柳樹插條自動喂入裝置取料機構優化設計與試驗
2022-06-21 08:20:42葉秉良楊秋蘭莫燦林
農業機械學報 2022年5期
葉秉良 唐 濤 楊秋蘭 莫燦林
(1.浙江理工大學機械與自動控制學院, 杭州 310018; 2.浙江省種植裝備技術重點實驗室, 杭州 310018;3.明新科技大學自然科學教育中心, 新竹 30401)
0 引言
柳樹具有適應環境能力強、生長速度快、管理成本低等優點,是能源林、防護林和用材林的重要樹種[1]。柳樹插條的扦插育苗作業是柳樹種植的重要環節。目前,我國柳樹插條扦插作業主要依靠人工和半自動機械完成,勞動力成本高、扦插效率低[2-3]。國內外學者對于花卉和蔬菜苗自動栽植機械的研究較多,提出了多種花卉自動扦插裝置和蔬菜缽苗自動移栽機械[4-7]。日本及歐美等發達國家的栽植機械自動化程度較高,如日本井關公司、洋馬公司研制了全自動菊花扦插裝置和自動蔬菜移栽機;國內華中農業大學和浙江理工大學等研究提出了藜蒿自動扦插機[8]和行星輪系旋轉式蔬菜缽苗自動栽植機構[9-13]。由于扦插所用的柳樹插條與花卉及蔬菜苗的物理機械性能差異很大,花卉和蔬菜苗自動栽植機械無法應用于柳樹插條的扦插作業,因此,有必要開展柳樹插條自動扦插機的研究工作。目前,轉杯式半自動扦插機需要人工將柳樹插條投入到旋轉的投苗杯中[14],耗時耗力且作業效率低,為此本文提出一種與轉杯式半自動扦插機械配合作業的柳樹插條自動喂入裝置,并對其取料機構進行運動學建模與分析、優化設計、仿真驗證,開展相關試驗對機構性能加以驗證。
1 整機結構與工作原理
1.1 自動喂入裝置方案設計
根據柳樹插條自動喂入裝置自動有序出料、取料與送料的作業要求以及柳樹插條幾何物理參數(平均直徑與長度分別為10.6、120.3 mm),提出一種由機架、鏈板式出料裝置、不完全齒輪機構、料倉、取料機構和輸送帶等組成的柳樹插條自動喂入裝置,其整體結構如圖1所示。

圖1 扦插柳樹插條自動喂入裝置結構圖Fig.1 Scheme of automatic feeding device for cutting willows1.機架 2.鏈板式出料裝置 3.不完全齒輪機構 4.料倉 5.取料機構 6.輸送帶
自動喂入裝置采用鏈板式出料裝置將柳樹插條從料倉中有序地推入取料機構末端執行器內。由于從料倉推入取料機構末端執行器中需要一定的時間,為防止柳樹插條卡堵,利用不完全齒輪機構實現鏈板式出料裝置與取料機構的配合作業。當不完全齒輪機構處于鎖止狀態時,取料機構保持靜止,此時出料推板將柳樹插條從料倉推出并送至取料機構末端執行器內,然后不完全齒輪機構開始嚙合,取料機構開始運料,當取料機構末端執行器運動至輸送帶上方時,末端執行器內的柳樹插條掉落到輸送帶的分隔槽中,最后通過輸送帶有序地喂入到半自動扦插栽植裝置的轉杯內,從而完成自動喂入作業。
1.2 取料機構結構與工作原理
為避免在取料、運料和放料過程中因鏈板式出料裝置與輸送帶之間的速度不匹配而導致柳樹插條卡堵、傾轉、在輸送帶上無序排列等問題,本文提出一種六桿式取料機構,該機構主要由曲柄、連桿、搖桿、末端執行器、滑塊和機架等組成,其運動簡圖如圖2所示。

圖2 取料機構運動簡圖Fig.2 Kinematic diagram of picking mechanism1.曲柄 2.連桿 3.搖桿 4.末端執行器 5.滑塊 6.機架
取料機構運動過程分為取料、運料、放料和回程4個階段。在取料階段,機構靜止不動,柳樹插條從料倉被推入到其末端執行器內;隨后進入運料和放料階段,此時不完全齒輪機構開始嚙合,通過曲柄軸帶動曲柄逆時針勻速轉動[15-16]。在曲柄的帶動下,連桿帶動滑塊沿末端執行器往復移動,進而使末端執行器繞其轉動中心F作往復擺動運動,末端執行器處于輸送帶上方時柳樹插條被有序放在帶上;最后進入回程階段,機構回到取料初始位置,開始下一個工作循環。通過優化取料機構參數,使其末端執行器擺動角位移為180°,其端點形成半圓弧形運動軌跡,進而保證從料倉推出后的柳樹插條按照預期的運動軌跡被有序送至輸送帶上,完成后續的喂入作業。
取料機構的末端執行器是實現取料機構功能的重要構件,其結構簡圖如圖3所示,主要由直線導軌、轉軸、頂板、分隔板、蓋板和接料槽等組成。該構件內部利用分隔板等間距地分隔成與料倉出料口數量相等的5個接料槽,且在每個接料槽頂部利用扭簧連接轉軸實現蓋板的打開和閉合動作;外側通過直線導軌與滑塊連接,當動力傳輸至曲柄搖桿機構時,連桿帶動末端執行器兩側的滑塊實現有效的翻轉。在取料階段,柳樹插條從出料口被推入末端執行器的接料槽內,此時末端執行器上的蓋板閉合;在運料階段,柳樹插條在蓋板閉合的接料槽內隨著末端執行器同步轉動;在放料階段,末端執行器上的蓋板接觸到安裝在機架上的頂板時,蓋板在頂板的作用下打開,使末端執行器內的柳樹插條被有序地放置在輸送帶上;在回程過程中,蓋板與頂板脫離接觸,轉軸在扭簧的作用力下帶動蓋板恢復閉合狀態。

圖3 取料機構末端執行器結構簡圖Fig.3 Structure diagram of end effector of picking mechanism1.直線導軌 2.滑塊 3.轉軸 4.頂板 5.分隔板 6.蓋板 7.接料槽 8.出料口
2 取料機構運動學模型
圖4所示為取料機構運動分析圖。以點A為坐標原點建立笛卡爾直角坐標系[17-19]。其中,點D位于x軸正方向,與點A處于同一水平線;點F的位置根據取料機構末端執行器的結構確定,作為已知參數。

圖4 取料機構運動分析圖Fig.4 Motion analysis diagram of picking mechanism
根據封閉圖形ABCD建立位置矢量方程
lAB+lBC=lAD+lDC
(1)
轉化為解析方程
(2)
式中L1——曲柄AB長度
L2——連桿BC長度
L3——搖桿CD長度
L4——機架AD長度
φ1——曲柄AB與x軸正向夾角
φ2——連桿BC與x軸正向夾角
φ3——搖桿CD與x軸正向夾角
由式(2)消去φ3并化簡得到方程
Asinφ2+Bcosφ2=C
(3)
其中
A=-2L1L2sinφ1
B=2L2L4-2L1L2cosφ1
求解方程(3)得到連桿BC的角位移
(4)
進而得到搖桿CD的角位移
(5)
點B的位移方程
(6)
點C的位移方程
(7)
同理,根據封閉圖形CDF得到位置矢量方程
lDF=lDC+lCF
(8)
轉化為解析方程
(9)
其中
式中LDF——桿DF長度
LCF——桿CF長度
φ4——桿EF與x軸正向夾角
φ5——桿DF與x軸正向夾角
求解方程組(9)得到桿EF的角位移
(10)
點E的位移方程
(11)
式中L5——桿EF長度
點E的速度方程
(12)
點E的合速度方程
(13)
3 取料機構優化設計
3.1 優化目標與設計變量
圖5為取料機構在取料、運料和放料3個關鍵時刻的運動簡圖。從圖中可知,在取料機構正常運轉的一個運動周期內,其末端執行器EF的理想角位移應為180°,即取料機構在取料時刻與放料時刻的末端執行器EF與水平面間夾角的差值應等于180°。因此,可確定優化目標函數為
minF(φ4)=|φ4s-φ4q|-180°
(14)
式中φ4s——放料時刻桿EF與水平面間夾角,即放料角
φ4q——取料時刻桿EF與水平面間夾角,即取料角

圖5 取料機構關鍵時刻運動簡圖Fig.5 Kinematic diagrams of picking mechanism at critical moments
由機構運動學模型和優化目標函數分析可知,取料機構中桿EF的長度L5對取料機構末端執行器EF的角位移沒有影響,只需考慮其結構和布局是否合理,避免發生運動干涉。因此,取料機構的設計變量確定為曲柄AB的長度L1、連桿BC的長度L2、搖桿CD的長度L3和機架AD的長度L4。
3.2 約束條件
(1)曲柄搖桿機構ABCD要滿足桿長條件,即最短桿與最長桿的長度之和小于或等于其它兩桿的長度之和,曲柄為最短桿且與機架相鄰,可得
L1+L2≤L3+L4
(15)
(2)為使取料機構傳動性能較好、運轉輕便且效率高,機構最小傳動角應滿足
γmin≥[γ]
(16)
其中
式中 [γ]——機構許用傳動角,取40°
(3)根據取料機構應用場合的空間限制,確定各設計變量的約束條件
Lmin≤Li≤Lmax(i=1,2,3,4)
(17)
基于VB軟件編寫了取料機構的計算機輔助分析軟件,其界面如圖6所示。應用該軟件對取料機構的結構尺寸、位置、運動狀態進行分析,調整輸入各設計變量數值,分析在不同參數下取料機構末端執行器的角位移變化情況,確定該取料機構設計變量的約束條件
(18)

圖6 取料機構輔助分析軟件交互界面Fig.6 Interactive interface of picking mechanism aided-analysis software
3.3 優化結果與分析
利用Matlab遺傳算法工具箱對取料機構進行參數優化[20-23],當遺傳算法經過40次迭代后優化結束,此時設計參數L1=77 mm、L2=147 mm、L3=127 mm、L4=105 mm,目標函數F(φ4)=0.5°。將得到的最優參數輸入到分析軟件交互界面的參數輸入區,分析得到取料機構末端執行器點E的軌跡、位移和速度變化曲線,如圖7所示。

圖7 取料機構末端執行器運動曲線Fig.7 Motion curves of end effector of picking mechanism
由圖7可知,在取料機構的取料、運料、放料和回程4個階段中,ab段為取料機構的取料階段,此時機構處于靜止狀態,速度為零,確保柳樹插條從料倉被平穩地推入取料機構末端執行器內;bc段為運料階段,在柳樹插條被順利推入取料機構末端執行器后,速度不斷增大,提高了取料機構的作業效率;cd段為放料階段,為了使末端執行器內的柳樹插條順利地落到輸送帶上,取料機構末端執行器具有較小的沖擊,速度不斷減小,最終為0;df段為回程階段,取料機構在完成放料作業后,利用機構的急回運動特性減少回程所需的時間,提高作業效率,其中de段速度不斷增大,同時為了保證取料機構末端執行器在取料時處于靜止狀態,在進入取料準備階段時,ef段速度不斷減小,最終為零。
4 取料機構運動學仿真
應用SolidWorks建立取料機構的三維模型,并導入到Adams中進行取料機構的運動學仿真,末端執行器點E的運動軌跡如圖8所示。圖9為取料機構運動學仿真所得到末端執行器點E的位移、速度變化曲線。

圖8 取料機構運動學仿真Fig.8 Kinematics simulation of picking mechanism
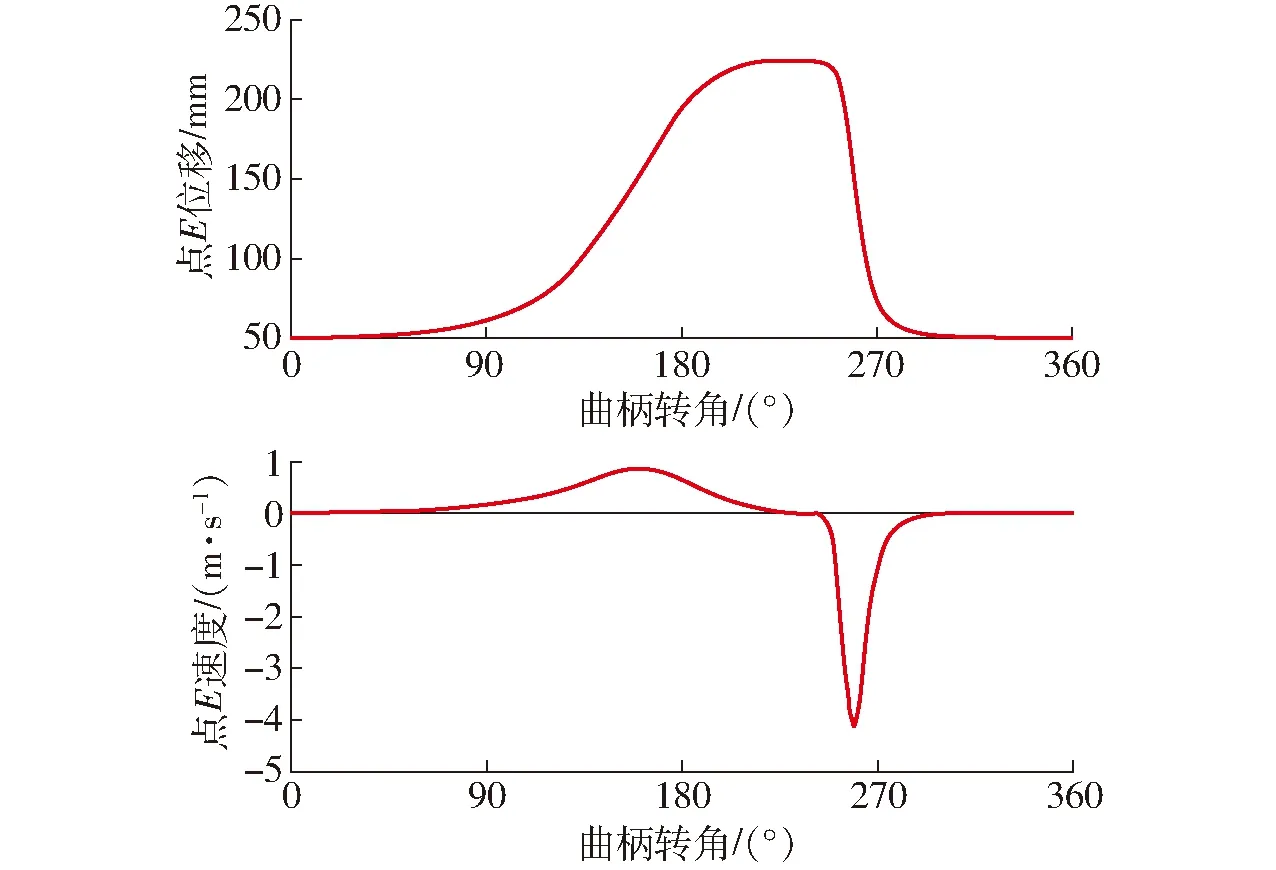
圖9 取料機構運動學仿真曲線Fig.9 Kinematics simulation curves of picking mechanism
比較圖7a和圖8的機構運動軌跡,以及圖7b、7c和圖9的位移、速度變化曲線的理論和仿真結果,可知兩者基本一致,驗證了取料機構運動學建模和優化設計的正確性。
5 樣機試驗
根據取料機構的三維模型進行機械加工,完成取料機構的裝配和調試并研制自動喂入裝置試驗臺(圖10)進行樣機試驗,研究取料機構運動特性,檢驗自動喂入裝置的工作性能。

圖10 自動喂入裝置試驗臺Fig.10 Test bench of automatic feeding device1.機架 2.鏈板式出料裝置 3.不完全齒輪機構 4.料倉 5.取料機構 6.輸送帶

圖11 取料機構末端執行器運動軌跡Fig.11 Motion track of end effector of picking mechanism
5.1 取料機構高速攝像試驗
采用佳能80D型單反攝像機拍攝記錄取料機構運轉時的影像,拍攝幀數設定為180 f/s。為了方便捕捉取料機構的運動軌跡,在取料機構末端執行器的點E處添加一個標記點,將錄制好的視頻導入到Photoshop圖像分析軟件中,利用該軟件得到每幀圖像,并根據所標記的點描繪出點E的運動軌跡。
圖11為取料機構末端執行器的試驗軌跡。通過對比理論軌跡(圖11白色實線所示)和試驗軌跡(圖11藍色虛線所示)發現,兩者基本吻合,表明該取料機構運動特性能夠滿足工作要求。
5.2 柳樹插條自動喂入試驗
開展柳樹插條自動喂入試驗時,柳樹插條被鏈板式出料裝置推入取料機構末端執行器中,通過不完全齒輪機構嚙合帶動取料機構將柳樹插條放置在輸送帶上,再通過輸送帶喂入到現有扦插栽植裝置轉杯內。由于鏈傳動的傳動比為2.7,不完全齒輪機構傳動比為1,設定試驗臺電機轉速為30 r/min,則取料機構曲柄轉速約為11 r/min,自動喂入作業效率達到55株/min。進行3組重復試驗,每組試驗選取100株柳樹插條并計算柳樹插條喂入成功率的平均值。
圖12為自動喂入裝置在出料、取料、運料以及放料作業時刻的狀態。自動喂入試驗結果如表1所示。由表1可知,柳樹插條自動喂入3組試驗的平均成功率為83%,表明自動喂入裝置具有應用于自動扦插機的可行性。分析試驗過程,影響柳樹插條自動喂入成功率的主要因素有:由于柳樹插條具有特殊的不規則幾何外形,導致一小部分柳樹插條由于其突出的枝芽在鏈板式出料裝置推出的過程中卡在了料倉底部,未能成功推出;在放料過程中,由于輸送帶T型擋板熱熔加工和安裝的誤差,造成輸送帶分隔槽內的柳樹插條分布不均而導致喂入失敗。
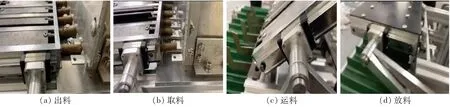
圖12 自動喂入裝置關鍵運動時刻狀態Fig.12 Key movement moment status of automatic feeding device

表1 柳樹插條自動喂入試驗結果Tab.1 Test results of automatic feeding of willow cuttings
6 結論
(1)提出一種與柳樹插條轉杯式半自動扦插機配套作業的自動喂入裝置,建立了其取料機構的運動學模型,基于VB開發了取料機構的計算機輔助分析軟件,應用Matlab的遺傳算法優化得到一組最優參數L1=77 mm、L2=147 mm、L3=127 mm、L4=105 mm,進而得到取料機構末端執行器點E的運動軌跡及位移和速度變化曲線。
(2)根據取料機構的最優參數完成了其結構設計,進行取料機構虛擬樣機運動仿真,點E的仿真軌跡與理論軌跡以及位移和速度變化曲線的理論結果和仿真結果基本一致,驗證了取料機構運動學建模和優化設計的正確性。
(3)設計了取料機構樣機和自動喂入裝置試驗臺,開展取料機構的高速攝像運動學試驗,試驗運動軌跡與理論運動軌跡基本一致;進行柳樹插條自動喂入試驗,在自動喂入效率達到55株/min時,柳樹插條平均喂入成功率為83%,表明該裝置具有應用可行性。
