機翼?機身柔順對接裝配及接觸力分析方法
2022-06-30 06:56:48劉之珩劉博峰
南京航空航天大學學報 2022年3期
關鍵詞:模型
羅 群,王 青,劉之珩,劉博峰,張 強
(1.中航西安飛機工業集團股份有限公司,西安 710089;2.浙江大學浙江省先進制造技術重點實驗室,杭州 310027)
飛機裝配是飛機制造過程中的重要組成部分,涉及學科領域廣泛、難度較大,是一項綜合性制造技術[1-2]。其中,機翼裝配精度要求高、配合件昂貴、裝配難度大,精度要求在0.05 mm 以內。傳統機翼機身對接裝配使用專用型架配合人工輔助的方式進行裝配[3-4],由于人工操作誤差、型架制造誤差,機翼位姿精度難以保證,而機翼連接結構間隙狹小,裝配過程中產品易發生變形、碰撞和磨損。為了提高裝配質量,目前主要有兩種方式:(1)使用由數字測量系統[5]、數字定位裝置、控制系統組成的數字化調姿定位系統來提高調姿定位精度[6-7];(2)使用柔順對接技術來平滑對接過程中的接觸力[8-9]。但上述方式仍難以保證對接裝配的順利進行。原因有:(1)連接結構裝配精度要求高且要盡量避免發生碰撞、磨損等現象,目前調姿定位系統尚難以做到;(2)由于裝配部件質量較大,安裝到夾緊設備上時會出現部件與設備在位姿上的偏差,這種偏差可能會對后續的對接過程產生不利影響;(3)柔順對接機構雖然一定程度上可以平滑、降低對接過程中的接觸力,但由于沒有科學的接觸力計算模型,對接過程中仍存在接觸力過大的可能。為了應對上述問題,本文建立了接觸力計算預測模型,可以根據裝配參數,通過測量部件在對接開始前的位姿偏差,提前計算、預測出裝配過程中裝配件受力最大值。如超過閾值則終止對接,避免了對接過程中因接觸力過大而導致裝配件的損傷。機翼常用的連接方式有軸孔式連接結構[10]和叉耳式連接結構[11],本文以叉耳式連接結構為研究對象。
1 機翼裝配數字化調姿及柔順對接機構
機翼結構形式多種多樣,如邊條翼、后掠機翼、前掠翼和三角翼等,翼身對接形式也不盡相同,如叉耳、軸孔和齒墊等形式。為降低制造成本、提高裝配效率,需要設計一種面向機翼對接裝配的柔性工裝,通過快速重構滿足不同機型、不同連接形式的對接裝配要求。
基于上述需求,浙江大學飛機數字化裝配課題組設計了一種結合數字化調姿定位技術與柔順對接技術的機翼數字化調姿對接系統[10,12]。該系統既可以滿足機翼在各種小間隙連接形式中的低應力無損裝配,又實現了調姿對接系統與裝配部件“一對多”的模式,不再局限于特定機型、特定對接形式,充分體現了數字化、柔性化的裝配理念。
1.1 機翼數控定位系統
機翼數字化調姿及柔順對接系統一般由機翼數控定位系統完成機翼部件的初始定位,將裝配件的相對偏差控制在一定范圍內,然后在對接過程中,通過柔順對接機構補償該部分偏差,實現低應力無損裝配。機翼數控定位系統主要由底座和調姿定位器組成,如圖1 所示。
1.1.1 數控定位系統底座
底座作為安裝數控定位器等設備的平臺,需要有較強的承重能力與穩定性。底座主要由整體平臺和支撐腳組成。底座長4 200 mm,寬2 900 mm,高850 mm,平臺四角布置有4 處平臺吊點。框架底部布置有升降支撐腳,升降行程450 mm,在機翼對接時使平臺下降,可降低底座重心,提高設備穩定性。
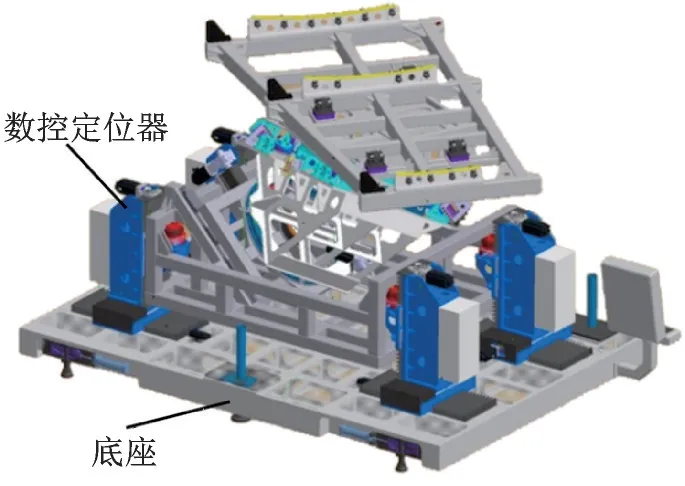
圖1 機翼數控定位系統Fig.1 Digital positioning system of wing-fuselage
1.1.2 機翼調姿數控定位器
機翼調姿數控定位器是一種可以實現X、Y、Z這3 個坐標方向數控移動的模塊化單元,且X、Y、Z軸均采用全閉環控制。每個機翼調姿定位系統含有4 個三坐標數控定位器,共有12 個相互獨立的驅動軸。通過對各個定位器的協同控制,可以實現所支撐產品的六自由度高精度調姿,并確保不會對產品造成撕裂、擠壓等損傷。每臺調姿數控定位器主要由底座、定位軸、各定位軸托板、立柱、定位器電控柜及球頭入位裝置等組成,如圖2 所示。
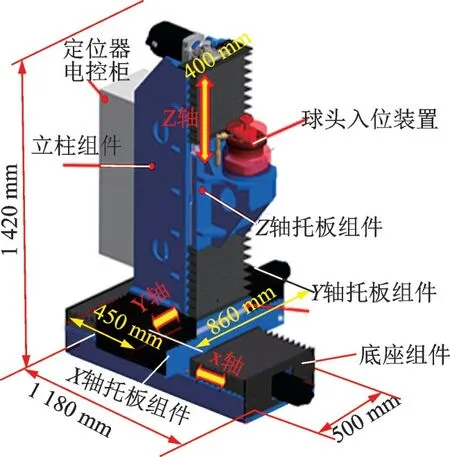
圖2 數控定位器Fig.2 Numerical localizer
1.2 柔順對接機構
如圖3 所示,柔順對接機構主要由五自由度柔順機構和對接進給機構組成。柔順對接機構具備一定誤差適應性。
1.2.1 柔順機構
如圖4(a)所示,五自由度柔順機構主要由上底板、下底板、導向柱、導向套、轉動滑軌、直線滑軌、拉伸彈簧和碟簧等組成。其中,直線滑軌固定在底板上,用于實現下底板的直線運動;轉動滑軌固定在下底板,用于實現上底板的回轉運動;上底板通過球鉸的方式與托架過渡件進行連接;豎向拉伸彈簧連接于固定底板和托架過渡件之間;斜向拉伸彈簧連接于固定底板和上底板之間;碟簧位于導向套內,連接于上底板和托架過渡件之間。
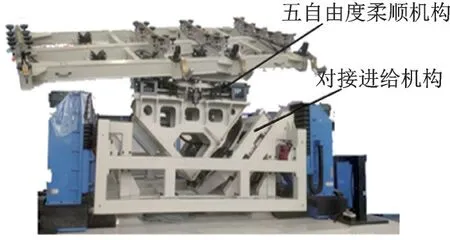
圖3 柔順對接機構Fig.3 Compliant docking mechanism
圖4(b)是柔順機構的機構運動簡圖,圖中坐標系以回轉中心為原點O,直線導軌方向為X軸,縱向為Z軸。圖中,R 代表旋轉副、P 代表平移副、S 代表球鉸副。其中P1即為直線滑軌,連接固定底板和下底板;R1即為轉動滑軌,連接下底板和上底板;上底板和托架過渡件之間通過4 個RPS 運動鏈相連。整體機構而言,固定底板通過P1、R1、4-RPS運動鏈連接到末端平臺即托架過渡件。整個運動機構由12 個構件、5 個旋轉副、5 個平移副、4 個球鉸副組成。
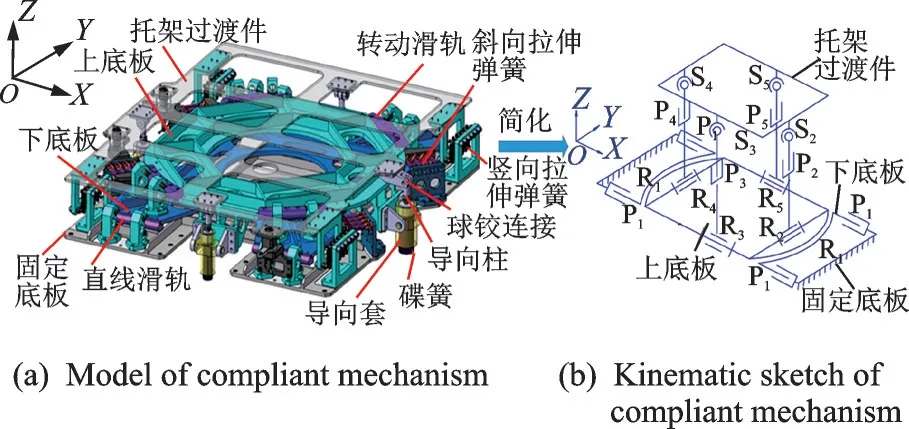
圖4 柔順機構Fig.4 Compliant mechanism
4-RPS 機構存在過約束問題,采用修正的Kutzbach-Grubler[13]算法可以計算整個機構的自由度

式中:n表示構件數,為12;g表示運動副數,為14;fi表示運動副的相對自由度,旋轉副和移動副為1,球鉸副為3;μ表示過約束數,為1;代入計算后得到柔順機構的自由度為M=5。
柔順機構在各個自由度上的彈性剛度為

式中:[KX,KZ,Kα,Kβ,Kγ]分別為整個機構即托架過渡件相對于固定底板在X、Z方向上的平移剛度和α、β、γ方向上的旋轉剛度;K1、K2、K3分別為每組豎向拉伸彈簧、斜向拉伸彈簧、碟簧的勁度系數;lX、lY分別為兩組豎向拉伸彈簧幾何中心沿X、Y方向上的距離;R、r分別為斜向拉伸彈簧、碟簧距離上底板回轉中心之間的距離;θ為斜向拉伸彈簧與X軸的夾角,大小為45°。
1.2.2 柔順機構進給軸
為了裝配能夠順利對接,在柔順平臺中加入了對接進給軸,用于推動部件完成對接。通過電機驅動蝸輪蝸桿及滾珠絲桿帶動對接進給組件運動,如圖5 所示。

圖5 對接進給機構Fig.5 Docking feed mechanism
為了避免對接過程中裝配件因受力過大而損壞,需要對進給力進行監測,規定對接過程中進給力不能超過設定閾值(與材料特性與裝配安全系數有關,不在本文討論范圍之內)。為了獲得進給力,安裝了扭矩傳感器。通過扭矩傳感器的讀數T,可由式(3)算出對接過程中的進給力FZ。

式中:η為滾珠絲桿傳動效率;Ph為導程,均可由所選滾珠絲桿型號獲得相應參數;T0為接觸前的扭矩;T為當前接觸狀況下的扭矩。
柔順對接機構雖然可以一定程度上平滑翼身對接過程中的接觸力,但由于缺乏科學的接觸力計算模型,對接過程中仍存在部件因接觸力過大而導致損傷的可能。因此,需要建立一套連接結構在柔順對接過程中的接觸力模型。通過該模型可以根據對接開始前的位姿誤差計算預測對接過程中的接觸力大小,以接觸力大小為指標對位姿誤差進行限定。此外,還可以根據該模型與調姿數控定位系統的位姿精度,指導柔順平臺的設計。
2 叉耳式連接結構柔順對接過程接觸力建模
在叉耳式連接結構對接中,由于連接結構相互干涉、擠壓、碰撞會產生接觸力,接觸力主要包括兩類:接觸區域的受力、接觸區域附近產生的應力。接觸力過大可能導致叉耳式連接結構在對接過程中出現擦傷、磨損甚至變形,因此接觸力水平是衡量對接質量的重要指標。
2.1 對接模型簡化
典型的機翼叉耳裝配結構如圖6 所示。機身位置固定,機翼通過夾緊裝置固定在柔順進給機構上,通過電機控制柔順進給機構完成裝配。機翼的叉耳裝配需要滿足精密的配合要求,同時不能對配合面造成刮擦。
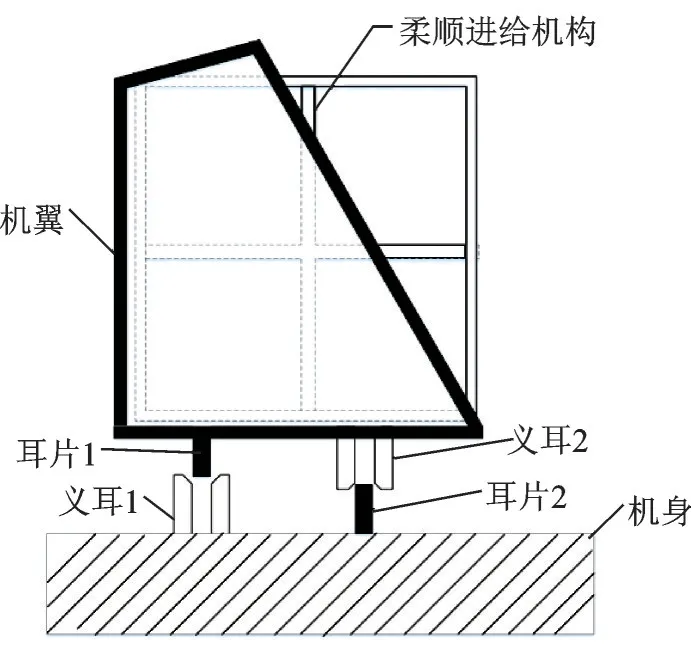
圖6 機翼叉耳裝配示意圖Fig.6 Assembly schematic of wing fork-lug
機翼的裝配中共有6 組叉耳對接結構。對接裝配過程中以其中一組叉耳為基準進行調姿、匹配和對接,其他的叉耳結構均為間隙較大的間隙配合,這樣可以避免在對接過程中其余結構先接觸,保證第1 組叉耳的順利對接裝配。對接完成后單雙叉耳之間的配合尺寸為33F8/h7(雙面配合間隙為0.025~0.089 mm)。這種裝配精度不能簡單地通過數字裝配的方式來進行,需要使用柔性裝配技術來完成。同時,應盡可能降低配合面的受力、避免配合面的損傷。
在翼身對接開始前,叉耳式連接結構的位姿偏差可以用(X0,Y0,Z0,α0,β0,γ0)表示。其中,X0、Y0如圖7(a)所示,由于Z方向為對接方向,所以Z方向的平移誤差可以不記入考慮。其中Y方向的平移誤差并不會影響對接過程中關鍵結構受力,建模過程中可以忽略。因此,平移誤差主要考慮X0。
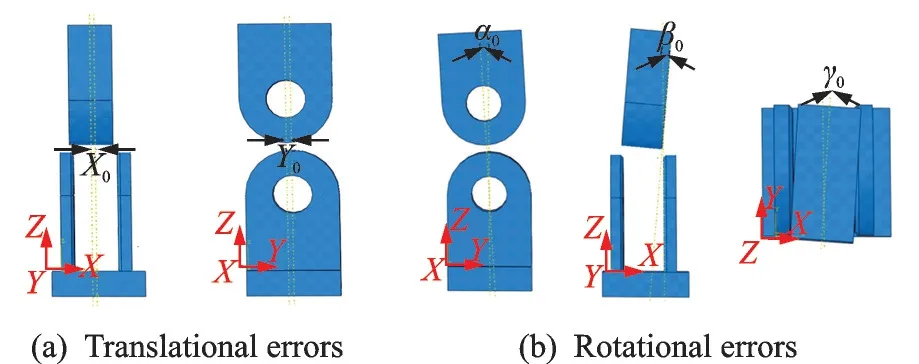
圖7 叉耳式連接結構的位姿偏差Fig.7 Pose errors of fork-lug connection structure
如圖7(b)所示,α0由于不會影響對接過程中關鍵結構的受力,在建模過程中可以忽略。結合叉耳式結構對接的結構特點,γ0在對接過程中并不會在柔順導向的作用下發生變化,暫不考慮γ0。因此轉動誤差主要考慮β0。綜上所述,叉耳式結構柔順對接過程可以轉化為YOZ平面內的二維模型。如圖8 所示。
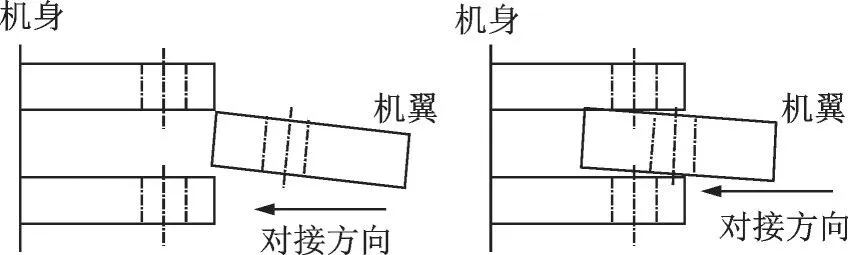
圖8 叉耳式連接結構柔順對接模型Fig.8 Compliant docking model of fork-lug connection structure
2.2 接觸力分段建模
為了將機翼叉耳柔順裝配問題簡化為數學模型,應當先做出如下假設[14-16]:
(1)由于在對接過程中相對偏差較小,對接過程中不考慮配合件的形變。
(2)柔順機構的轉向剛度Kθ和側向剛度KX相互獨立且保持恒定。
(3)由于機翼部件的剛度大于柔順機構的剛度,同時對接過程中的位移形變很小,所以假設所有的位移形變均發生于柔順機構的彈性形變。
(4)由于進給速度較為緩慢,整個對接過程可以假設為準靜態狀態。
(5)主要關注對接過程中配合件之間的受力情況,并不研究對接過程中對接軸的驅動能力,所以可以忽略重力的影響。
按照上述假設,機翼的叉耳裝配過程可以簡化為一個二維模型。如同前文所述,本文假設以托架為基準進行調姿,因此進給方向偏差幾乎為零。偏差主要出現在機翼與機構的相對位姿:側向偏差X和角度偏差θ。
其中,側向偏差X以向左為正,角度偏差θ以繞夾緊機構逆時針旋轉為正。X0為初始側向偏差,θ0為初始角度偏差,這兩個量在機翼固定在柔順進給機構后可以測量得到。根據不同情況下側向偏差X0和角度偏差θ0的正負,如圖9 所示共有4種情況。
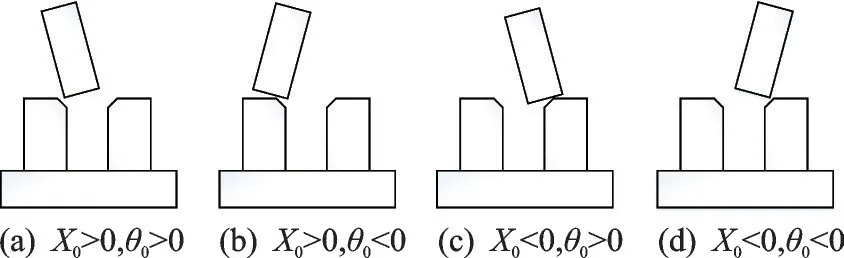
圖9 初始X0和θ0 的4 種情況Fig.9 Four cases of X0 and θ0
裝配過程中的主要參數如圖10。其中,L為耳片的長度,w為倒角高度,α為倒角角度,h和H分別為耳片厚度和雙叉耳的間距,c為雙叉耳厚度,D為叉耳直徑,P為雙叉耳長度,FX為柔順進給機構的側向力,FZ為進給力,M為彎矩。

圖10 主要參數及其示意圖Fig.10 Main parameters and schematics
如圖11 所示,整個裝配過程分為4 個階段:(1)接近倒角,(2)通過倒角,(3)單側面接觸,(4)雙側面接觸。由于階段(1)不發生接觸,沒有對接力出現,故從階段(2)開始進行分析。

圖11 裝配過程的4 個階段Fig.11 Four stages of assembly process
2.2.1 通過倒角階段
在不考慮進給力等其他因素的情況下,裝配成功進行的要求即是:耳片與叉耳初次接觸時,耳片外沿至少應落在倒角外沿之內。這一關系的數學表達式為


圖12 初始接觸狀態Fig.12 Initial contact state
如圖13 所示,此階段耳片與倒角相接觸。本文假設初始狀態下側向偏差X0和角度偏差θ0均為正,其余情況類同。同時加入自變量l,即接觸點與孔截面之間的距離,l0即為初次接觸時的距離。計算可得

式中:FX為柔順進給機構的側向力,FZ為進給力,M為彎矩。接觸點的壓力為N1,摩擦因數為μ,摩擦力為μN1。同時,由于角度偏差θ通常小于2°,所以可以進行一定程度上的化簡。綜上,可以推導出這一階段的受力模型。
幾何方程

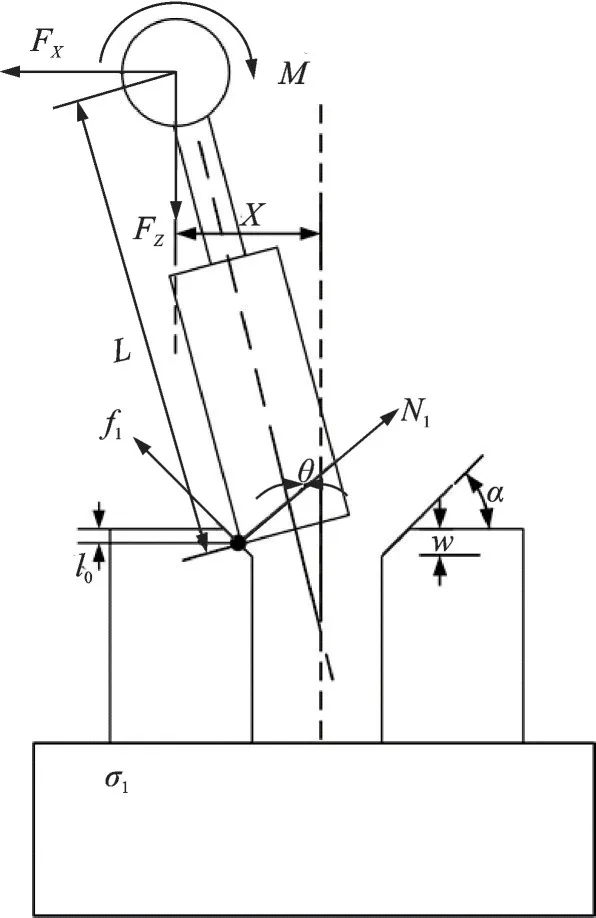
圖13 通過倒角階段示意圖Fig.13 Schematic of going through the chamfer stage
受力方程
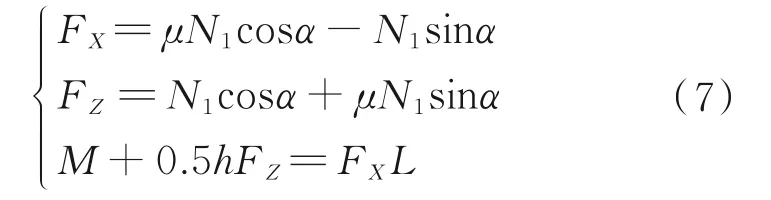
最大正應力方程

物理方程
式中:Kθ和KX為整個柔順進給機構的轉向剛度和側向剛度。最后聯立方程解得
式中:FX、M、FZ、N1均為自變量l的一元函數,且
2.2.2 單側面接觸階段
單側面接觸的情況下,各個部件參數及受力情況如圖14 所示。耳片受到的壓力N1和摩擦力f1分別垂直和平行于耳片的表面。同時,為了區分各個階段,定義新的自變量l1=l-w,即下端面到倒角下沿的距離。
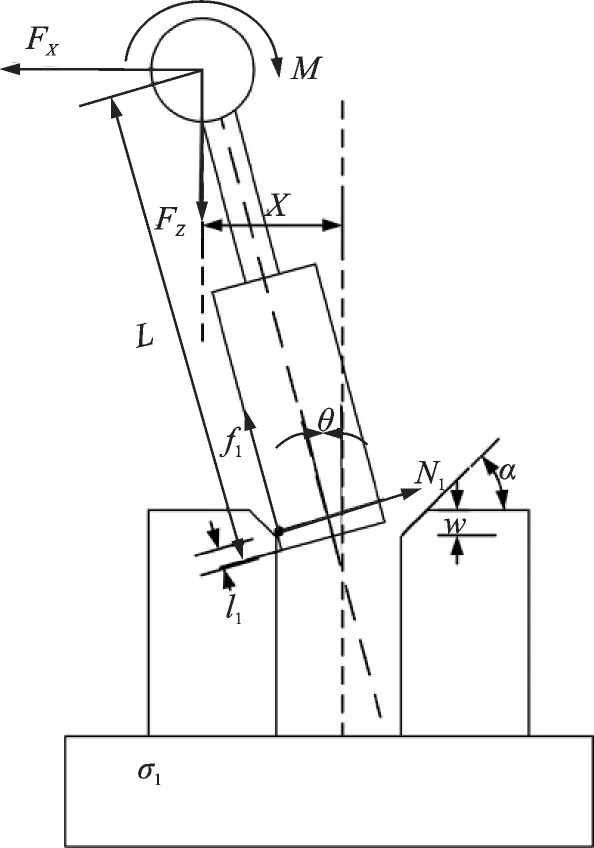
圖14 單側面接觸階段示意圖Fig.14 Schematic of single side contact stage
同理,幾何方程

受力方程
最大正應力方程物理方程

最后聯立方程解得
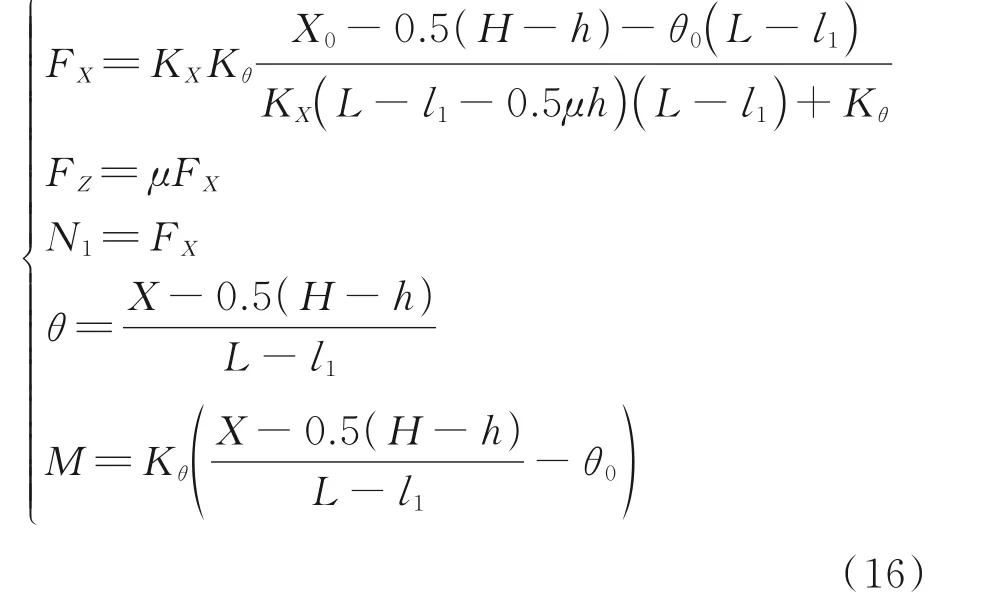
式中

2.2.3 雙側面接觸階段
雙側面接觸的情況下,各個部件參數及受力情況如圖15 所示。同時,為了區分各個階段,定義新的自變量l2=l-w,可以列出如下方程。
幾何方程

受力方程

最大正應力方程
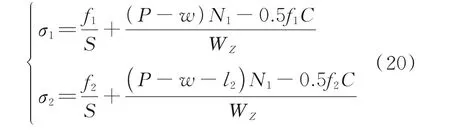
物理方程
最后聯立方程解得


圖15 雙側面接觸階段示意圖Fig.15 Schematic of double side contact stage
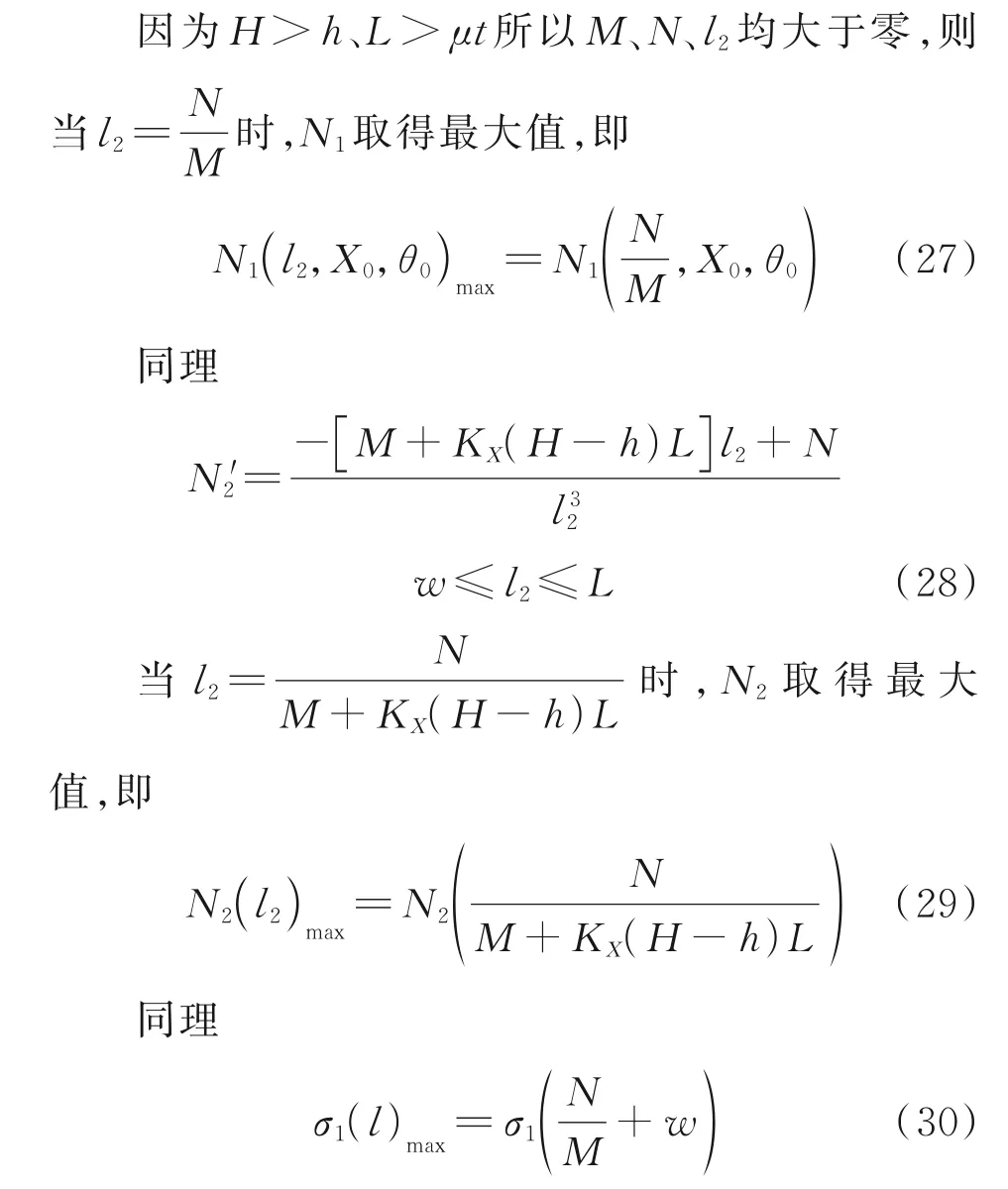
對雙側面接觸階段進行建模時,需要研究單側面接觸與雙側面接觸的臨界情況,即臨界距離ls:由于此時處于單側面與雙側面接觸的極限位置,此時的支撐力N2=0,如圖16 所示。
將上述條件代入,化簡得到

式中

根據韋達定理求解式,再結合實際情況,可得

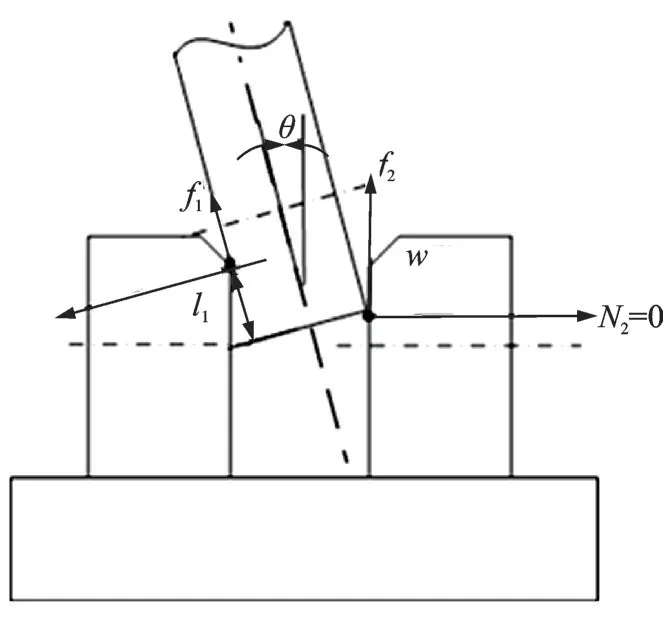
圖16 單側面接觸與雙側面接觸臨界狀態Fig.16 Critical state of single side contact stage and double sides contact stage
至此,得到了叉耳式連接結構柔順對接全過程的接觸力模型。選取模型結構參數h=32.95 mm,H=33 mm,D=70 mm,c=15 mm,L=60 mm,Kθ=2.08×108N·mm/rad,KX=560 N/mm,w=2 mm,α=45°初始偏差θ0=0.05°,X0=0.5 mm。繪制出對接裝配過程中N1、N2、σ1、σ2與進給深度l曲線,如圖17 所示。
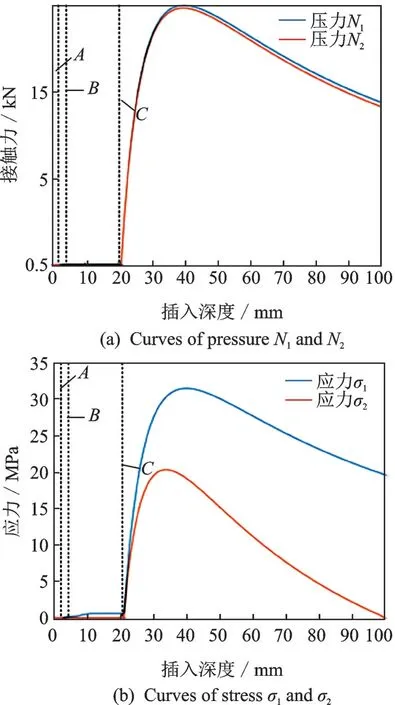
圖17 接觸過程仿真分析結果Fig.17 Simulation analysis results of contact process
圖17 中,虛線A表示叉耳式連接結構對接過程進入倒角接觸階段,虛線B表示進入了單側面接觸階段,虛線C表示進入了雙側面接觸階段。根據圖17 中的壓力和應力曲線可以看出:當叉耳式連接結構對接過程處于倒角接觸階段、單側面接觸階段時,不管是接觸力還是應力都相對較小;進入雙側面接觸階段后,接觸力和應力快速增大,后來隨著叉耳式結構相對位姿的不斷修正,接觸力、應力呈先增后降的趨勢。
2.2.4 最大接觸力預測
基于上述模型,分析在初始偏差X0、θ0確定后,對接過程中接觸力N1、N2的最大值,與關鍵結構應力水平σ1、σ2的最大值。由于N1、N2、σ1、σ2的最大值均發生在雙側面接觸階段。故針對這個階段的N1、N2、σ1、σ2求導,得到

σ2相對復雜,可以通過遺傳算法求解對接過程中的最大值。

因此,在機翼部件對接進行之前,可以根據裝配工裝的工藝參數,通過初始偏差X0、θ0直接對裝配過程中關鍵結構的最大受力、應力N1max、N2max、σ1max、σ2max進行預測,如果預測值超過設定閾值則繼續調整姿態。即通過上述公式,可以根據裝配工裝、工藝要求對初始偏差X0、θ0進行更科學的限制,避免了對接裝配過程因接觸力過大而造成連接結構表面損傷、應力過大的情況。
2.3 有限元分析驗證
本節對五自由度柔順機構叉耳式結構對接過程進行有限元建模分析,并對該數學模型的進行驗證。
2.3.1 材料設置
根據實際項目的需求,作為接觸力分析的主要研究對象,叉耳式連接結構的材料為0Cr13Ni8Mo2Al 鋼。這種鋼材使用雙真空冶煉工藝,是一種高強度的沉淀硬化不銹鋼。這種鋼材的性能優良,除了具有較高強度外,還有良好的斷裂韌性、橫向力學性能。鑒于這種鋼材良好的綜合性能,在宇航、航空航天和核反應堆等領域廣泛應用。根據《不銹鋼實用手冊》,材料密度為7.76×10-9t/mm3,楊氏模量為195 000 MPa,泊松比為0.278。其余部件由于不是本次分析的主要研究對象,近似選取45 號鋼作為材料。
2.3.2 有限元模型構建
考慮到本章主要研究對象為柔順對接過程中叉耳結構的受力情況,主要與五自由度柔順對接機構在對接過程中各自由度方向的運動位移、相應彈簧的剛度相關。且柔順機構在設計時已經進行過校核,對接過程中各部件(除彈簧等柔性部件)幾乎不發生形變。考慮上述幾點,本章基于模型運算能夠收斂的條件下,以提高接觸力分析精度、最大程度還原五自由度柔順機構特性為目的,對五自由度柔順機構有限元模型進行了如下簡化:(1)機構運動學特性直接影響著對接過程中叉耳式連接結構的接觸力大小,因此必須還原:保留了4-RPS 運動機構。同時由于直線導軌與轉動導軌結構復雜且輔助設施繁多,引入模型后會導致運算不收斂,但直線導軌與轉動導軌的運動學特性簡單,因此在模型中刪去相關部分,采用Abaqus 軟件中的connector 功能實現。(2)為了使整個模型運算得以收斂,必須要刪去部分與接觸力無關的部件:如螺栓、螺柱等大量為連接、支撐、固定而安裝的部件。(3)原機構考慮到承載能力、穩定性、自重和便于安裝等因素,為部件設計了許多復雜特征,如加強肋、孔和倒角等,這些特征不會影響連接結構的接觸力大小,但會導致網格劃分質量降低、大大提高模型的運算難度,因此在建模時刪掉了這些特征,合理地將部分部件轉化為形狀規則的部件。
根據上述原則,本章最后保留了固定底板、上底板、4 組RPS 運動機構、托架過渡件、機翼部件和對接組件等主要運動部件,省略了下底板、導軌等輔助部件,將部分不發生相對運動的部件進行合并,刪除了螺栓螺柱等部件,并適當調整柔順機構外形。如圖18 所示。
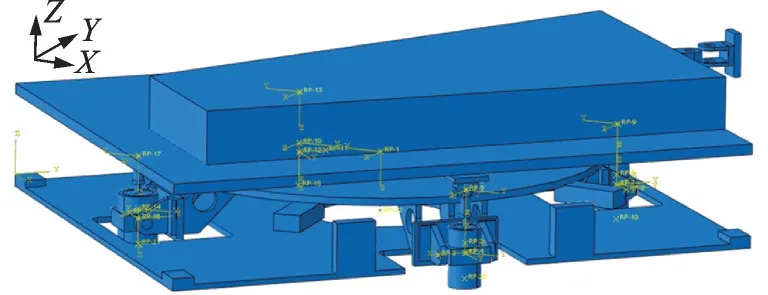
圖18 五自由度柔順對接機構有限元模型構建Fig.18 Finite element model construction of five degrees of freedom compliant docking mechanism
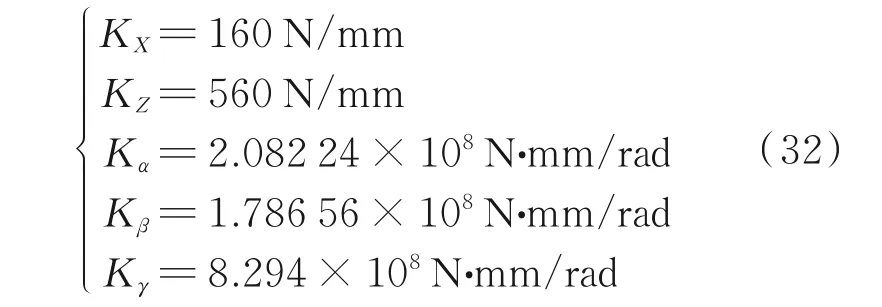
設計模型的運動學關系時,采用連接器與彈簧元件來實現五自由度柔順機構的運動學特性:連接器還原各部分之間的相對運動關系、彈簧元件還原各組件之間的柔性。彈簧參數方面:(1)固定底板與托架過渡件之間的豎向拉伸彈簧,共4 組,每組4根,每根勁度系數為10 N/mm。(2)固定底板與上底板之間的斜向拉伸彈簧,共4 組,每組6 根,每根勁度系數為10 N/mm。(3)位于導向套內,連接導向套與導向柱之間的碟簧,共4 組,每組1 根,每根勁度系數為100 N/mm。設置彈簧單元時,將每組彈簧合并為一根,因此在有限元模型中共包括12 個彈簧單元:位于固定底板與托架過渡件之間的4 個勁度系數K1=40 N/mm 的彈簧、位于固定底板與上底板之間的4 個勁度系數K2=40 N/mm的彈簧、位于導向套內部的4 個勁度系數K3=100 N/mm 的彈簧。根據公式(2),可以計算出各個自由度方向上的等效剛度。
2.3.3 其余參數設置
結合本模型的運動學特性:對接過程中在彈簧、彈性連接器的作用下柔順對接,所以對接過程中分析步選用動力隱式分析步。
由于該模型運動特性復雜,仿真過程不易收斂。為了更容易收斂,在動力隱式分析步之前加入一個靜力通用分析步,在靜力通用分析步中沿對接方向加入一個小的位移,讓對接部件先有一個較小的接觸。此外,由于研究對象為叉耳式連接結構在對接過程中的接觸力大小,為了仿真過程更加容易收斂,設置邊界條件時:將固定底板完全固定,機身沿對接方向與機翼進行對接。此外,將對接過程中不會發生運動的運動方向完全固定,避免出現無法收斂的情況。
相互作用方面,選用surface-to-surface 接觸。根據經驗,設置對接件之間的摩擦系數μ=0.1。
網格劃分的質量關系到模型儲存空間、運算速度和模擬精度。因為本次研究對象為叉耳式連接結構對接過程中關鍵結構的力學特性,同時整個機構運動特性復雜,所以對固定底板、上底板、托架過渡件和4-RPS 運動機構采用四面體網格,并指派C3D10 類型單元。叉耳式連接結構作為主要分析對象,采取六面體網格,指派C3D8R 類型單元,并進行更精細的網格劃分。
2.3.4 有限元結果分析
此次分析的初始偏差為θ0=0.04°,X0=1 mm,部件結構的主要參數為:h=32.95 mm,H=33 mm,D=70 mm,c=15 mm,L=60 mm。本次分析結果如圖19 所示。
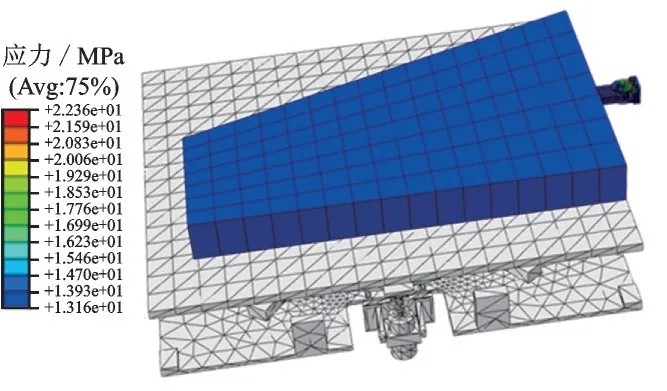
圖19 有限元分析結果Fig.19 Finite element analysis result
由圖17 可知,對接過程中σ1的數值一直大于σ2,因此決定對σ1的結果進行分析驗證。獲取叉耳式結構根部危險截面應力最大值σ1的仿真結果時,主要選取根部中央的點(6 個),對邊緣區域的結點采取抽樣的選取形式(4 個),共選取10 個節點。如圖20 所示。
上述結點在柔順對接過程中的應力變化情況與理論值如圖21 所示。
根據上述結果,可以得出下列結論:

圖20 結點選取Fig.20 Node selection
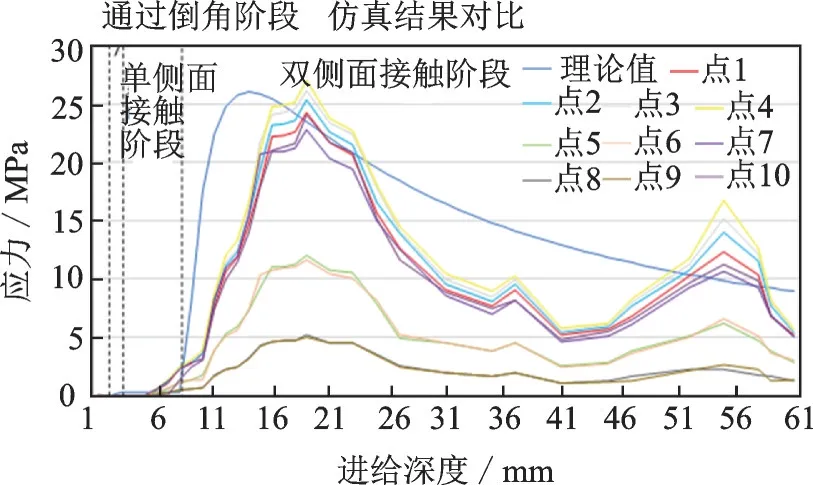
圖21 σ1 理論值與有限元分析結果Fig.21 Theoretical value of σ1 and finite element analysis results
(1)建模過程中σ1為危險截面最大應力值,從圖21 中可以看出,進給過程中截面單元應力最大值約為25 MPa,與理論分析一致。
(2)仿真應力結果與理論值并不完全一致且呈現反復波動的情況,這主要是由于對接裝配過程中接觸面之間存在著一定卡塞現象。
3 結論
通過研究柔順對接機構運動原理、等效剛度和結合叉耳式連接結構的特點,建立了叉耳式連接結構在柔順對接過程中的接觸力模型。該模型可以依據柔順機構等效剛度、連接結構尺寸參數、對接前位姿偏差,對柔順對接過程中的接觸力大小進行預測。最后,通過有限元分析對該模型的正確性進行了驗證。分析結果表明,叉耳式結構根部存在最大應力。在裝配過程中,應根據接觸力模型分析調整機翼位姿,避免連接結構在對接過程中出現磨損和變形。
本研究首次提出將裝配過程劃分為4 個階段并建立分段接觸力模型,預測出最大接觸應力大小和位置,實現在機翼調姿定位結束后、對接開始之前的“接觸力計算校驗”,優化了翼身數字化柔性對接裝配過程。此外,該模型還可以根據調姿數控定位系統的位姿精度,指導柔順平臺的設計。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19