基于ANSYS Workbench的卡簧壓裝機輕量化設計及其壓頭的疲勞分析與優化
2022-06-27 08:29:12趙大剛管殿柱季建華李森茂
制造業自動化 2022年3期
趙大剛,管殿柱,夏 濤,季建華,李森茂
(青島大學 機電工程學院,青島 266071)
0 引言
卡簧壓裝機是一種通過氣缸的活塞桿帶動壓頭上下往復運動,用來給工件的孔或者軸裝配卡簧、鋼絲擋圈等一些C型零件的設備[1,2],廣泛應用于電機裝配、汽車等行業。在設計卡簧壓裝機的過程中,為了保證壓裝機的強度與剛度要求,其機身結構和尺寸設計的比較保守,使得機身過于笨重,同時也造成了材料的浪費和制造成本的增加[3],不符合設計機器經濟性的要求。在壓裝卡簧過程中壓頭不斷地承受交變力的作用,壓頭結構的應力集中部位或者結構薄弱部位容易產生疲勞破壞[4],降低使用壽命,進而影響機器的可靠性。因此,在設計階段有必要對卡簧壓裝機進行輕量化設計和壓頭的疲勞壽命分析。
本文的研究對象為某公司自主設計的C型卡簧壓裝機,利用ANSYS Workbench對壓裝機的機身進行拓撲優化設計并對壓頭進行疲勞壽命分析與優化設計,將優化后的模型進行靜力學分析以滿足壓裝機的工作要求。
1 卡簧壓裝機機身和壓頭的靜力學分析
1.1 卡簧壓裝機有限元模型建立和工作原理介紹
通過SolidWorks軟件建立卡簧壓裝機的三維模型,如圖1所示,卡簧壓裝機由機身、送料機構、卡簧壓裝機構等組成。機身整體采用焊接懸臂梁的形式,起到支撐作用;送料機構由氣缸、推料板、固定板和卡簧彈倉組成,實現了卡簧的自動上料;卡簧壓裝機構主要完成C型卡簧的裝配。將C型卡簧儲存在卡簧彈倉內,通過在卡簧彈倉底部與固定板表面僅預留一個卡簧的厚度間隙來保證每次僅供應一個卡簧。通過氣缸向下運動,壓迫壓頭沿著導向座向下運動。導向座的內部是上大下小的錐形通孔,如圖2所示,壓頭的向下運動壓迫卡簧沿著導向座的圓錐通孔不斷的收縮,最終將卡簧壓裝到工件的卡槽內。

圖2 壓頭相關部件
卡簧壓裝機機身材料采用45號鋼板焊接而成,壓頭在工作過程中不斷的承受交變應力,壓頭材料選用碳素彈簧鋼65Mn,45號鋼與65Mn的材料屬性如表1所示。

表1 材料屬性
為了便于分析,將卡簧壓裝機的機身與壓頭模型分離出來,分別導入到Workbench中。在Workbench中,選用四面體網格對其進行網格劃分[5],網格的劃分遵循“均勻應力區粗化、應力梯度大的區域細化”的原則[6]。
1.2 邊界條件設置
在卡簧壓裝機的機身模型中,機身下機架底板固定在地面上,將其設置為全約束。在壓頭模型中,壓頭上表面與氣缸連接頭采用螺栓連接,對其結構進行簡化處理,將壓頭上表面設置為全約束。
卡簧壓裝機在工作時,由固定在機身上機架上的公稱力為20kN的氣缸向下推動壓頭進行卡簧的裝配。機身承受著氣缸底部向上的反作用力F1,F1=1.63×104N。機身工作臺面板受到的壓強為P1:

式中:A1為工作臺面板的工作表面面積。
機身側面板承受著送料機構的重力F2=294.2N。
在壓頭模型中,壓頭上表面承受著氣缸的推力F1,所受到的壓強為P2:

式中:A2為壓頭上表面面積。
在卡簧壓裝機壓頭向下運動的過程中,壓頭爪直徑由94mm被擠壓到91.5mm,單側的壓頭爪變形量恒定為1.25mm,將其以懸臂梁的形式建立受力計算的數學模型。
由撓度公式:

式中:ω為最大撓度;F為集中力;E為彈性模量;I為慣性矩;L為壓頭爪的長度。代入數據,計算得到壓頭爪末端所受到的力F3為261N。
將上述約束與載荷分別施加到相應的位置,得出機身和壓頭的應力、整體變形云圖,如圖3和圖4所示。

圖3 機身靜力學分析云圖

圖4 壓頭靜力學分析云圖
1.3 靜力學結果分析
由圖3可知,卡簧壓裝機機身在工作時,最大等效應力出現在上肋板與上機架上面板的連接位置處為270MPa,小于45號鋼的屈服極限值。最大變形出現在上面板處,變形量為0.44mm,滿足卡簧壓裝機最大變形不大于1mm的設計要求。機身整體等效應力以及變形較小,有很大的結構優化空間。
由圖4可知,壓頭的最大等效應力出現在壓頭爪上端與壓頭頂端過渡的圓形通孔中間位置,最大等效應力為268.9MPa,小于65Mn的屈服極限。由設計方案可知,壓頭直徑由94mm沿著導向座錐形通孔收縮到91.5mm,直徑方向形變量為2.5mm。由圖4(b)可知,壓頭變形最大部位是壓頭爪末端,單側壓頭最大變形量為1.1mm,則壓頭下端直徑方向變形量為2.2mm,與設計基本相符。
2 機身拓撲優化
通過拓撲優化可以求得在給定的區域內,模型的最優材料分布。由機身的靜力學分析結果可知,機身結構存在較大的優化空間。使用ANSYS Workbench中的Topology Optimization(拓撲優化)模塊,采用SIMP變密度法,對機身進行拓撲優化分析以達到輕量化設計的要求。
將機身的三維模型導入到ANSYS Workbench中,機身模型如圖5所示,在Topology Optimization(拓撲優化)模塊中,設置和靜力學分析相同的材料屬性、載荷與約束條件[7],將標準件方鋼設置為非優化區域,以去除50%材料為優化目標進行計算。
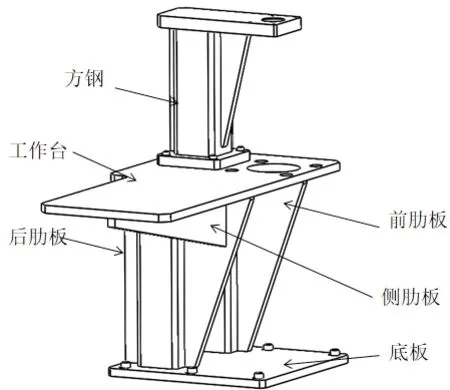
圖5 機身模型
2.1 機身拓撲優化結果
拓撲優化結果如圖6所示,圖中紅色的區域為可去除的部分,顏色較淺的區域為過渡部分,剩余的區域是需要保留的部分。
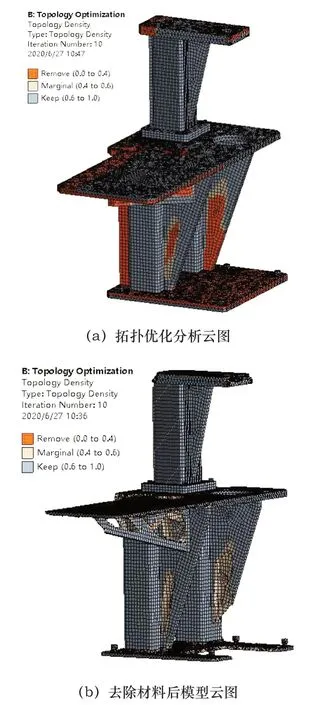
圖6 拓撲優化云圖
根據圖6可知,拓撲優化去除的材料主要分布在機身下座前肋板、側肋板、后肋板以及下底板中間和工作臺邊緣位置。根據優化結果以及在保證機身工作性能的前提下,在SolidWorks中對模型進行修整,得到優化后的機身模型如圖7所示。

圖7 優化后的機身示意圖
2.2 拓撲優化結果分析
將優化后的機身模型進行靜力學分析,得到優化后的最大變形為0.449mm,最大等效應力為270.2MPa。機身在優化前的質量為123.4kg,優化后的質量為94.35kg,優化比例為23.5%。
3 壓頭疲勞壽命分析
對產品而言,可靠性越高越好,可靠性高的產品,可以長時間正常工作。壓頭的靜力學分析結果顯示,壓頭最大等效應力小于65Mn材料的屈服極限,但是壓頭在交變載荷的作用下,壓頭結構最薄弱的地方會先產生細小的裂紋,隨著裂紋的擴展和材料的剝落[8],壓頭在工作了一定的時間之后有可能會發生疲勞破壞,進而影響卡簧壓裝機的可靠性,疲勞破壞實質上是一個損傷逐步累積的過程[9]。因此,對壓頭進行疲勞壽命分析十分的有必要。
3.1 材料的S-N曲線
S-N曲線是表示一定循環特性下標準試件的疲勞強度與疲勞壽命之間關系的曲線[10]。在S-N曲線中,橫坐標表示的是載荷的循環次數,縱坐標表示的是極限應力,具體表達式為:

式中:a、b為材料系數;N為載荷循環次數;σ為交變應力。
經查閱文獻,65Mn材料的S-N曲線[11]如圖8所示。

圖8 壓頭疲勞壽命曲線圖
3.2 疲勞仿真
將65Mn材料的S-N曲線輸入到Workbench材料庫中,根據卡簧壓裝機的工作情況,調用Fatigue Tool工具,設定加載的載荷類型為Zero-Based,考慮到壓頭表面狀態等情況,選擇疲勞系數Kf為0.8,使用Goodman應用修正理論來修正平均應力對疲勞結果的影響[12]。同時,設置設計壽命為106,壓頭壽命分析云圖如圖9所示。
3.3 壓頭的疲勞壽命分析
由圖9可知,壓頭疲勞壽命的最小值出現在壓頭爪上端與壓頭頂端過渡的圓形通孔中間位置為1.07×106,與經驗判斷的部位一樣。損傷是設計壽命與可用壽命的比值[13],由圖9(b)可知,壓頭損傷最大的地方也是壽命最低的地方,損傷因子為0.9305。最大損傷因子接近1,該部位容易發生疲勞破壞。
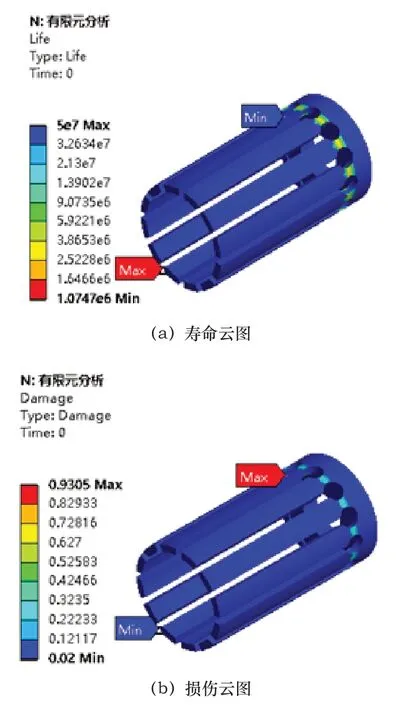
圖9 壓頭疲勞壽命分析云圖
3.4 正交試驗
3.4.1 試驗變量的選取
通過疲勞分析,壓頭壽命最小的部位位于壓頭爪上端與壓頭頂端過渡的圓形通孔中間位置,故不同直徑的通孔可能會影響壓頭的壽命。壓頭爪是承受交變載荷的主要部件,因此壓頭爪厚度和寬度也會影響壓頭的壽命。設置圓形通孔直徑為變量X1,壓頭爪厚度為變量X2,壓頭爪寬度為變量X3,其試驗因素水平表如表2所示。
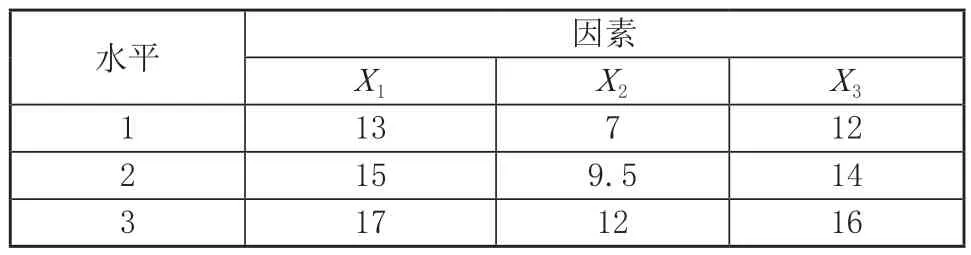
表2 試驗因素水平表(mm)
3.4.2 試驗結果分析
正交表的選取遵循選用的正交表即能容下所有試驗因素,又使試驗號最小的原則,選用L9(34)型正交表,表中第五列為賦閑列[14]。通過ANSYS Workbench對壓頭9種結構進行靜力學分析和疲勞壽命分析,其分析結果如表3所示。
3.4.3 構造回歸函數
將表3的數據錄入到“統計產品與服務解決方案(Statistical Product and Service Solutions)”軟件SPSS中[15],選擇因變量與自變量,得到基于最小二乘法的最大應力、疲勞壽命的線性回歸系數,其中各組系數如表4、表5所示。
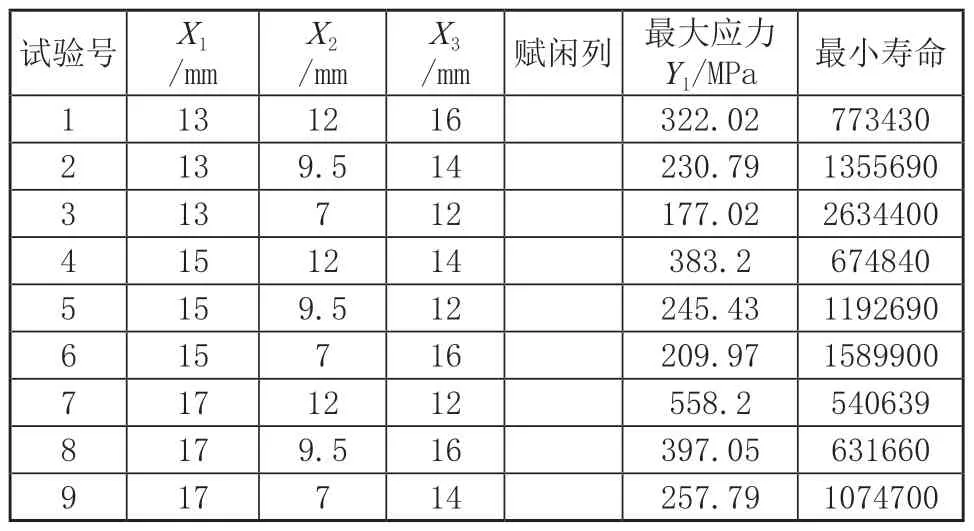
表3 正交試驗分析結果

表4 最大應力系數(a為回歸常數)

表5 疲勞壽命系數(a為回歸常數)
3.4.4 優化函數的建立
根據選擇的設計變量,其集合為X={X1,X2,X3},在最大應力較小的前提下,使得壓頭的疲勞壽命最大。其目標函數為:

壓頭材料為65Mn,取安全系數為1.1,即許用應力[σs]=391MPa,則壓頭的σmax-[σs]≤0。所以,應力約束函數為:

其余尺寸約束為:

由以上條件可得壓頭疲勞壽命的優化函數數學模型為:

在MATLAB優化工具箱[16]中輸入疲勞壽命的數學模型,得出計算結果,圓整后選用X1=13.2mm,X2=8mm,X3=11.5mm。
3.5 優化結果分析
通過正交試驗得到壓頭的最優尺寸,在SolidWorks中建立優化后的模型,將模型導入到ANSYS Workbench中,施加相應的載荷和約束,得到優化后的壓頭應力小于材料的屈服強度,疲勞壽命比之前增加1.52倍。其對比結果如表6所示。
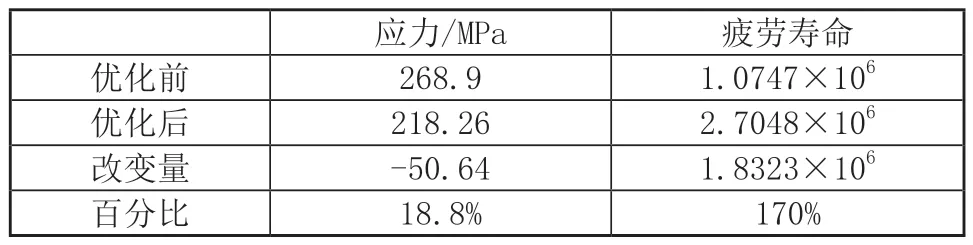
表6 優化結果對比
4 結語
為提高卡簧壓裝機的經濟性和可靠性,本文以卡簧壓裝機的機身和壓頭為研究對象,運用ANSYS Workbench對其進行有限元分析,通過拓撲優化,對機身結構冗余部分進行結構形狀優化,實現了卡簧壓裝機的輕量化設計。對壓頭進行疲勞壽命分析,確定了對其壽命影響較大的幾個結構參數,通過正交試驗建立關于壓頭疲勞壽命的優化數學模型,確定了壓頭合理的設計參數,提高了使用壽命,一定程度上推動了卡簧壓裝機CAD與CAE的結合。同時,疲勞分析也揭示了壓頭易產生疲勞破壞的部位,可通過改善壓頭的材料性能等進一步提高壓頭的使用壽命。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
