PP/PA6中空橘瓣型復合超細纖維的制備及性能研究
2022-06-22 16:37:53趙德方毛加沖黃芽郭薇薇奚清瑤李獻梅蔡意任天翔占海華
絲綢 2022年6期
趙德方 毛加沖 黃芽 郭薇薇 奚清瑤 李獻梅 蔡意 任天翔 占海華


摘要:隨著鋰離子電池的不斷推廣與應用,對電池隔膜提出了更薄、更密的要求,對其制備原料的纖維直徑提出了更高的技術要求。然而,目前中國產的超細纖維難以滿足單絲線密度≤0.5 dtex的要求。本文將聚丙烯(PP)和聚酰胺(PA6)進行雙組分復合紡絲,通過在顯微鏡下觀察紡流絲的橫截面形態,確定紡絲組件及原料組分比例;在此基礎上,通過優選工藝條件,確定紡絲溫度、牽伸倍數、紡絲速度;同時對纖維的線密度、拉伸性能和取向度進行了測試分析研究。結果表明:當采用PP與PA6進行中空橘瓣型復合紡絲時,PP螺桿擠出機各區溫度為225 ℃/225 ℃/230 ℃/230 ℃、PA6螺桿擠出機各區溫度為270 ℃/270 ℃/275 ℃/275 ℃、PP紡絲副箱體溫度為230 ℃、PA6紡絲副箱體為275 ℃、紡絲主箱體溫度為270 ℃、PA6與PP的質量比為40︰60、紡絲速度為2 800 m/min、牽伸倍數為3.0時,纖維的可紡性、拉伸性能及取向良好。制備的中空橘瓣型復合超細纖維滿足了鋰離子電池隔膜用超細纖維直徑的要求。
關鍵詞:聚丙烯;聚酰胺;中空橘瓣型復合超細纖維;橫截面形態;可紡性;加工工藝條件
中圖分類號:TS102.6;TQ342.9文獻標志碼:A文章編號: 10017003(2022)06004406
引用頁碼: 061106
DOI: 10.3969/j.issn.1001-7003.2022.06.006(篇序)
基金項目: 紹興市技術創新計劃項目(2019B22002);浙江省大學生科技創新項目(2021R432020,2019R432005)
作者簡介:趙德方(1987),男,講師,博士,主要從事高性能纖維及其復合材料的研究。通信作者:占海華,教授級高工,zhh@usx.edu.cn。
全球變暖給人類帶來的毀滅性威脅已不再存有疑義,汽車尾氣排放已成為溫室氣體二氧化碳最大的來源。因此,大力推廣新能源汽車,減少甚至杜絕汽車尾氣排放,是最終解決溫室效應與空氣污染的有效方法之一。新能源汽車主要由電池驅動系統、電機系統、電控系統及類似傳統汽車上的底盤之類的系統組成[1],其中動力電池的研發將成為重中之重。正極材料、負極材料、電池隔膜、電解液是組成鋰電池的四大關鍵材料,而鋰電池隔膜是關鍵的內層組件之一,是具有一定技術壁壘的高附加值材料,約占電池成本的1/3[2]。鋰電池隔膜需具備良好的絕緣性,足夠的穿刺強度、拉伸強度,并在高溫的情況下能保持尺寸基本穩定,同時鋰電池隔膜還需能耐受電解液的腐蝕,具有很好的化學和電化學穩定性[3-4]。
超細纖維一般是指單絲線密度小于1.0 dtex的纖維,在20世紀60年代由東麗、鐘紡、帝人、可樂麗等公司采用復合紡絲技術率先研制成功[5-6],是差別化化學纖維中技術含量最高的品種之一,目前市場上超細纖維產品主要有聚丙烯(PP)超細纖維、聚丙烯/聚乙烯(PE)復合超細纖維、聚酯(PET)/聚酰胺(PA6)復合超細纖維等。近年來,超細纖維成為制備鋰離子電池隔膜重要的基礎材料,常見的超細纖維結構有海島型、米字型、三點型、三葉型、一字型、橘瓣型等。除此之外,超細纖維在工業精細化過濾、醫療與生物工程等方面都具有比較廣泛的應用。和PET纖維相比,PP纖維的價格低,比其輕約34%,保溫率是其1.7倍;PP纖維標準回潮率幾乎為零,疏水導濕性能較好,制備的細旦PP纖維手感好、質地柔軟、光澤柔和,芯吸效應使其具有導濕排汗的特點。同時,聚丙烯纖維具有較好的耐酸堿和耐熱老化性能,更能滿足后道的應用要求。對于中空橘瓣型復合超細纖維的研究主要集中于PET/PA6中空橘瓣型復合超細纖維[7-9],而對于PP/PA6中空桔瓣型復合超細纖維的紡絲工藝、紡絲工藝對纖維結構和性能的影響亟需開展相關基礎研究。
本研究采用雙組分復合紡絲法制備PP/PA6中空橘瓣型復合超細纖維,探討了紡絲溫度、牽伸倍數、紡絲速度等工藝參數對纖維可紡性、纖維質量的影響,并分析了工藝條件對超細纖維結構與拉伸性能的影響,為中空橘瓣型復合超細纖維的制備提供一定的理論指導,為中國動力電池隔膜的制備提供高品質原料,對促進國內電池能源領域的發展具有重要意義。
1 材料與方法
1.1 材 料
PP切片(北京中紡優絲特種纖維科技有限公司),PA6切片(無錫長安高分子材料廠)。
1.2 儀 器
SZG雙錐回轉真空干燥機(常州凱航干燥有限公司),一部位專用熔融紡絲機(北京中麗制機工程技術有限公司),SHJ-20雙螺桿擠出機(南京翰易機械電子有限公司)、LW200T光學顯微鏡(上海測維光電技術有限公司),電子天平、Instron3365萬能材料試驗機(Instron上海有限公司),SCY-Ⅲ纖維取向度測量儀(上海東華凱利新材料公司)。
1.3 試 驗
1.3.1 PP/PA6中空桔瓣型復合超細纖維的制備
通過試驗確定原料組分比例,然后對不同原料分別進行干燥,將達到紡絲要求的干燥切片分別送至各自的螺桿擠出機熔融擠壓,經不同的紡絲配管輸送到紡絲箱體內的計量泵和復合紡絲組件。兩種不同的熔體在紡絲組件內復合成中空桔瓣形狀后從噴絲板噴出,經側吹風冷卻凝固成復合纖維,再從紡絲甬道下行至拉伸-卷繞區域。在拉伸前,先對纖維進行上油,再經過預拉伸、一級拉伸、二級拉伸、熱定型等工序,最后卷繞成筒制得復合超細纖維。7997A051-C26E-4564-A5A0-9C1C24830299
1.3.2 性能測試
1) 線密度測試:按照GB/T 14343—2008《化學纖維長絲線密度試驗方法標準》測定纖維的線密度,采用測長稱重法進行測試。
2) 拉伸性能測試:采用Instron3365萬能材料試驗機測試纖維的拉伸性能,試樣的加持長度為25 mm,拉伸速度為20 mm/min,測試20組數據取平均值。
3) 取向度測試:采用聲速法測量纖維的取向因子,聲頻、隔距和預加張力分別設置為2 000 Hz、40 cm、0.098 cN/dtex,對纖維縱向選取5個不同位置進行測試。取向因子和取向角分別由下式計算得到:
式中:未取向時的聲速Cμ值為1.35 km/s;C1為纖維取向時所測得的聲速,km/s。
4) 纖維的橫截面觀察:采用纖維切片器將纖維束切成薄片,在LW200T光學顯微鏡下觀察纖維的橫截面形態。
2 結果與分析
2.1 紡絲工藝探討
2.1.1 原料干燥的工藝
由于PP分子鏈中無極性基團,吸水性極低,能滿足紡絲要求,因此原料PP不需干燥。而PA6分子鏈中含有酰胺基,容易吸水,若切片中含水多,會給紡絲帶來不良影響。在水的作用下,PA6大分子的酰胺鍵發生水解,造成聚合度下降,紡絲困難,影響成品絲的質量;水氣化,通常會產生紡絲斷頭現象,影響生產的正常進行,給成品纖維質量帶來不良影響。本試驗采用復合紡絲制備超細復合纖維,對含水率要求更低,因此必須對PA6進行干燥處理。
干燥溫度較低會降低干燥效果;干燥溫度高則會加快干燥速度,縮短干燥時間,降低干燥后切片的平衡含水率;但溫度過高易造成大分子降解,切片氧化、黏結,色澤變黃[10]。本試驗采用轉鼓干燥設備,經試驗,當干燥溫度為80 ℃、時間為12 h、真空度為0.02 MPa時,含水率能控制在0.01%左右,滿足了復合紡絲的要求。
2.1.2 紡絲組件
本試驗采用72 f中空復合組件,因是雙組分紡絲故雙組分須經過各自的過濾網及過濾介質,過濾介質根據原料的特性選定不同目數的金屬砂,以保證一定的壓力大小,使雙組分壓力達到要求。經試驗,PP采用330目/120目/60目三層過濾網、80~100目金屬過濾砂,PA6采用330目/120目/60目三層過濾網、20~30目金屬過濾砂,雙組分壓力相匹配,紡絲可紡性良好。
2.1.3 螺桿工藝
本試驗所用的一部位復合紡絲設備,其擠出機分別配備了單螺桿A和雙螺桿B。雙螺桿的熔融混煉效果比單螺桿要好,而PP流動性較好,黏度低,故采用單螺桿A輸送;PA6分子鏈柔性較好,熔體的黏度對剪切較敏感,在一定范圍的剪切速率下,其黏度隨剪切速率的增加而下降,故采用雙螺桿B輸送,能更加充分剪切熔體,有利于改善PA6的流動性。
螺桿溫度是決定高聚物充分熔融的主要條件,溫度太高,會導致高聚物降解;溫度太低,會導致高聚物熔融不充分,從而均會影響纖維的可紡性及產品質量。經反復試驗,PP螺桿擠出機各區溫度為225 ℃/225 ℃/230 ℃/230 ℃、PA6螺桿擠出機各區溫度為270 ℃/270 ℃/275 ℃/275 ℃時能滿足要求。
另外,螺桿轉速的快慢取決于紡制纖維的線密度大小,線密度大,螺桿轉速快,機頭壓力大;線密度小,螺桿轉速慢,機頭壓力小。為了保證熔體能順利到達噴絲口并具有良好的出絲性能,必須保證一定的機頭壓力。
經試驗,對于167 dtex/72 f×(12+12)中空桔瓣復合纖維,當單螺桿擠出機A的轉速為80~100 r/min、機頭壓力為4~6 MPa;雙螺桿擠出機B的轉速為80~100 r/min,機頭壓力為4~6 MPa時,紡絲順利。
2.1.4 紡絲溫度
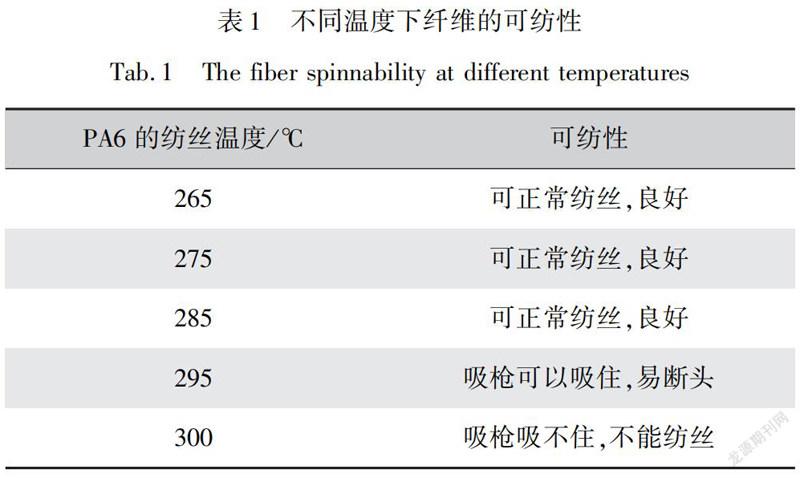
根據原料的熔點大小,設定PP的紡絲副箱體溫度為260 ℃、紡絲主箱體溫度為260 ℃不變;PA6︰PP(質量比)為40︰60,改變PA6的紡絲副箱體溫度,分別設定為265、275、285、295、300 ℃,取不同紡絲溫度下紡流絲制成的切片觀察其截面形態,并進行紡絲,記錄不同溫度下的可紡性,其可紡性和截面形態如表1和圖1所示。
從表1可以看出,265、275、285 ℃時的可紡性較好;
在295 ℃時吸槍可以吸住絲束,但容易斷頭,可紡性較差;在300 ℃時吸槍無法吸住絲束,不能進行正常紡絲,可紡性極差。
從圖1可以看出,幾乎所有纖維截面呈同心圓結構,中間是孔洞,褐色PA6部分基本嚴格相間分布,貫穿纖維的中孔和外部,呈桔瓣形,基本沒有黏結。從圖1(a)(c)(d)(e)可以看出,纖維截面大小不一,未達到預期的效果。從圖1(b)可以看出,纖維截面大小基本一致,基本達到理想的預期效果。
綜合表1和圖1的分析情況來看,當PP紡絲副箱體溫度為260 ℃、紡絲主箱體溫度為260 ℃、PA6紡絲副箱體溫度為275 ℃時,其截面和可紡性較好,基本達到了預期的效果。從圖1的截面形態可以看出,在質量比為40︰60的情況下,透明部分的PP較多而褐色部分的PA6較少,說明PP的流動性比PA6的流動性好,前者熔體的黏度比后者熔體黏度小。為進一步改善截面形態,以達到理想的效果,再次進行了試驗,并采用降低PP的紡絲溫度方法,目的是增加PP的黏度,降低其流動性,從而更好地與PA6的黏度相匹配。保持PA6紡絲副箱體溫度275 ℃不變,PP的紡絲副箱體溫度分別降低至230 ℃和220 ℃,其截面形態如圖2所示。從圖2可以看出,二者的截面形態較260 ℃有所改善,其中230 ℃更佳。此外,還將紡絲主箱體的溫度從260 ℃升至270 ℃,其截面形態也有所改善。7997A051-C26E-4564-A5A0-9C1C24830299
通過以上一系列的試驗,選擇PP紡絲副箱體溫度為230 ℃,PA6紡絲副箱體為275 ℃,紡絲主箱體溫度為270 ℃。
2.1.5 組分配比
在PP螺桿擠出機溫度為230 ℃、PA6螺桿擠出機溫度為275 ℃、主箱體溫度為270 ℃時,將PA6︰PP(質量比)定為50︰50、40︰60、30︰70進行試驗,其中50︰50和40︰60纖維截面稍好于30︰70(PA6少,截面像海島),而40︰60的比例更佳。
2.1.6 牽伸倍數
在PP螺桿擠出機溫度為230 ℃、PA6螺桿擠出機溫度為275 ℃、主箱體溫度為270 ℃、PA6︰PP(質量比)定為40︰60、紡絲速度為2 800 m/min時,第一熱輥GR1、第二熱輥GR2、第三熱輥GR3的溫度分別設為50、60、80 ℃,改變熱輥的轉速來實現不同的牽伸倍數,其工藝參數和可紡性如表2所示。從表2可以看出,當牽伸倍數為2.0和2.3時,纖維容易斷頭,可紡性差,而當牽伸倍數為3.0時其可紡性良好。
2.1.7 紡絲速度
保持PP螺桿擠出機溫度為230 ℃、PA6螺桿擠出機溫度為275 ℃、主箱體溫度為270 ℃、PA6︰PP(質量比)為40︰60、牽伸倍數為3.0不變,改變不同的紡絲速度,進行多次試驗,其可紡性如表3所示。從表3可以看出,隨著紡絲速度增加,纖維的可紡性降低。當紡絲速度為2 600 m/min和2 800 m/min時可紡性均良好,在保證纖維質量的前提下遵循產量最大化的原則,因此選擇紡絲速度為2 800 m/min。
2.1.8 側吹風
熔體經計量泵精確計量后,在螺桿的助推力下,滲透過濾介質到達紡絲組件的分配板,然后到達噴絲板,從噴絲孔擠出,經側吹風冷卻成型;吹風的速度可根據實際情況來調整,不宜過大,過大易造成絲束偏離甬道而斷頭。經試驗,側吹風的風速在0.53 m/s時,纖維冷卻效果良好。
2.2 纖維性能分析
2.2.1 線密度
纖維線密度的測試結果如表4所示。從表4可以看出,單絲線密度小于0.5 dtex,達到了預期的結果。
2.2.2 拉伸性能
不同牽伸倍數下拉伸測試結果如表5所示。從表5可以看出,隨牽伸倍數的增大,斷裂強度逐漸增大,而斷裂伸長率則逐漸減小,其原因是在牽伸力的作用下,分子鏈沿軸向發生取向,斷裂時所需的力增大。因此,當牽伸倍數為3.0時其拉伸性能較好。
不同紡絲速度下的拉伸測試結果如表6所示。從表6可以看出,隨紡絲速度的增大,斷裂強度逐漸增大,而斷裂伸長率則逐漸減小。當車速為2 600 m/min和2 800 m/min時可紡性均較好,而在3 000 m/min時絲筒尺寸受到限制,易斷頭,因此選擇紡絲速度為2 800 m/min。
2.2.3 取向度
取向度的測試結果如表7所示。當分子鏈無規取向時取向因子f為0,當分子鏈完全取向時取向因子f為1。取向角α為微晶體或分子鏈軸方向相對于參考方向的取向角度,α值越小分子鏈取向度越高,α值越大分子鏈取向度越低。從表7可以看出,牽伸倍數越大,取向因子f值越大,取向角α越小,纖維的取向度越高。當牽伸倍數為3.0時,纖維的取向最好;但與同線密度的純PP相比,其取向度比純PP低,分析原因是復合纖維中存在中空所致。
3 結 論
本研究將PP和PA進行雙組分復合紡絲制備PP/PA6中空橘瓣型復合超細纖維,探討了紡絲工藝參數對纖維可紡性和質量的影響。
1) 分別對PP、PA6進行不同紡絲溫度的對比試驗,并根據橫截面形態和可紡性,選擇PP螺桿擠出機各區溫度為225 ℃/225 ℃/230 ℃/230 ℃,PA6螺桿擠出機各區溫度為270 ℃/270 ℃/275 ℃/275 ℃,PP紡絲副箱體溫度為230 ℃,PA6紡絲副箱體為275 ℃,紡絲主箱體溫度為270 ℃。
2) 控制紡絲溫度不變,改變PA6與PP的組分比例(質量比)進行對比試驗,確定組分比例PA6︰PP=40︰60。通過對紡絲可紡性的觀察及纖維取向度和拉伸性能測試分析,選擇牽伸倍數為3.0。根據拉伸性能和可紡性,最終確定紡絲速度為2 800 m/min。
3) 采用雙組分熔融復合紡絲技術在上述加工工藝條件下制備的中空橘瓣型復合超細纖維,滿足了鋰離子電池隔膜用超細纖維單絲線密度≤0.5 dtex的要求,為其他不同原料的中空橘瓣型復合超細纖維的制備提供一定的理論指導。
參考文獻:
[1]孟源. 電動汽車的技術現狀及研究綜述[J]. 時代汽車, 2021(8): 80-82.
MENG Yuan. A research review of technology status and research of electric vehicle[J]. Auto Time, 2021(8): 80-82.
[2]LAGADEC M F, ZAHN R, WOOD V. Characterization and performance evaluation of lithium-ion battery separators[J]. Nature Energy, 2019, 4(1): 16-25.
[3]THACKERAY M M, WOLVERTON C, ISAACS E D. Electrical energy storage for transportation-approaching the limits of, and going beyond, lithium-ion batteries[J]. Energy & Environmental Science, 2012, 5(7): 7854-7863.7997A051-C26E-4564-A5A0-9C1C24830299
[4]JANA K K, LUE S J, HUANG A, et al. Separator membranes for high energy-density batteries[J]. ChemBioEng Reviews, 2018, 5(6): 346-371.
[5]盧志敏, 錢曉明. 橘瓣型雙組分紡粘非織造布的開纖技術探討[J]. 產業用紡織品, 2011, 29(3): 23-26.
LU Zhimin, QIAN Xiaoming. Discussion on the splitting technology of segmented pie bicomponent spunbonded nonwovens[J]. Technical Textiles, 2011, 29(3): 23-26.
[6]盧志敏, 錢曉明. 桔瓣型雙組分紡黏水刺超纖技術及其應用[J]. 棉紡織技術, 2011, 39(7): 65-68.
LU Zhimin, QIAN Xiaoming. Technology and application of segmented pie bicomponent spunbonded & spunlaced microfiber[J]. Cotton Textile Technology, 2011, 39(7): 65-68.
[7]朵永超, 錢曉明, 趙寶寶, 等. 超細纖維合成革基布的制備及其性能[J]. 紡織學報, 2020, 41(9): 81-87.
DUO Yongchao, QIAN Xiaoming, ZHAO Baobao, et al. Preparation and properties of microfiber synthetic leather base[J]. Journal of Textile Research, 2020, 41(9): 81-87.
[8]鄭鞏偉. 桔瓣型滌/錦復合長絲生產技術與應用[J]. 廣東化纖, 2001(3): 20-24.
ZHENG Gongwei. The production technology & the application of separation style composite filament[J]. Guangdong Chemical Fiber, 2001(3): 20-24.
[9]盧志敏, 錢曉明. PET/PA6橘瓣型雙組分紡粘水刺非織造布的堿法開纖工藝[J]. 產業用紡織品, 2011, 29(9): 15-19.
LU Zhimin, QIAN Xiaoming. Alkaline treatment processes on the PET/PA6 segmented pie spunbond nonwovens[J]. Technical Textiles, 2011, 29(9): 15-19.
[10]李順希, 許志強, 詹瑩韜, 等. 高密度聚乙烯/聚酰胺6復合纖維的制備及性能[J]. 合成纖維工業, 2020, 43(1): 42-45.
LI Shunxi, XU Zhiqiang, ZHAN Yingtao, et al. Preparation and properties of high-density polyethylene/polyamide 6 composite fiber[J]. China Synthetic Fiber Industry, 2020, 43(1): 42-45.
Study on preparation and properties of PP/PA6 hollow segmented-pie composite superfine fibers
ZHAO Defang1, MAO Jiachong1a, HUANG Ya2, GUO Weiwei1a, XI Qingyao1a, LI Xianmei1a, CAI Yi1a, REN Tianxiang1a, ZHAN Haihua1
(1a.College of Textile and Garment; 1b.Key Laboratory of Clean Dyeing and Finishing Technology of Zhejiang Province; 1c.Zhejiang Sub-center ofNational Carbon Fiber Engineering Technology Research Center; 1d.Shaoxing Sub-center of National Engineering Research Center forFiber-based Composites, Shaoxing University, Shaoxing 312000, China; 2.CTA High-Tech Fiber Co., Ltd., Shaoxing 312000, China)
Abstract:With the continuous promotion and application of lithium-ion batteries, thinner and tighter requirements are proposed for the battery separators, thus higher technical requirements are proposed for the fiber diameter of the prepared raw materials. In general, microfine fiber refers to the fiber with a linear density of less than 1.0 dtex, which was firstly developed by Toray, Kinebo, Teijin, Kuraray, and other companies using composite spinning technology in the 1960s, and it is one of the most technical varieties of differential chemical fibers. At present, the microfiber products on the market mainly include polypropylene (PP) microfiber, polypropylene/polyethylene (PE) composite microfiber, polyester (PET)/polyamide (PA6) composite microfiber, etc. In recent years, microfibers have become important basic materials for the preparation of lithium-ion battery separators. The common structure of microfibers includes sea-island type, double-cross type, three-point type, three-leaf type, lined type, segmented-pie type, and so on. In addition, superfine fiber is widely used in industrial fine-scale filtration, health care and bioengineering, and so on. However, it is difficult for current China-made super fibers to meet the requirement of a linear density not more than 0.5 dtex for a single filament.7997A051-C26E-4564-A5A0-9C1C24830299
In this study, the proportion of polypropylene (PP) andpolyamide (PA6) was determined from experiments. Then, different raw materials were dried respectively, the dry chips that met the spinning requirements were sent to the respective screw extruders for melting and extrusion, and the melts were transported to the metering pump and composite spinning pack in the spinning box through different spinning tubes. Two different melts ejected from the spinneret were compounded into hollow segmented-pie shape in the spinning pack, cooled and solidified into composite fibers by cross air blow, then went down from the spinning tunnel to the drawing-winding area and the fiber was firstly processed by oil finish, then pre-drawing, primary drawing, secondary drawing, heat setting and other process condition before drawing. Finally, the tubes were winded to obtain composite superfine fibers. During the process of bicomponent composite spinning, the cross-section morphology of the spinning filament was observed using a microscope, and the spinning pack and the proportion of raw materials components were determined. On this basis, the process conditions including spinning temperature, draft multiple, and spinning speed were obtained; meanwhile, the linear density, tensile properties, and orientation of the fibers were tested and analyzed.
The results show that when PP and PA6 are used for the segmented-pie composite spinning, each zone temperature of the screw extruder for PP is 225 ℃/225 ℃/230 ℃/230 ℃, each zone temperature of the screw extruder for PA6 is 270 ℃/270 ℃/275 ℃/275 ℃, the temperature of associate spinning box for PP is 230 ℃, the temperature of associate spinning box for PA6 is 275 ℃, the temperature of main spinning box is 270 ℃, the PA6/PP mass ratio is 40︰60, the spinning speed is 2,800 m/min, and the draw ratio is 3.0, the spinnability and tensile properties of the fibers are good. The prepared hollow segmented-pie composite superfine fibers have met the requirement of the superfine fiber diameter applied for lithium-ion battery separators.
It not only provides certain theoretical guidance for the preparation of hollow segmented-pie composite microfiber with different raw materials, but also provides high-quality raw materials for the preparation of domestic power battery separators, and promotes the domestic development of battery energy fields.
Key words:polypropylene; polyamide; hollow segmented-pie composite superfine fibers; cross-section morphology; spinnability; processing conditions7997A051-C26E-4564-A5A0-9C1C24830299
