地軌機器人機床上下料控制技術
2022-06-20 09:54:40張秀印
金屬加工(冷加工) 2022年5期
關鍵詞:動作
張秀印
沈陽機床(集團)有限責任公司 遼寧沈陽 110142
1 序言
地軌機器人機床上下料系統包括上下料機器人、機械手和桁架裝置等,可自動完成上料、下料任務,同時可以完成加工件的準確定位、測量及檢測等復雜工序,提高效率,降低風險,有效提高了集成度。
地軌作為機器人的一個行走輔助機構,也快速發展起來,在一些空間復雜、工件尺寸大的場合應用廣泛,可以作為機器人的第七軸,也可以由PLC驅動伺服電動機控制[1-3]。現以一條主軸生產線為例,分別介紹地軌機器人機床上下料控制系統的構成和控制流程。
2 地軌控制
地軌主要是配合機器人完成生產線上各機床的上下料,采用直線導軌作為導向機構,動力驅動依托伺服電動機、減速器和齒輪齒條來完成,地軌控制部分如圖1所示,包括地軌PLC、觸摸屏、驅動器、電動機、料架和機器人控制柜,與主控PLC實時通信,進行數據交互。
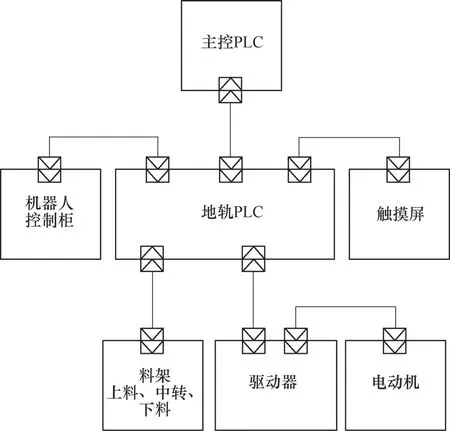
圖1 地軌控制示意
設備啟停屏操作畫面如圖2所示,可完成設備啟停、模式切換及伺服設置等功能。位置代碼顯示主控要求調度的位置,包括料位位置和機床位置;物料代碼顯示當前工件型號代碼;圓形指示燈顯示當前位置上有無物料狀態。
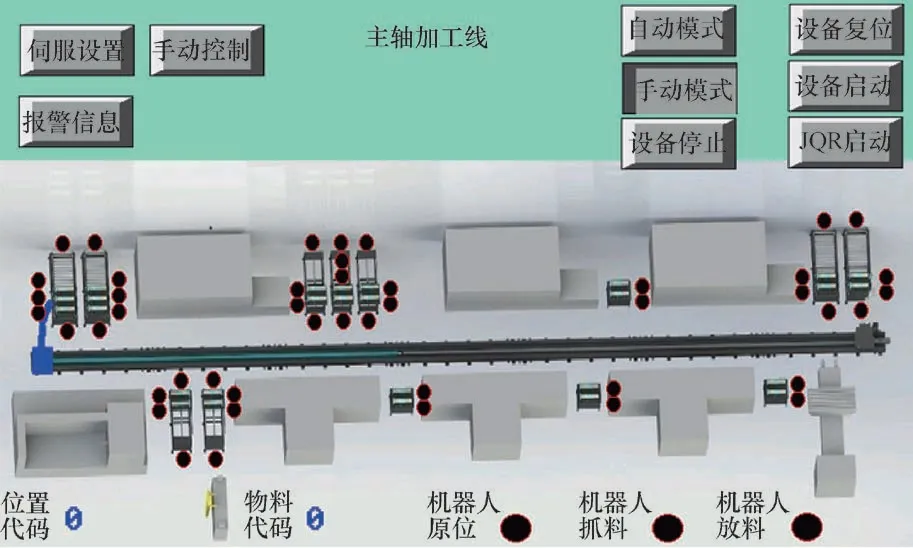
圖2 設備啟停屏操作畫面
伺服操作畫面如圖3所示,可以開啟、關閉伺服,完成電動機正反轉操作和原點回歸操作;同時可以在位置輸入框輸入目標位置,按下“絕對位置”按鈕,地軌電動機旋轉,帶著機器人向目標位置移動;“立即停止”按鈕可以停止電動機旋轉指令;“當前位置”實時標識地軌機器人位置。
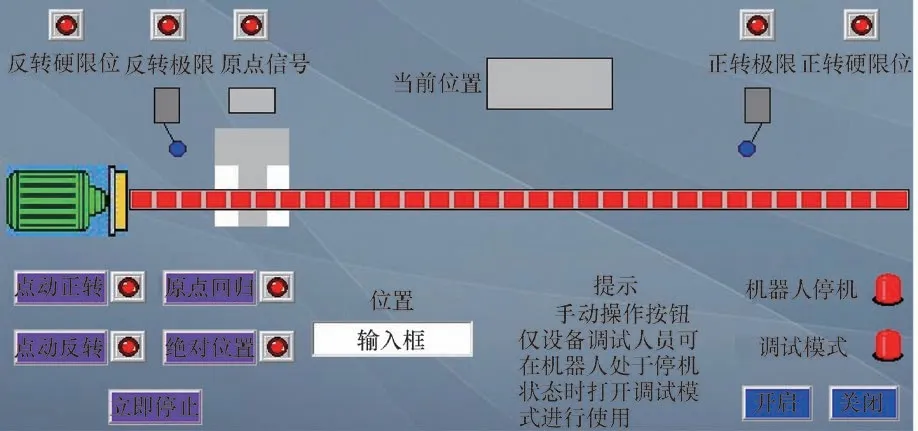
圖3 伺服操作畫面
料臺操作畫面如圖4所示,在手動方式下點擊相應的按鈕可控制相應部件動作,動作到位后圓形指示燈呈現綠色狀態。整線各活動單元都安裝有按鈕盒,在系統手動模式下可控制各部件動作。
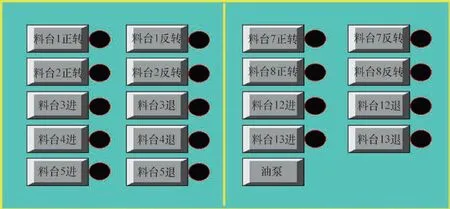
圖4 料臺操作畫面
通過西門子博途工具軟件對工藝對象地軌驅動進行組態與參數設置[4]。驅動器基本參數設置界面如圖5所示,分別設置硬件接口、驅動裝置的使能和反饋、電動機每轉脈沖數、每轉負載位移及旋轉方向、硬和軟限位開關等數據。
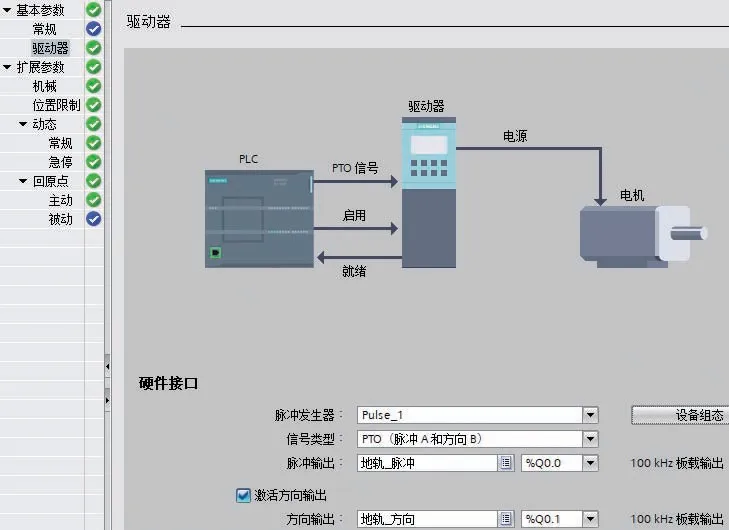
圖5 驅動器基本參數設置界面
PLC分別控制地軌電動機、料架,同時與觸摸屏、機器人控制柜通信,地軌使能控制和絕對位置控制部分如圖6所示。PLC與機器人采用串口方式通信,相互發送接收數據,并實時進行處理。PLC接收來自機器人數據的指令及部分數據處理程序如圖7所示。
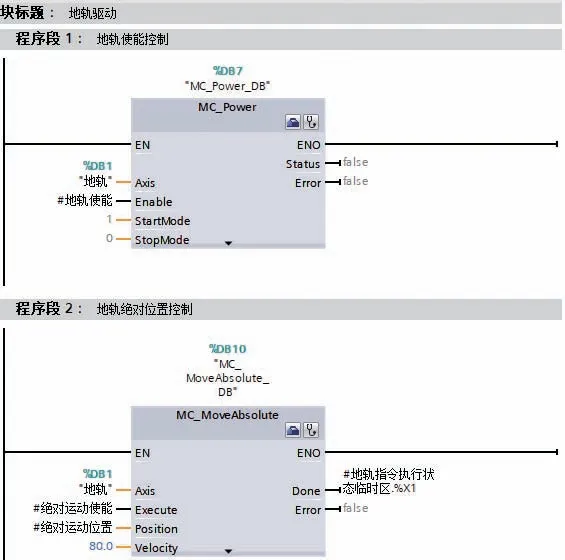
圖6 地軌使能控制和絕對位置控制程序
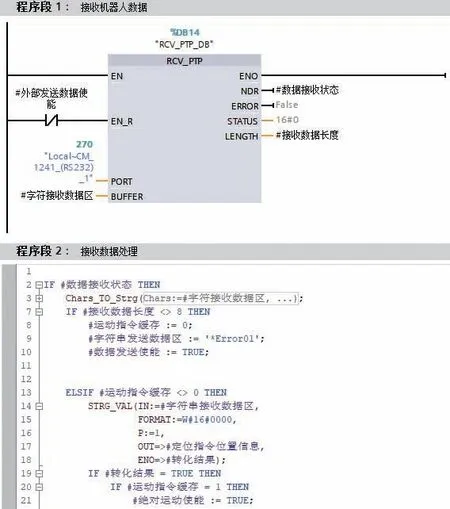
圖7 接收機器人數據及部分數據處理程序
3 機器人控制
機器人主要由本體、控制柜、示教器及連接電纜組成,擴展氣動夾爪,與地軌PLC串行通信,其控制如圖8所示。
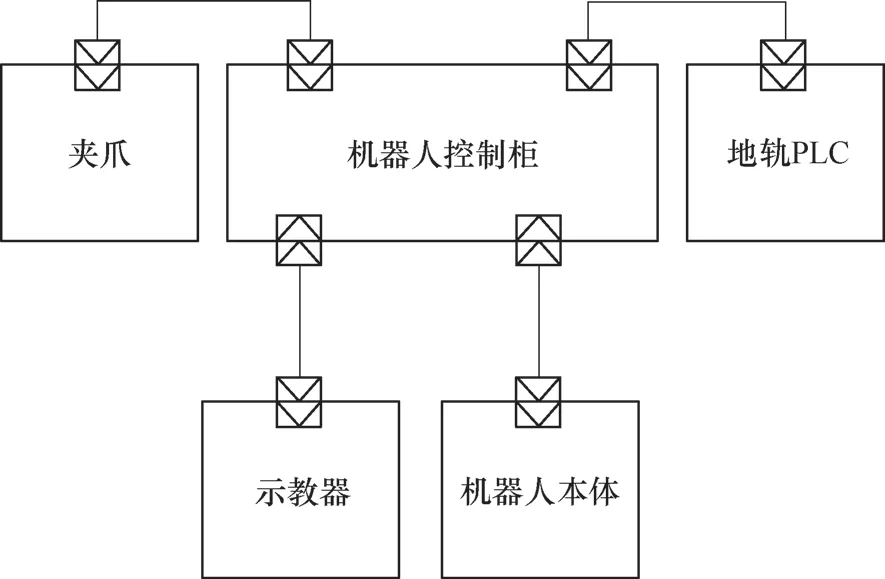
圖8 機器人控制示意
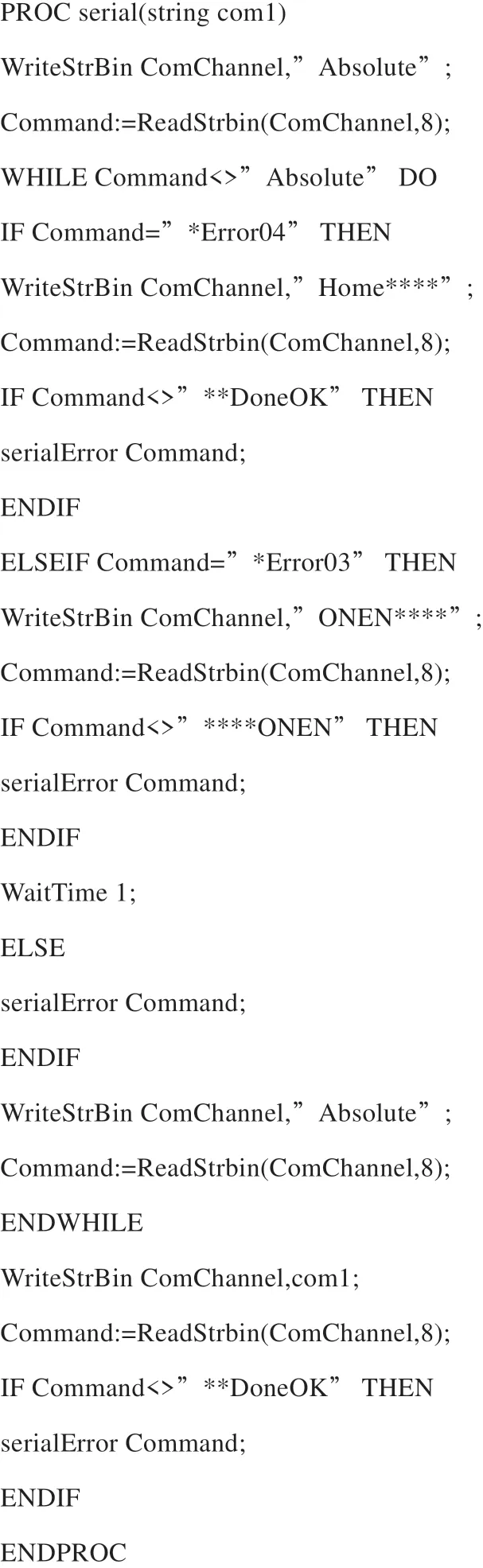
機器人采用六關節工業機器人,通過示教再現方式,按照預先設定的程序,自主完成規定動作與操作。工業機器人的運動方式主要包括點位控制、連續軌跡控制、力(力矩)控制和智能控制方式。擴展Device Net總線I/O模塊,用于控制氣動夾爪動作,與地軌PLC采用RS-232接口進行通信,工業機器人串口通信程序如下。
串行數據通信是以二進制的位(bit)為單位的數據傳輸方式,每次只傳送1位。串行通信最少只需要兩根線就可以連接多臺設備,組成控制網絡,可用于距離較遠的場合。
在串行通信中,接收方和發送方應使用相同的傳輸速率,但是實際的發送速率與接收速率之間總會有一些微小的差異。在連續傳送大量的信息時,會因為積累誤差造成數據錯位,使接收方收到錯誤的信息。為了解決這一問題,采用異步通信,即字符同步方式,其字符信息格式如圖9所示,發送的字符由1個起始位、7個或8個數據位、1個奇偶校驗位(可以沒有)以及1個或2個停止位組成。
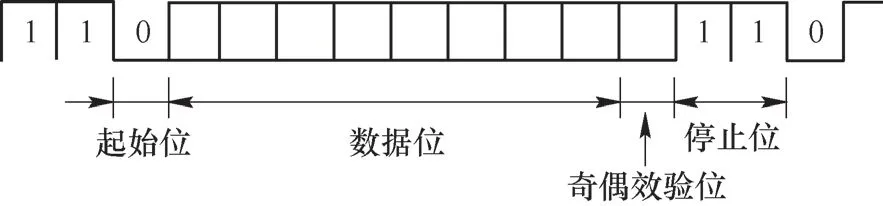
圖9 異步通信的字符信息格式
奇偶校驗用來檢測接收到的數據是否出錯。如果指定的是偶校驗,發送方發送的每一個字符的數據位和奇偶校驗位中的“1”的個數為偶數:如果數據位包含偶數個“1”,奇偶校驗位將為0;如果數據位包含奇數個“1”,奇偶校驗位將為1。也可以設置為無奇偶校驗。
在串行通信中,傳輸速率(又稱波特率)的單位為bit/s,即每秒傳送的二進制位數。地軌PLC與機器人采用全雙工通信方式,通信的雙方都能在同一時間接收和發送信息,信號線連接如圖10所示。
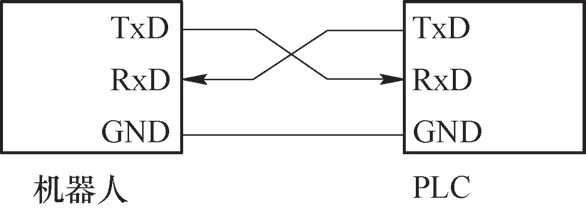
圖10 信號線連接
4 機床控制
機床控制過程中主要考慮以下安全互鎖要求。
1)機器人夾爪在機床內,機床不能觸發關防護門動作,不能進行加工等相關動作。
2)機器人夾爪進入機床前,機床防護門應處于打開狀態。
3)機器人送料過程中,物料未到達指定位置,機床不能觸發夾緊裝置夾緊動作,不能觸發頂緊裝置頂緊動作。
4)機器人取料過程中,機器人夾爪未夾緊物料,機床不能觸發夾緊裝置松開動作,不能觸發頂緊裝置退回動作。
5)機器人在機床取料、放料過程中,機床不能觸發冷卻液開啟動作指令。
自動線內多臺數控機床的加工工序、工件夾持方式各不相同,但防護門與夾具都是標配,均配有到位檢測信號。尾臺作為選項,用來輔助夾持軸類等長工件。接口信號見表1,機床上下料控制指令見表2。

表1 自動線機床通信接口信號

表2 自動線機床上下料控制指令
5 主控
主控PLC系統主要執行物流調度控制系統下達的控制指令,進而驅動控制加工機床的PLC以及機器人,實現控制機床開門、關門、夾具夾緊、松開和機器人上料、下料等操作。
物流調度與控制層由工控機I P C 安裝基于WINCC的物流調度與控制系統,與主控PLC集成,實現生產線物料的自動調度、異常處理、生產狀態監控以及自動/手動方式切換等操作。
工控機與機床數控系統間通過以太網連接,采用OPC UA通信協議;主控PLC與地軌PLC通過PROFINET現場總線連接,使用S7通信協議,拓撲如圖11所示。主控PLC主程序流程如圖12所示。
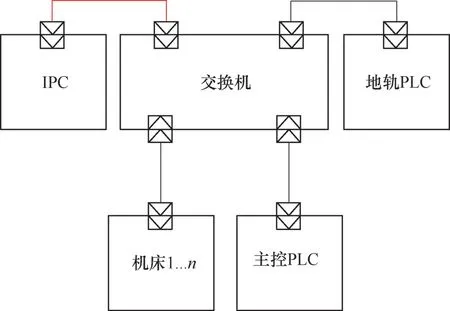
圖11 主控拓撲
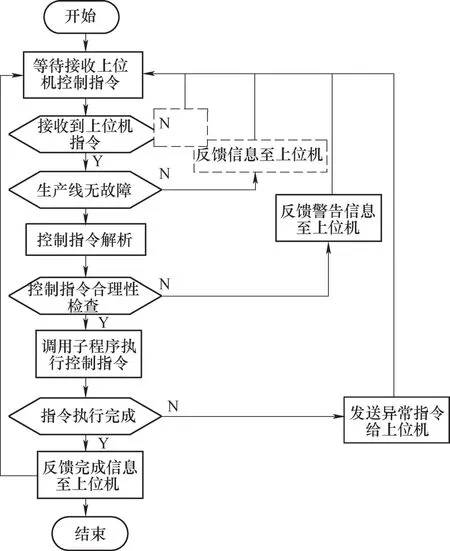
圖12 主控PLC主程序流程
工件任務調度方式包括自動和手動,其中全自動傳輸方式為:由WINCC和主控PLC調度協調,操作人員只需負責從上料站上料,從下料站下料,其他中間過程由WINCC和主控PLC控制完成;半自動傳輸方式為:通過WINCC操作界面設置物流系統起點和終點位置,確認后執行一次傳輸動作,包括與機床、機器人、料架的交互動作;手動傳輸方式為:通過手動操作面板人工操作實現傳輸動作及與機床、機器人、料架的交互動作。
主控PLC機床上料動作時序如圖13所示,功能狀態見表3。
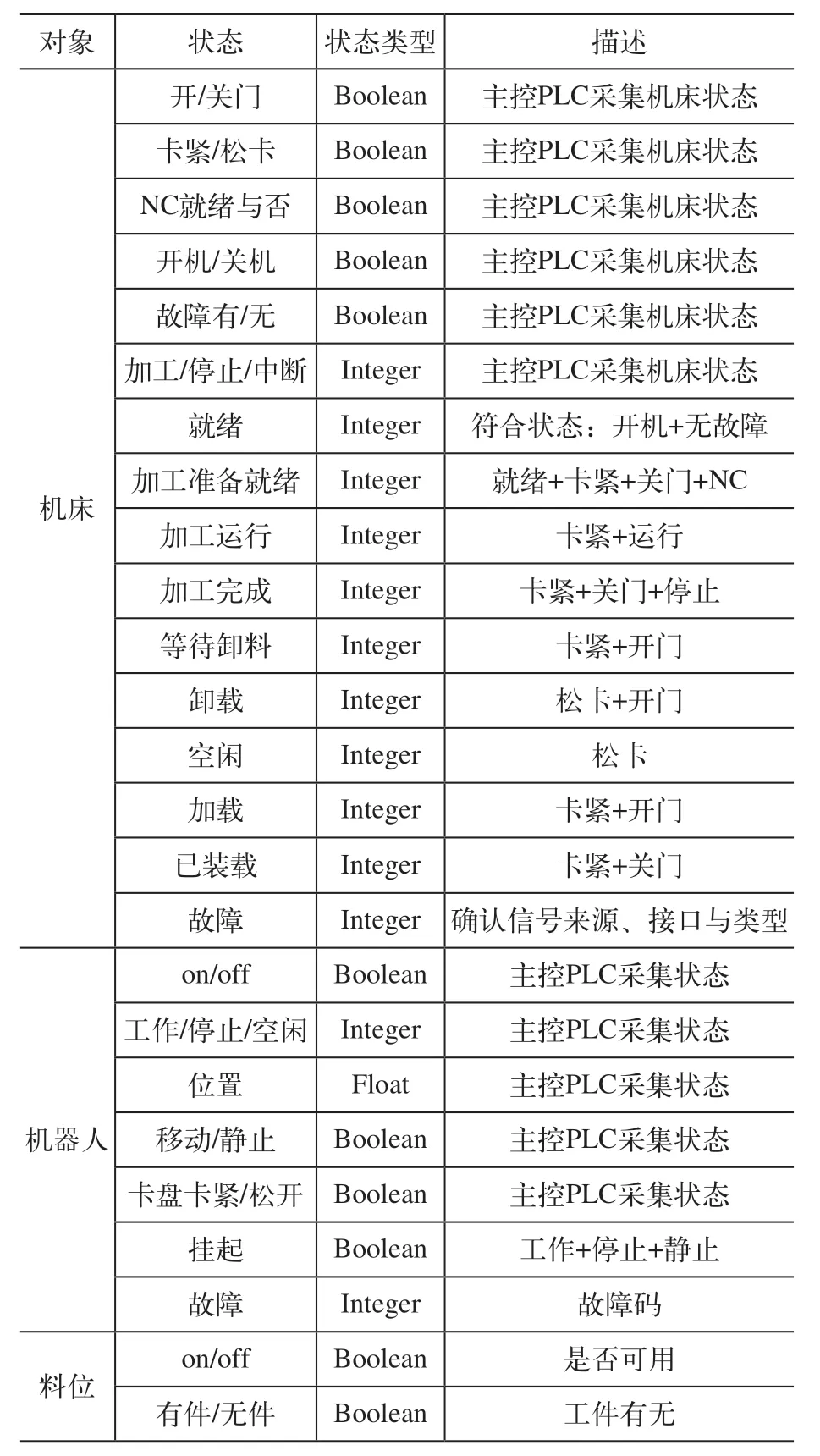
表3 主控PLC功能狀態
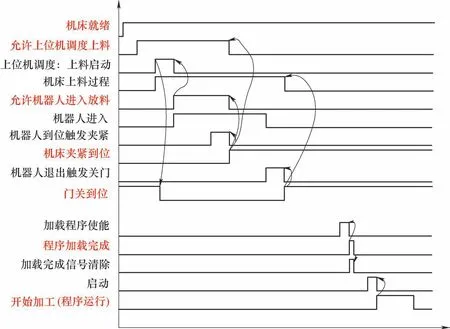
圖13 主控PLC機床上料動作時序
由于各個機床的加工時間不盡相同,因此各個機床進行加工的優先級會較大程度地影響生產線工作效率。對于加工時間長的機床來說,在同樣的時間內能夠加工的工件數量少于其他機床,因此優先考慮加工時間長的機床是否有需求,以保證其能夠不間斷工作,從而提高整條生產線的生產效率。
6 結束語
金屬切削機床上下料機器換人已經成為一種趨勢,通過機器人與數控機床組合形成生產線,實現加工過程的主動化和無人化,可以進一步提高生產率,降低成本,并使生產線發展成為柔性制造體系,適應當代數控機械行業的數字化、智能化生產要求。
猜你喜歡
作文周刊·小學一年級版(2022年16期)2022-05-07 11:28:30
作文周刊·小學一年級版(2021年8期)2021-07-07 11:00:47
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
電影故事(2015年30期)2015-02-27 09:03:12
七彩語文·低年級(2014年10期)2015-01-14 14:46:27
