汽車轉(zhuǎn)向節(jié)的鑄造工藝模擬及優(yōu)化
2022-06-25 01:59:40馮典東介路陽王柏樹賈素秋
長春工業(yè)大學(xué)學(xué)報(bào) 2022年1期
關(guān)鍵詞:工藝
馮典東, 介路陽, 韓 英,2,3*, 王柏樹,2,3,賈素秋,2,3, 陳 華,2,3, 冉 旭,2,3
(1.長春工業(yè)大學(xué) 材料科學(xué)與工程學(xué)院,吉林 長春 130012;2.長春工業(yè)大學(xué) 先進(jìn)結(jié)構(gòu)材料教育部重點(diǎn)實(shí)驗(yàn)室,吉林 長春 130012;3.長春工業(yè)大學(xué) 軌道交通先進(jìn)材料加工及應(yīng)用吉林省重點(diǎn)實(shí)驗(yàn)室,吉林 長春 130012)
0 引 言
隨著時(shí)代的發(fā)展,對(duì)汽車各部件的質(zhì)量提出更高的要求,汽車的轉(zhuǎn)向節(jié)作為汽車的重要零件,不僅要承受車身的載荷和路面的沖擊,還要承受剎車和轉(zhuǎn)向時(shí)的扭力,它的質(zhì)量直接影響汽車的安全[1-3]。
我國通常使用球墨鑄鐵作為汽車轉(zhuǎn)向節(jié)的材料,但是由于球墨鑄鐵件糊狀凝固的特性,導(dǎo)致鑄件中經(jīng)常會(huì)出現(xiàn)縮松縮孔等缺陷[4]。而鑄造工藝的不完善,使得成品鑄件合格率低,從而浪費(fèi)產(chǎn)能和資源。計(jì)算機(jī)數(shù)值模擬技術(shù)可以在實(shí)際生產(chǎn)之前發(fā)現(xiàn)鑄件內(nèi)所產(chǎn)生缺陷的位置,及時(shí)修正工藝,從而提高生產(chǎn)效率、節(jié)約資源,對(duì)整個(gè)鑄造行業(yè)很有意義[5-9]。
文中利用MAGMA數(shù)值模擬軟件對(duì)轉(zhuǎn)向節(jié)鑄件充型和凝固過程進(jìn)行模擬,并依據(jù)模擬結(jié)果進(jìn)行工藝方案優(yōu)化,旨在消除鑄造過程中所產(chǎn)生的缺陷,為零件中試奠定基礎(chǔ)。
1 轉(zhuǎn)向節(jié)鑄造工藝性分析與模擬前處理
文中研究的轉(zhuǎn)向節(jié)如圖1所示。

(a)正面 (b)背面
轉(zhuǎn)向節(jié)屬于典型的異形件,集中了軸、套、叉架等各類結(jié)構(gòu)特點(diǎn),主要由上下承載臂、支撐軸徑、轉(zhuǎn)向推桿、制動(dòng)器卡鉗孔等組成[10-11],其軸徑與其他部位交匯處的壁厚較厚。
轉(zhuǎn)向節(jié)鑄造采用砂型鑄造,結(jié)合吃砂量和砂箱規(guī)格等因素,采用一箱四件鑄造方案,左右轉(zhuǎn)向節(jié)各兩件,提高造型效率。轉(zhuǎn)向節(jié)正面朝上,水平澆注,采用階梯式曲面分型,左右兩個(gè)轉(zhuǎn)向節(jié)共用一個(gè)砂芯,選擇開放式澆注系統(tǒng),冒口補(bǔ)縮。其鑄造工藝三維模型如圖2所示。
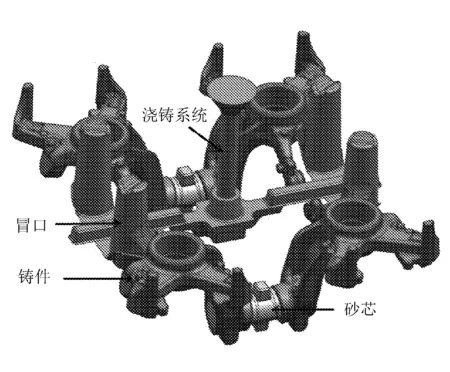
圖2 鑄造工藝三維模型
采用MAGMA軟件對(duì)轉(zhuǎn)向節(jié)的鑄造過程進(jìn)行模擬。轉(zhuǎn)向節(jié)的材質(zhì)為QT550-10,砂型材料選取70~140目規(guī)格的石英擦洗砂,澆注溫度選擇1 400 ℃,砂型及砂芯初始溫度選擇20 ℃,澆注時(shí)間為10 s,鑄件與砂型之間的換熱系數(shù)及鑄件與砂芯之間的換熱系數(shù)均選擇MAGMA中的“TempIron”選項(xiàng)。
2 數(shù)值模擬結(jié)果與分析
轉(zhuǎn)向節(jié)充型過程的模擬結(jié)果如圖3所示。

(a)充型15% (b)充型36%
從圖3可以看出整個(gè)澆注過程鐵液流動(dòng)的情況,即鐵液先流經(jīng)澆口杯、直澆道后流入橫澆道,再通過扁平狀的內(nèi)澆道、冒口,最后再流入鑄件型腔。當(dāng)鐵液到達(dá)轉(zhuǎn)向節(jié)上承載臂位置時(shí),鐵液從軸徑處到上承載臂下端由于高度差過大,從而產(chǎn)生較大沖擊力,出現(xiàn)鐵液飛濺、卷氣現(xiàn)象。由于鐵液的高速流動(dòng),飛濺的鐵液沖擊砂型的型腔內(nèi)壁,導(dǎo)致砂粒進(jìn)入鐵液,從而形成夾渣缺陷。同時(shí),高速流入的鐵液也會(huì)發(fā)生翻卷,鐵液中包裹著氣團(tuán),造成卷氣現(xiàn)象,從而形成氣泡缺陷。隨后,鐵液在型腔內(nèi)平穩(wěn)上升,未出現(xiàn)飛濺和卷氣的情況,待充型完全結(jié)束后,型腔被鐵液完全充滿,未出現(xiàn)澆不足的現(xiàn)象。
轉(zhuǎn)向節(jié)凝固過程的模擬結(jié)果如圖4所示。

(a)t=68.89 s (b)t=122.01 s
在t=68.89 s時(shí),固相率為29.19%,鑄件的大部分位置仍處于液態(tài),只有壁厚較薄的部位開始凝固。此時(shí)由于扁平狀的內(nèi)澆道已完全凝固,鑄件只能依靠冒口進(jìn)行補(bǔ)縮;當(dāng)t=122.01 s時(shí),鑄件的凝固率已超過50%,轉(zhuǎn)向節(jié)上承載臂與軸徑連接處的補(bǔ)縮通道關(guān)閉,只留下三處需要依靠石墨化膨脹作用進(jìn)行自補(bǔ)縮的液相區(qū);隨著時(shí)間進(jìn)行到240.20 s時(shí),鑄件基本完成凝固,僅剩上、下承載臂與軸徑連接處、冒口與軸徑連接處三處位置有殘留的孤立液相區(qū)。其中靠近冒口的液相區(qū)可由冒口補(bǔ)縮,其余兩部分只能進(jìn)行自補(bǔ)縮;當(dāng)t=490.06 s時(shí),整個(gè)鑄件完全凝固。
縮松縮孔缺陷分布模擬結(jié)果如圖5所示。
由圖5可以看出,在澆注系統(tǒng)、冒口、轉(zhuǎn)向節(jié)內(nèi)均存在縮松縮孔缺陷。轉(zhuǎn)向節(jié)鑄件里的兩處縮松縮孔缺陷均位于鑄件壁厚變化較大的區(qū)域,因?yàn)殍T件壁厚梯度大的區(qū)域,薄壁區(qū)域率先凝固,導(dǎo)致厚斷面變成孤立區(qū)域,得不到鐵水及時(shí)補(bǔ)縮,只能依靠石墨膨脹化作用來自我補(bǔ)縮。但球墨鑄鐵的糊狀凝固方式,使得鐵液的收縮量大于石墨膨脹化作用,新的鐵液又未能及時(shí)補(bǔ)充,從而導(dǎo)致鑄件內(nèi)產(chǎn)生縮松縮孔缺陷。

圖5 縮松縮孔缺陷分布模擬結(jié)果
3 鑄造工藝優(yōu)化模擬結(jié)果及分析
為了降低鐵液流動(dòng)速度,防止鐵液翻卷裹入空氣,增加一條新內(nèi)澆道連至上承載臂底側(cè),使鐵液在型腔內(nèi)平穩(wěn)上升,消除在充型過程中上承載臂處所出現(xiàn)的卷氣現(xiàn)象。新增內(nèi)澆道的截面是邊長10 mm的方形截面。
鑄件中缺陷的產(chǎn)生主要是由于鑄件的壁厚不均勻造成的,凝固過程中薄壁位置鐵液收縮量小,率先凝固,使厚壁位置補(bǔ)縮不良。二是由于鑄件中遠(yuǎn)離冒口位置的區(qū)域,冒口補(bǔ)縮不到,凝固過程中壁厚較薄區(qū)補(bǔ)縮通道關(guān)閉。需要增設(shè)兩塊厚度為15 mm的石墨外冷鐵來改善。
優(yōu)化鑄造工藝后的三維模型如圖6所示。
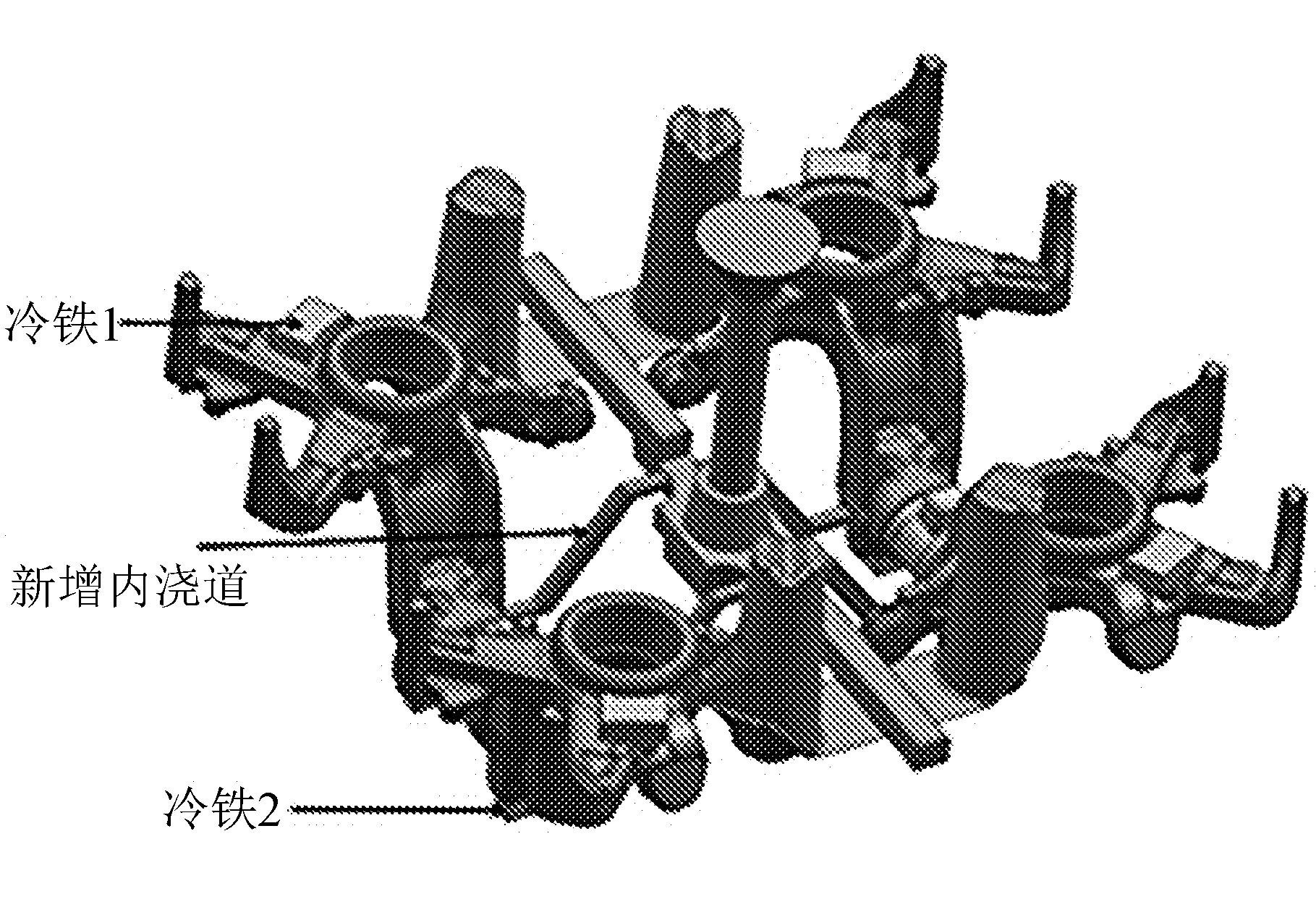
圖6 優(yōu)化工藝后三維模型
3.1 增設(shè)內(nèi)澆道后充型模擬分析
增設(shè)內(nèi)澆道后轉(zhuǎn)向節(jié)充型過程的模擬結(jié)果如圖7所示。

(a)充型15% (b)充型36%
由圖7可以看出,通過新增內(nèi)澆道使鐵液分流,鐵液由原有的內(nèi)澆道和新增的內(nèi)澆道同時(shí)注入型腔,顯著降低了鐵液在上承載臂位置的流動(dòng)速度,減少鐵液對(duì)型腔的沖擊,使型腔內(nèi)的金屬液面平穩(wěn)上升,消除了鐵液飛濺、卷氣的現(xiàn)象。
增設(shè)內(nèi)澆道后縮松縮孔缺陷分布模擬結(jié)果如圖8所示。
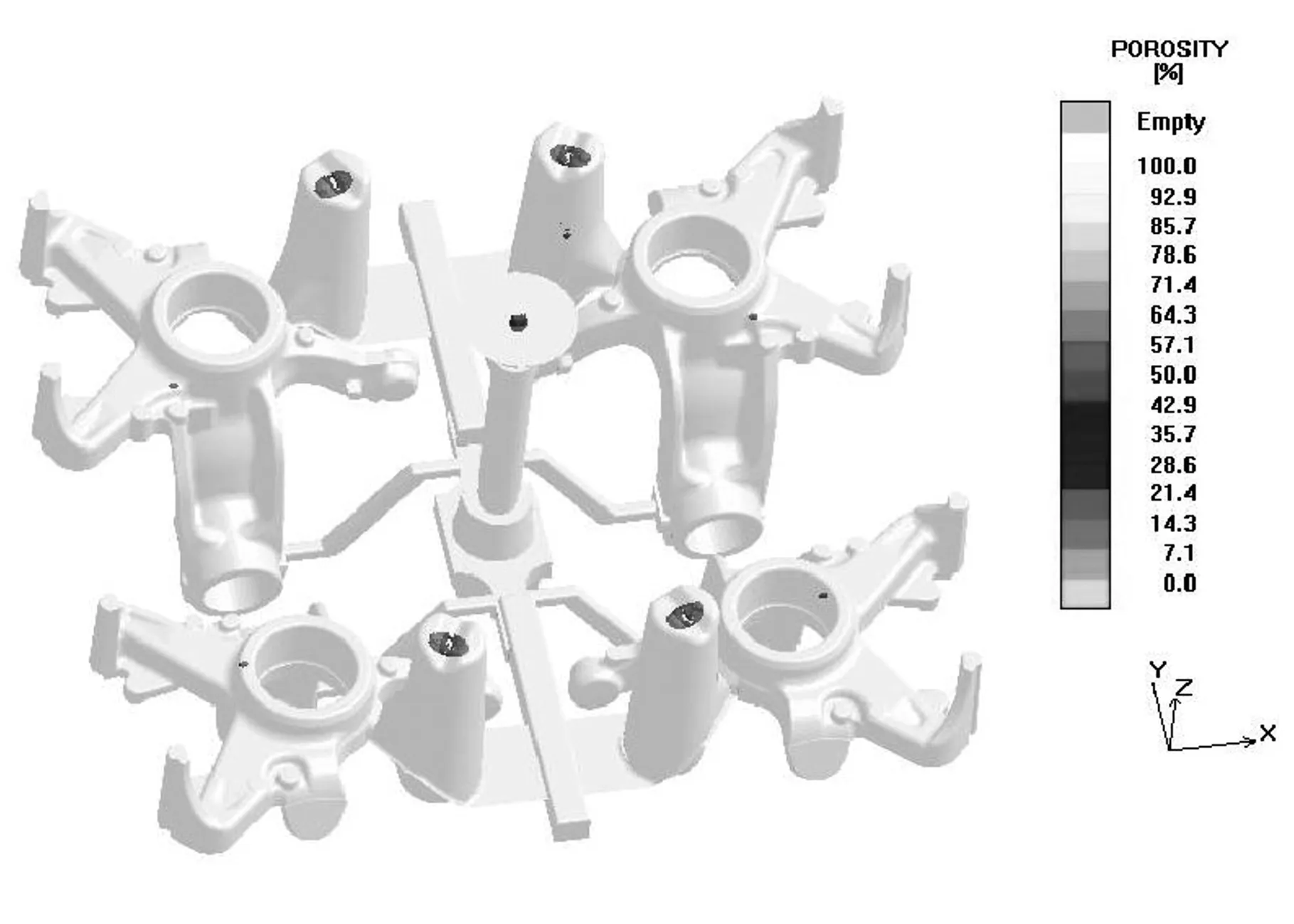
圖8 優(yōu)化工藝后縮松縮孔缺陷模擬結(jié)果
由圖8可以看出,澆注系統(tǒng)中縮松縮孔缺陷存在于澆口杯以及冒口頂部和中心位置,鑄件中縮松縮孔缺陷位于上承載臂與中心軸徑的交匯處。與圖5相比,冷鐵的添加消除了鑄件上原先兩處的缺陷,但是鑄件中又產(chǎn)生一處新的缺陷。
為進(jìn)一步分析該縮松縮孔缺陷產(chǎn)生的原因,對(duì)凝固過程t=234.24 s時(shí)的溫度場進(jìn)行剖面分析,如圖9所示。

圖9 凝固過程t=234.24 s,液相率14.91%時(shí)溫度場鑄件內(nèi)切面
由圖9可以看出,鑄件中出現(xiàn)了以縮松縮孔為中心產(chǎn)生的閉合溫度梯度,而這兩處縮松縮孔都出現(xiàn)在鑄件的厚壁處,如果在凝固過程中厚壁處位置成為孤立的區(qū)域,同時(shí)球鐵的自補(bǔ)縮不到位,則容易在該位置產(chǎn)生縮松縮孔缺陷。測量該位置坐標(biāo)分別為(-178,204,-192)和(-199,119,-192),處于轉(zhuǎn)向節(jié)壁厚變化位置的深處,故推斷鑄件的1#冷鐵對(duì)該位置產(chǎn)生作用不明顯,需進(jìn)一步優(yōu)化冷鐵設(shè)置方案。
3.2 增設(shè)冷鐵后縮松縮孔模擬分析
優(yōu)化冷鐵工藝后的工藝方案及模擬結(jié)果如圖10所示。

(a)新增冷鐵位置示意圖 (b)優(yōu)化冷鐵工藝后縮松縮孔缺陷模擬結(jié)果
在縮松縮孔缺陷位置的上表面增設(shè)一塊厚度為15 mm的3#冷鐵。同時(shí),由于測量到縮松縮孔的位置較深,在轉(zhuǎn)向節(jié)軸徑內(nèi)側(cè)靠下方也選擇增加厚度為15 mm的4#冷鐵,與1#和3#冷鐵相配合。具體放置位置見圖10(a)。圖10(b)可以看出,轉(zhuǎn)向節(jié)上承載臂與中心軸徑交匯處的縮松縮孔缺陷已完全消失,模擬結(jié)果中也未出現(xiàn)新的縮松縮孔缺陷,表明新增加的冷鐵作用效果明顯,有助于提升鑄件鑄造質(zhì)量。鑄件中的縮松縮孔缺陷全部消失,也證明了優(yōu)化冷鐵工藝對(duì)于消除縮松縮孔缺陷是可行的。
4 結(jié) 語
1)采用MAGMA軟件對(duì)球墨鑄鐵汽車轉(zhuǎn)向節(jié)的充型及凝固過程進(jìn)行了模擬。轉(zhuǎn)向節(jié)上承載臂位置存在鐵液飛濺與卷氣現(xiàn)象,鑄件有多處厚壁位置產(chǎn)生縮松縮孔缺陷。
2)通過在轉(zhuǎn)向節(jié)上承載臂靠近橫澆道的底側(cè)位置增加新的內(nèi)澆道,以及在產(chǎn)生縮松縮孔缺陷的位置設(shè)置石墨外冷鐵,能有效解決轉(zhuǎn)向節(jié)鑄件在澆注過程中的鐵液飛濺與卷氣現(xiàn)象,以及凝固過程的縮松縮孔缺陷,有助于提升鑄件的鑄造質(zhì)量。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52