機器人銑削加工變形誤差視覺測量與補償
2022-06-28 17:46:12邸紅采金永喬胡華洲楊長祺
制造業(yè)自動化 2022年6期
邸紅采,金永喬,胡華洲,楊長祺,高 順
(1.華中科技大學(xué) 機械科學(xué)與工程學(xué)院,武漢 430074;2.上海航天精密機械研究所,上海 201600;3.上海杭和智能科技有限公司,上海 201109)
0 引言
近年來,隨著大型、復(fù)雜零部件加工需求的提高,具備較高靈活性與較大工作空間的工業(yè)機器人被廣泛應(yīng)用于銑削加工中[1,2]。但由于齒輪箱、電機、連桿、關(guān)節(jié)等本體結(jié)構(gòu)弱剛性,銑削加工作業(yè)時機器人末端在切削力的作用下容易發(fā)生變形,其中因關(guān)節(jié)弱剛性導(dǎo)致的末端變形是影響加工誤差的重要因素[3]。目前,通過精度補償技術(shù)對加工誤差進行補償,是降低機器人加工誤差的主要方法之一[4]。
在機器人柔性誤差補償方面,通常通過建立機器人誤差補償模型計算末端變形誤差,并反饋給機器人控制器進行補償。2012年,Cortsen J在建立銑削力預(yù)測模型與機器人靜剛度模型的基礎(chǔ)上,對機器人銑削路徑上的各切削點誤差進行了離線補償[5]。2015年,Berend Denkena通過機器人末端的傳感裝置測量末端受力,結(jié)合剛度模型計算柔性誤差,并實時輸入機器人控制系統(tǒng)進行補償[6]。2017年,黃中秋根據(jù)機器人剛度與末端力信息,推導(dǎo)機器人末端誤差補償模型,并反算至機器人關(guān)節(jié)角進行補償[7]。而通過測量手段進行誤差補償?shù)姆椒?不需要建立具體誤差機理模型,能夠直接測量多種類型作用下的積累誤差,更易滿足機器人加工精度的要求。目前,基于位姿視覺測量的誤差補償研究主要集中在定位誤差面,通常是利用激光跟蹤儀設(shè)備或光學(xué)儀器[8~10],成本高且操作復(fù)雜,不便于構(gòu)建機器人加工誤差測量系統(tǒng)。本文針對機器人銑削加工中的變形誤差問題,建立了主軸編碼標(biāo)志點坐標(biāo)系與機器人末端刀具坐標(biāo)系之間的映射關(guān)系,并在此基礎(chǔ)上提出了利用雙目視覺系統(tǒng)跟蹤測量主軸系統(tǒng)和工件系統(tǒng)編碼標(biāo)志點以獲取刀位點實際位置的變形誤差測量策略,最后通過設(shè)計機器人銑削變形誤差測量與補償實驗,驗證了該方法的有效性。
1 機器人銑削變形誤差視覺跟蹤測量
機器人銑削加工中,關(guān)節(jié)弱剛性導(dǎo)致的機器人末端變形,極大地影響了工件的加工精度。對于具有較高精度要求的加工作業(yè)而言,使用機器人進行銑削需要解決因關(guān)節(jié)柔性而產(chǎn)生的變形問題。本文針對機器人關(guān)節(jié)柔性誤差,使用雙目視覺系統(tǒng)跟蹤測量機器人末端實際位置,進而計算出變形誤差。
在此誤差測量方案中,使用雙目視覺傳感器進行視覺測量,內(nèi)置PowerVision動態(tài)跟蹤系統(tǒng),能夠?qū)?個編碼標(biāo)志點進行動態(tài)跟蹤。編碼標(biāo)志點的具體配置如圖1所示。

圖1 編碼標(biāo)志點配置方式
將四個編碼標(biāo)志點粘貼在機器人主軸上,用以構(gòu)建主軸坐標(biāo)系{Z},另外四個編碼標(biāo)志點粘貼在固定工件的夾具上,用以構(gòu)建工件坐標(biāo)系{obj}。雙目視覺傳感器放置于機器人工作臺外,通過對這8個編碼標(biāo)志點進行跟蹤識別,獲得主軸坐標(biāo)系與工件坐標(biāo)系之間的位姿關(guān)系
由于機器人結(jié)構(gòu)剛度遠小于刀具-主軸剛度,變形誤差主要發(fā)生在機器人關(guān)節(jié)結(jié)構(gòu)處,本文將不考慮刀具-主軸變形誤差。首先對主軸編碼標(biāo)志點進行配置,建立主軸坐標(biāo)系{Z}與刀具坐標(biāo)系{T}之間的轉(zhuǎn)換關(guān)系此位姿關(guān)系的求解是變形誤差視覺測量方案的關(guān)鍵。下面將具體闡述此坐標(biāo)系關(guān)系標(biāo)定的原理。
機器人處于兩個不同位置時,各坐標(biāo)系之間的關(guān)系如圖2所示。
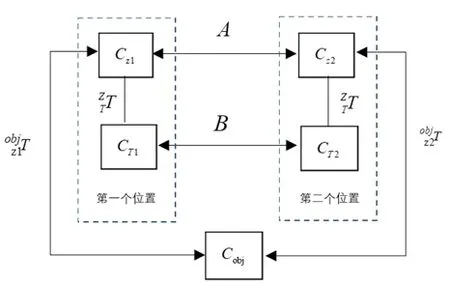
圖2 兩個位置處坐標(biāo)系關(guān)系示意圖
其中,CZi(i=1、2 3...)表示第i個位置的機器人主軸坐標(biāo)系,CTi(i=1、2 3...)表示第i個位置的刀具坐標(biāo)系,Cobj代表粘貼靶標(biāo)后構(gòu)建的工件坐標(biāo)系。在此用A表示坐標(biāo)系CZ1與CZ2之間的位姿關(guān)系,B表示CT1與CT2之間的位姿關(guān)系。

通過雙目視覺傳感器跟蹤識別坐標(biāo)系{obj}與{Z}之間的關(guān)系,進而通過式 計算出矩陣A。

同理,結(jié)合機器人姿態(tài)參數(shù)可計算得到矩陣B。
通過運動機器人到多個位置,得到多組求解方程,如式(3)所示。
其中Rai、tai、Rbi、tbi(i=1 2 3...)分別為機器人第i個位置與第i+1個位置處,矩陣A、B對應(yīng)的旋轉(zhuǎn)矩陣與平移向量。
已知,旋轉(zhuǎn)矩陣是繞過坐標(biāo)系原點的某一向量,旋轉(zhuǎn)θ角得到的變換矩陣。由式中的第i組方程能夠得到:

從而構(gòu)建出求解旋轉(zhuǎn)矩陣R的 方程,如式(6)所示:

其中,kai、kbi分別為旋轉(zhuǎn)矩陣Rai、Rbi對應(yīng)的旋轉(zhuǎn)向量,其求解過程如下所述。
在此給出羅德里格斯變 換公式,如式(7)所示。式中,k為旋轉(zhuǎn)矩陣R對應(yīng)的單位旋轉(zhuǎn)向量,θ為繞旋轉(zhuǎn)向量逆時針轉(zhuǎn)動的角度。

根據(jù)式能夠解得:

下面,給出坐 標(biāo)系旋轉(zhuǎn)變換通式,其表示了某坐標(biāo)系繞過原點的任意向量k旋轉(zhuǎn)θ的變換矩陣的形式。式中sθ=sinθ,cθ=cosθ,Versθ=1-cosθ。

設(shè)給定的任意旋轉(zhuǎn)矩陣:

其對應(yīng)的旋轉(zhuǎn) 向量為k=[kxkykz]T。
對應(yīng)式、中矩陣元素求得:
從而,能夠根據(jù)式求解旋轉(zhuǎn)矩陣R,并代入方程得到平移向量t,完成坐標(biāo)系關(guān)系的標(biāo)定。

機器人刀位點在工件坐標(biāo)系{obj}與刀具坐標(biāo)系{T}下的齊次坐標(biāo)分別表示為objPT與PT。因此,刀位點在工件 坐標(biāo)系下的實際坐標(biāo)objPT可通過式進行計算,由此實現(xiàn)了機器人刀位點實際Z向位置的跟蹤測量如式(13)所示:

對于同一條加工路徑,分別進行機器人空走刀與實際切削兩次測量,記錄刀位點在工件坐標(biāo)系下的實際Z向位置測量數(shù)據(jù)。兩次測量結(jié)果差值即為機器人末端柔性變形誤差。
2 機器人銑削變形誤差視覺測量與補償實驗
根據(jù)本文提出的變形誤差視覺跟蹤測量方法,進行ABB IRB6660工業(yè)機器人銑削鎳鋁青銅的誤差測量與補償實驗。
實驗平臺配置如圖3所示。
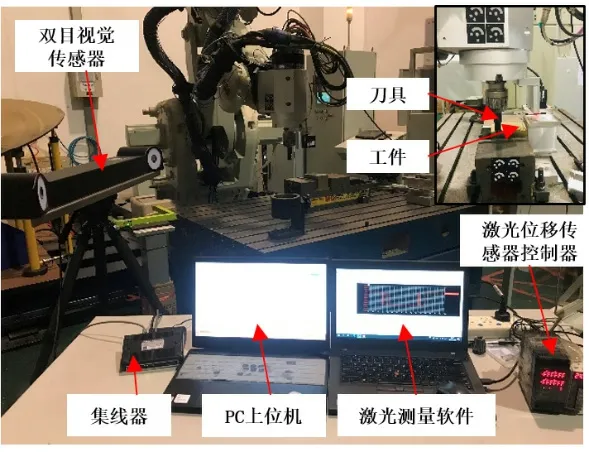
圖3 機器人銑削加工誤差測量與補償實驗平臺
雙目視覺傳感器放置于機器人銑削平臺之外,對8個編碼標(biāo)志點進行動態(tài)跟蹤。PC上位機軟件采集當(dāng)前機器人位姿信息與編碼標(biāo)志點坐標(biāo)系位姿信息,進行坐標(biāo)系標(biāo)定算法與刀位點實際位置的計算。機器人末端夾持直徑25mm、3齒的環(huán)形刀進行銑削,并在末端電主軸上安裝激光位移傳感器,進行銑削實驗中切深誤差的測量。
首先,根據(jù)前文提出的主軸編碼標(biāo)志點坐標(biāo)系標(biāo)定方法,對刀具坐標(biāo)系與主軸坐標(biāo)系之間的位姿關(guān)系ZTT進行標(biāo)定,本實驗使用重定位方式獲取機器人10個不同位姿的信息,完成了坐標(biāo)系關(guān)系的求解,結(jié)果如式(14)所示:
結(jié)合標(biāo)定結(jié)果,進行機器人銑削實驗,銑削方式為順銑,切削參數(shù)設(shè)置如表1所示。

表1 切削參數(shù)
對于同一條加工路徑,分別進行機器人空走刀與實際切削兩次測量,在工件切削時間內(nèi),機器人末端刀位點在工件坐標(biāo)系下的實際Z向位置如圖4所示。

圖4 刀位點實際Z向位置測量結(jié)果
兩次測量數(shù)據(jù)的差值即為機器人末端Z向柔性變形誤差,計算結(jié)果如圖5所示。可得此工件切削段的Z向平均變形誤差為0.17mm。
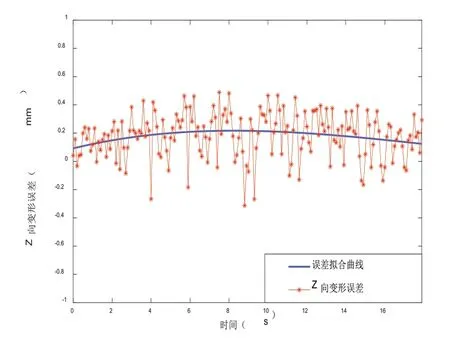
圖5 刀位點Z向變形誤差
在此測量誤差的基礎(chǔ)上,通過鏡像法進行誤差離線補償,即對機器人控制器中的設(shè)置刀路進行修正,使機器人執(zhí)行補償后的銑削路徑。并使用激光位移傳感器測量補償后的切深誤差,測量結(jié)果如圖6所示。
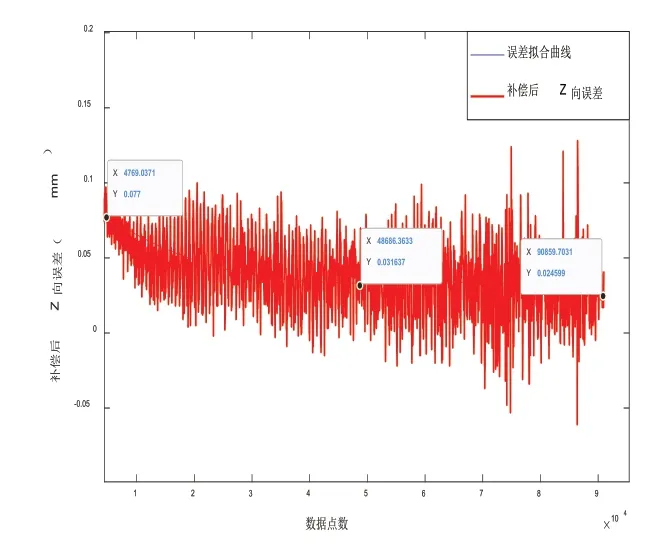
圖6 Z向誤差補償結(jié)果
結(jié)果表明:補償后的Z向誤差量最大值為0.077mm,最小值為0.025mm,平均值為0.043mm。經(jīng)過鏡像離線誤差補償后,機器人平均軸向切深誤差由原來的 0.17mm提升到0.043mm,補償效果明顯。
3 結(jié)語
本文針對機器人銑削中因關(guān)節(jié)弱剛性導(dǎo)致的末端變形問題,提出了一種利用雙目視覺系統(tǒng)跟蹤測量機器人末端實際位置的變形誤差測量方法。結(jié)合機器人位姿信息,通過雙目視覺系統(tǒng)動態(tài)跟蹤機器人主軸系統(tǒng)和工件系統(tǒng)編碼標(biāo)志點,對主軸編碼標(biāo)志點坐標(biāo)系和機器人末端刀具坐標(biāo)系之間的關(guān)系進行了標(biāo)定,進而實現(xiàn)了機器人末端位置的動態(tài)測量。并搭建了機器人銑削變形誤差視覺跟蹤測量與補償實驗平臺,在得到變形誤差的基礎(chǔ)上,通過鏡像法進行了離線補償。實驗結(jié)果表明,補償后的機器人軸向切深精度提高了74.7%,證明了該雙目視覺系統(tǒng)誤差測量與補償方案的有效性。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
