進步,深度學習算法融合了自動化與智能化,被較多學者用于工業缺陷檢測領域。深度學習算法對圖像分割、目標檢測及圖片的分類
能力頗受學者的青睞。以下介紹這3種圖像處理中較為經典的算法,如:采用全卷積網絡(fully convolutional networks,FCN)
算法對圖像的分割處理,采用 Yolo
算法實現目標檢測,采用卷積神經網絡(convolutional neural network,CNN)
算法對缺陷進行分類。
停車場還能干什么?王樹林反問一句,不是明擺的嘛,你想干嗎就干嗎唄。你說你在停車場一般都干些什么——哈哈,我討厭?不是你提問的嗎,我?我想一下,對了,等人?接人?是一回事。睡覺?就睡覺,停車場怎么不能睡覺?哦,我知道了,原來你心術不正啊,拿話逗我,約會,一定是約會!幽會更貼切。你是不是想我了,想著法子暗示我?呵呵,別難為情,直說。還不是?那你說是什么,難道停車場還能做什么更適合做的事情嗎——呸喲,搞半天你也不知道,你撩我啊,老人家經不起折騰——

孕期UI的發生受多種因素的影響,但是如果能盡早篩查出危險因素從而加強對高危人群的管理,發展有針對性的護理計劃,把有效預防和治療建議當成臨床實踐中的常規,那么將有利于降低UI的發生率,從而提高女性的生活質量,促進我國UI防治水平的發展。
機器視覺檢測技術屬于在線無損檢測方法,在缺陷檢測中表現較好,如在以模具零件為對象的檢測中,多用于模具保護、模具尺寸測量與模具定位等,可對模具零件中的異物、制件缺陷、制件脫模不良以及嵌件錯位等問題進行檢測
,而對于模具零件型腔表面缺陷的檢測研究較少。
其次,結合社會需求和專業發展趨勢對人才培養方案進行不斷調整和改進。隨著時代的不斷發展,建筑工程管理行業對人才的需求必然會不斷發生改變,再這樣的情況下,各高校必須對自身的人才培養方案進行持續改進,才能更好的是一個社會發展。具體實施中,要將專業教育和建筑行業資格認證掛鉤,同時引入教育部門和專業協會雙重認證機制,促進建筑工程管理專業的改革創新。
在圖9中,1號圖例代表卷積層,2號圖例代表池化層,3號圖例代表反卷積層;FCN中的跳躍結構表示為帶箭頭的線段所引出的過程;4號圖例代表剪裁層,用途是統一尺寸;5號圖例代表逐元素相加,目的是融合結果。
(2)采用Yolo算法實現目標檢測。Yolo算法是基于回歸的單階段目標檢測算法,屬于卷積神經網絡,最初版本的Yolo算法由24層卷積層、2層全連接層以及4層最大池化層組成,Yolo架構如圖10所示
。

Yolo算法能在應用過程中,可以不通過生成候選區域的方式對物體的類別概率及位置坐標等信息進行預測,因為這個特點相較于兩階段檢測算法,Yolo算法檢測速度快,但其位置檢測精度低于兩階段檢測算法,如Faster-RCNN等
,Yolo算法還能較好地識別物體的背景。由于Yolo算法具有以上這些特點,比較適合用于工業檢測。
(3)采用CNN算法對缺陷進行分類。卷積神經網絡是以人類神經元工作模式為理念所設計的一種網絡結構,該網絡共有5層,按順序排列為輸入層、卷積層、池化層、全連接層和輸出層。其中,輸入輸出層用來接收與輸出數據;卷積層、池化層以及全連接層為主要的工作層,對數據進行處理而獲得想要的結果
。卷積神經網絡的架構如圖11所示。

CNN具有卷積核參數共享的特點,可以對高維數據進行處理,同時也能夠自動提取特征,分類效果優秀。但是CNN網絡在處理數據時采用像素塊,盡管能夠很好地提取局部信息,但容易忽略整體與局部信息的聯系;另外由于CNN采用了反向傳播算法,當網絡到達一定深度時,修改參數會使靠近輸入層的參數更迭變慢。
陸機此役之敗,戰場何處,諸家史籍頗有記載。親兄參與戰事、幾乎直擊現場[注] 參見《晉書》卷八十二《王隱傳附兄王瑚傳》,第2143頁。的同時代人王隱,在其《晉書》中即作如下書寫:
4 結束語
壓鑄模在生產過程中容易出現各種缺陷,如熱疲勞龜裂、腐蝕以及斷裂等缺陷,對壓鑄模的常見缺陷進行了總結,介紹了機器視覺技術在模具行業應用的常用場景,并簡要介紹了缺陷檢測中的常用算法。
壓鑄模的生命周期比其他模具短,故對于壓鑄模的缺陷檢測較為頻繁。目前,機器視覺技術在壓鑄模缺陷檢測方面的應用較少,對其應用在壓鑄模的缺陷檢測展開研究,較好地契合了智能制造的趨勢,具有一定的創新意義。
[1]毛杰杰.基于CAE分析的壓鑄模具表面激光強化技術研究[D].杭州:浙江大學,2019:4-5.
[2]樊愛民,黃國欽.鋁合金壓鑄模失效分析[J].機械工程材料,1993,17(5):54-56.
[3]王卓明.壓鑄模具型芯失效研究[J].鑄造技術,2019,40(6):593-596.
[4]游志濤.壓鑄模具GH2135堆焊覆層的制備及其高溫性能研究[D].武漢:武漢理工大學,2018:3-4.
[5]田光輝.影響壓鑄模使用壽命的因素分析[J].模具工業,2015,41(5):54-58.
[6]陸佳暉,閔永安,岳加佳,等.大型鋁合金壓鑄模的性能均勻性與開裂機理[J].材料熱處理學報,2019,40(3):62-69.
[7]林 旺.淺談鋁合金壓鑄粘模問題分析及處理方法[C].2019重慶市鑄造年會,2019:367-369.
[8]原 彬,李寶健,吳偉杰.淺談壓鑄模具中的幾種失效模式及成因[J].河北農機,2013,20(3):53-54.
[9]李鋒輝,杜開輝,郭俊鑫,等.H13壓鑄模早期開裂失效分析[J].模具工業,2019,45(7):63-66,73.
[10]劉志文,魏鶴琳,陸晨風,等.機器視覺技術在注塑成型加工中的研究進展[J].塑料工業,2021,49(10):5-8,71.
[11]阮春燕,毛國紅.計算機視覺在精密模具破損檢測系統的應用[J].計算機仿真,2013,30(8):237-240.
[12]謝 俐,楊 樂,何 勇.機器視覺在精密模具破損檢測系統中的應用[J].制造業自動化,2013,35(11):70-72,76.
[13]彭 娟.基于機器視覺的模具檢測系統技術研究[D].鎮江:江蘇科技大學,2013:40-45.
[14]BAZHIN V Y,DANILOV I V,PETROV P A,et al.Development of automated system based on neural network algorithm for detecting defects on molds installed on casting machines[C].InternationalConference on Information Technologies in Business and Industry,2018:1-4.
[15]楊傳禮,張修慶.基于機器視覺和深度學習的材料缺陷檢測應用綜述[J].材料導報,2022,36(16):1-19.
[16]SHELHAMER E,LONG J,DARRELL T.Fully convolutional networks for semantic segmentation[J].IEEE Transactions on Pattern Analysis and Machine Intelligence,2017,39(4):640-651.
[17]REDMON J,DIVVALA S,GIRSHICK R,et al.You only look once:unified,real-time object detection[C].2016 IEEE Conference on Computer Vision and Pattern Recognition(CVPR),2016:779-788.
[18]LECUN Y,BOSER B,DENKER J S,et al.Backpropagation applied to handwritten zip code recognition[J].Neural Computation,1989,1(4):541-551.
[19]韓 慧.基于深度學習的工業缺陷檢測方法研究[D].重慶:重慶郵電大學,2019:19-22.
[20]劉雨軒.基于深度學習的工件表面缺陷檢測方法研究[D].天津:天津工業大學,2020:9-11.
[21]陳沛豪,韓宇光,鐘皓俊,等.基于YOLOV3模型的物體識別系統研究[J].電子測試,2021,28(21):66-67.
[22]滕博文.基于深度學習的衛浴陶瓷缺陷檢測[D].北京:機械科學研究總院,2021:7-11.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產業(2016年3期)2016-05-17 04:32:12
