磨削加工精密槽口夾具設計
2022-06-28 06:53:14何金龍王廣運
新技術新工藝 2022年5期
關鍵詞:結構
石 鑫,何金龍,熊 云,王廣運
(南昌新寶路航空科技有限公司,江西 南昌 330024)
“十四五”以來,隨著我國國防軍工產業的快速發展,行業項目以及需求訂單的加速落地,國內軍工相關制造企業的生產訂單出現井噴式增長,軍工行業迎來了新的發展歷史機遇。
在某型號操控系統中有這樣一類接頭零件,該零件具有精密槽口結構,其作用為傳輸能夠推動飛機操控桿的扭矩從而實現飛行員在飛機飛行過程中能夠順利地推拉操控桿操控飛行。在該接頭新工藝優化方案實施之前,南昌新寶路航空科技有限公司車間在實際加工該零件的精密槽口時,為了追求高效率加工,一般采用數控銑削的方式,但針對這種零件采用數銑加工的方式風險較高,報廢率較大,零件在加工過程中極易受到銑刀擠削力不均或突變造成零件竄動或位移,精密槽口的加工尺寸就不能保證,槽口平面關于中心平面的對稱度也不能保證,銑削后的零件兩端壁厚明顯不均勻,造成零件大批量報廢,嚴重影響型號節點交付[1-3]。為了確保零件合格交付,應對接頭零件的工藝方案進行優化改進。結合零件自身的結構特點,其具備L垂直面和精密孔結構,再依據傳統數控銑削的加工經驗,對接頭零件的工藝方案進行局部上的優化調整,主要是將初始的數控銑削槽口改為磨削加工保證。考慮到零件的裝夾定位問題,磨削加工的有效進行往往要配合使用一定的工裝夾具,以實現該零件的定位裝夾,從而方便磨削加工。綜上所述,現提出一種全新的精密槽口磨削加工組合夾具,通過使用該組合夾具,不僅能夠實現零件的快速定位裝夾,保證零件槽口的加工精度,而且可以大幅提高零件的磨削加工效率,滿足該零件的批產節點交付。
1 零件的結構分析與技術要求

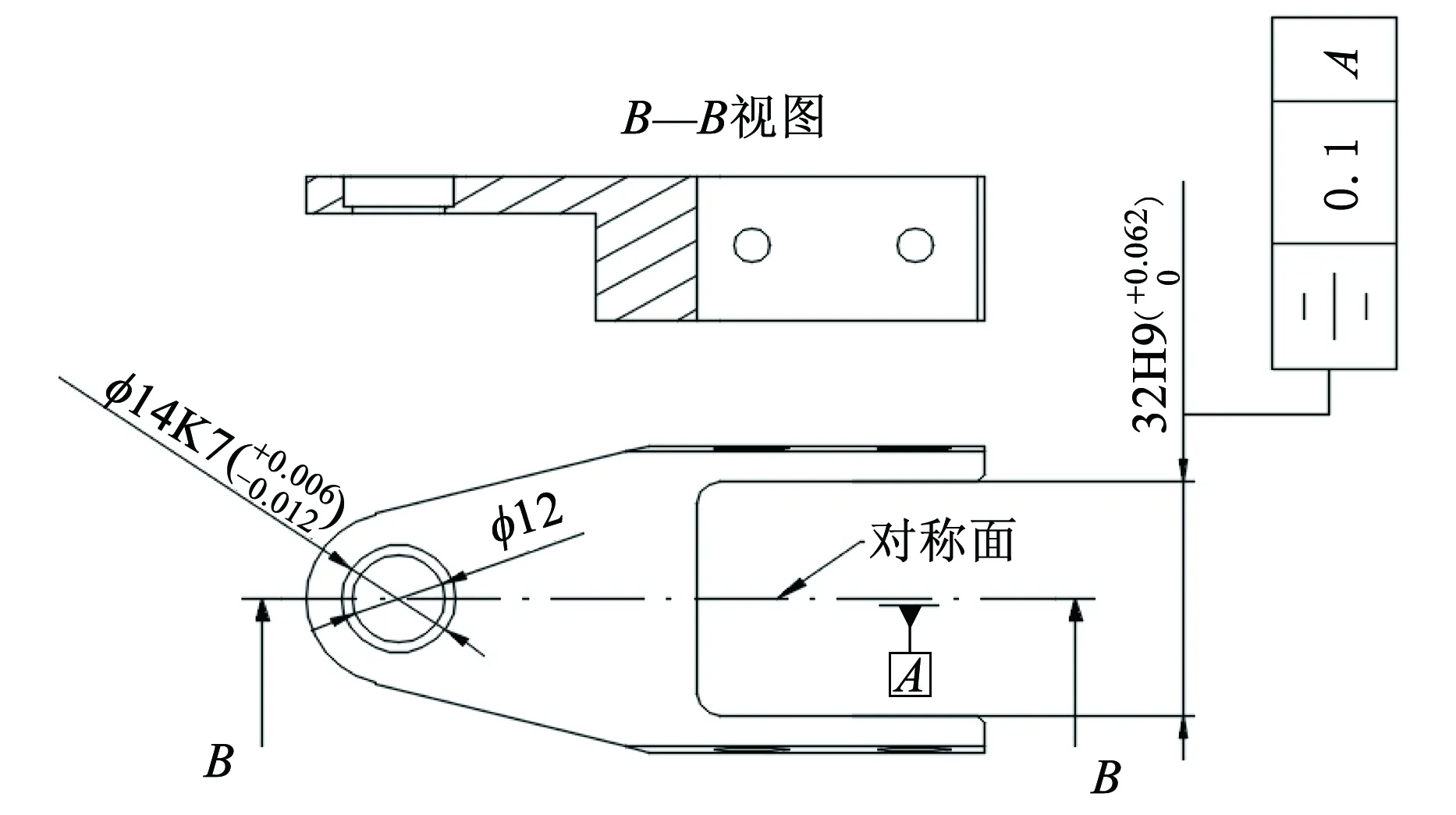
圖1 零件結構
2 夾具設計思路
對于一般零件的磨削加工來說,對零件進行簡單裝夾即可實現,但對于上述接頭零件的槽口磨削而言,裝夾定位較為困難,需設計并自制一套專門的組合夾具實現槽口磨削。
1)根據零件自身的結構特點,選擇定位裝夾的方式,是采用“兩面一孔”還是“兩孔一面”等,這點需要考慮進去[4-5];就該接頭零件而言,正是零件具備L垂直面和耳片處存在精密階梯孔,完全可以考慮L兩面貼合,精密孔定位的方式實現零件的磨削定位裝夾。
2)具體來說,零件存在L直角垂直面,兩面垂直度較高。當L面貼合墊塊平面,還需要考慮如何定位和夾緊零件,避免出現舊數控銑削工藝方案中的零件竄動、局部旋轉位移等錯位現象。為此,做一根精密階梯銷,該階梯銷一端配合插入接頭零件耳片精密孔φ14K7 mm,構成形式上的組合體,另一伸出端穿入墊塊上的精密腰型孔,通過上下調節實現零件的最終定位。伸出端含螺紋結構,用于零件的最終夾緊。
3 夾具結構及各部件功能介紹
圖2和圖3所示分別為該磨削定位組合夾具設計的實體三維圖和裝配爆炸圖。接頭零件整體采用“兩面一孔”的定位裝夾方式,通過L垂直平面實現零件與基體墊塊的貼合,貼合間隙≤0.02 mm,以零件精密孔φ14K7 mm與精密階梯銷配合組合成一個組件整體,再通過階梯銷的光桿伸出端穿插過基體墊塊上的精密腰型孔(光桿外圓與腰型孔同樣是配合關系)實現組件整體與基體的定位,腰型孔上下制出,方便零件L面貼合時的調節,光桿伸出端制有螺紋,用于最后配套螺母的擰緊,從而完成整個零件的裝夾固緊,上述內容完成了整個零件的定位裝夾。其中,階梯銷和基體的材質與接頭零件材質相同,均為30CrMnSiA,需熱處理,階梯銷外圓精度與零件精密孔配合,視零件情況而定;基體各平面應保證互為垂直度≤0.02 mm,由磨削加工完成。
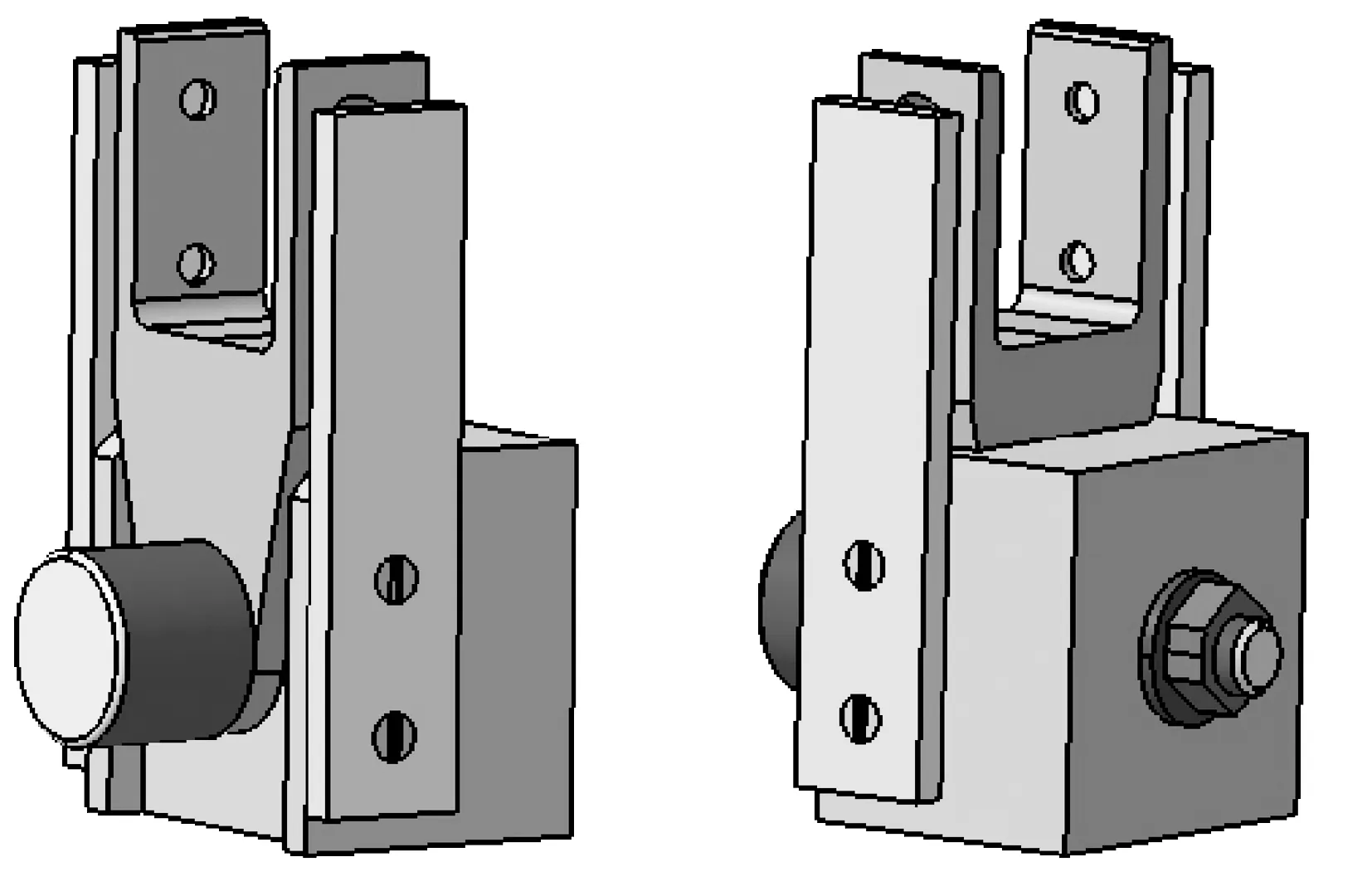
圖2 夾具裝配實體三維圖
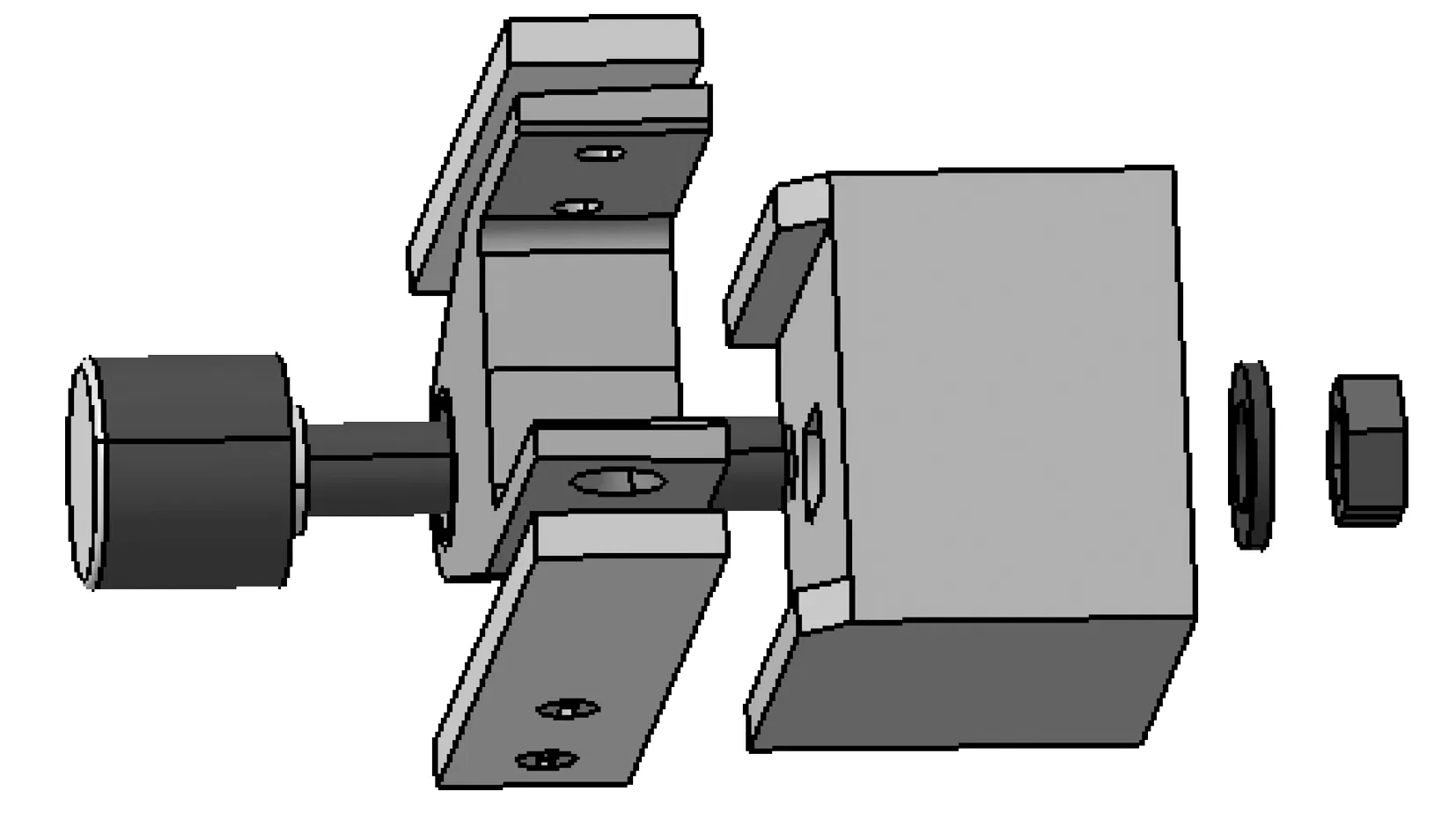
圖3 夾具裝配爆炸示意圖
4 夾具使用方法
圖4和圖5所示分別為該夾具的具體裝配剖視圖和各部件結構示意圖。該磨削夾具主要包含兩部分:精密階梯軸(帶螺紋)和基體(見圖4)。由圖5可以看出,精密階梯軸包含配合軸面、精密配合光桿、裝夾端頭;基體開有精密腰型孔、圓孔。其他輔助裝夾單元包含墊圈、標準螺母、緊固螺釘,另外還配備了檢驗塊,以便磨削加工過程中間接測量對稱度。
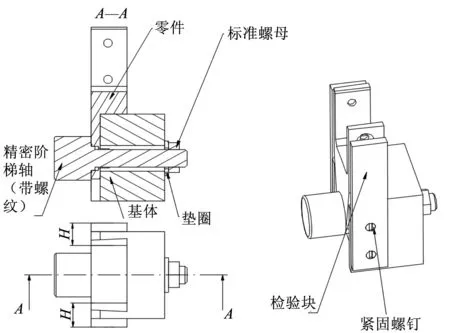
圖4 夾具裝配剖視圖
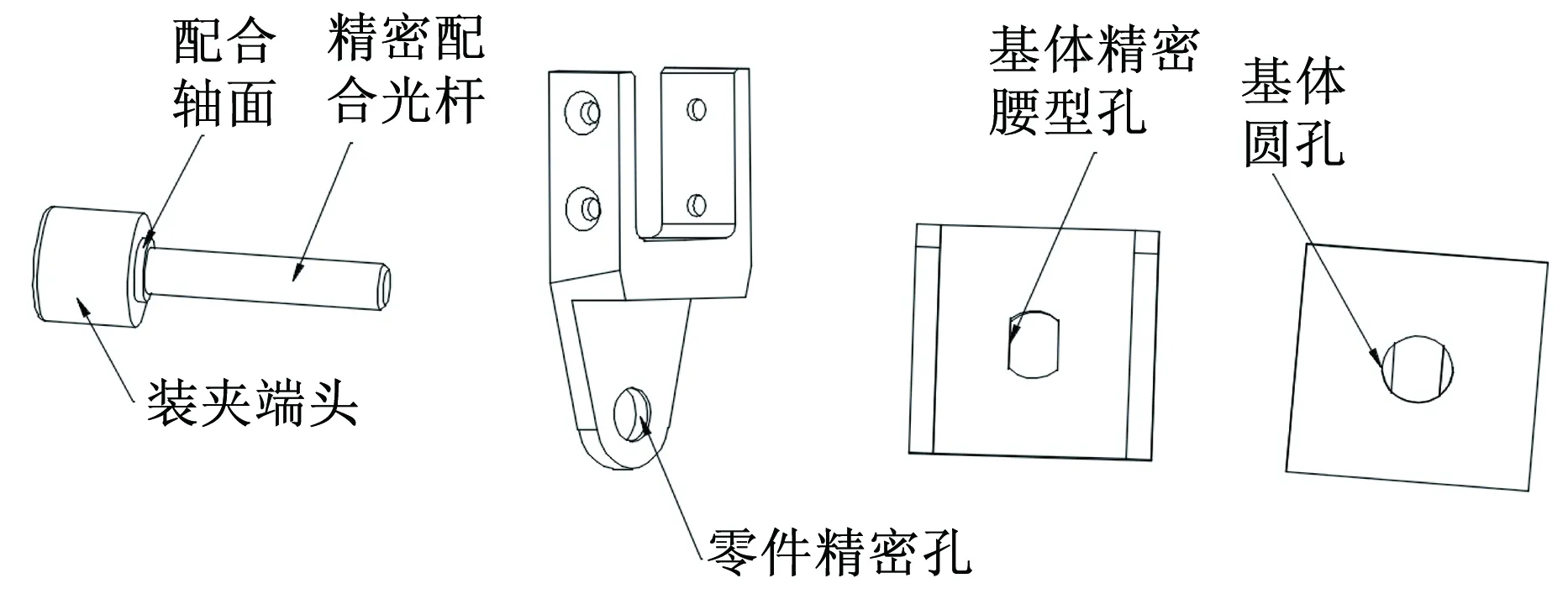
圖5 夾具各部件結構
使用方法:通過階梯銷上的配合軸面和零件耳片處精密孔φ14K7 mm配合,從而將零件與階梯軸套合在一起構成一個組合體,通過階梯銷上的精密光桿伸出端穿插過基體精密腰型孔(兩者配合)。其中,光桿可在腰型孔中上下調節,以確保零件L垂直平面貼緊基體表面,防止磨削加工過程中零件與基體間存在公差外的平面間隙而導致零件位移擺動,影響槽口加工質量。最后當一切完備后,通過配合螺帽擰緊光桿伸出端的端頭螺紋,實現零件的最后裝夾固緊。另外,在精密槽口的實際磨削加工過程中,正是由于磨削工作不會一次加工到位,需要分多次進刀完成磨削,這樣車間磨工便可在每次進刀加工完成后,通過測量槽口內側平面到檢驗塊外表面的距離H,間接測量和確保對稱度[6],最終完成零件槽口的整個磨削內容。
5 夾具設計應思考的問題
夾具設計應思考如下的問題。
1)磨削夾具設計前,應充分考慮零件的結構特點,根據零件的結構考慮裝夾定位方式,包括一些輔助配套零部件[7]。
2)基體各面垂直度應符合加工需求,垂直度應確保在公差范圍內,以免誤差累積到零件的加工上[8]。
3)精密階梯銷應一次成形,超高精度外圓可留余量作為最后磨削加工保證,各階梯外圓符合同軸度需求。另外,光桿螺紋端應考慮實際螺紋夾緊力情況,使夾緊力適中,防止過夾緊或弱夾緊情況出現,導致零件裝夾變形或磨削過程松動,影響磨削加工效果[9-10]。
6 結語
通過上述研究可以得出如下結論。
1)夾具設計整體結構簡單,使用原理通俗易懂,后期維護與管理十分方便。
2)能夠實現零件的快速定位與裝夾,大幅提升零件的磨削加工效率,滿足節點交付任務。
3)可推廣至類似結構的零件加工上,具有一定的啟發意義。自該組合夾具投入生產以來,其所加工出的接頭零件槽口質量十分穩定,合格率高達95%以上,加工效率也得到大幅提高。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50