碳纖維復合材料軸向壓縮性能測試方法對比
2022-07-01 01:58:34袁澤帥王蘊寶王凡文楊云華
宇航材料工藝 2022年2期
李 龍 袁澤帥 王蘊寶 王凡文 楊云華
(1 航天材料及工藝研究所,先進功能復合材料技術重點實驗室,北京 100076)
A(2 火箭軍裝備部駐北京地區第一軍事代表室,北京 100190)
文 摘 軸向壓縮性能一直是復合材料力學性能評價表征研究的難點。本文以國產T800級、M40J級碳纖維復合材料為研究對象,從試驗研究、機理分析、計算模擬等角度,系統對比并分析了四種常用復合材料壓縮性能測試方法的優劣與適用性,提出了優化的測試條件。試驗與模擬結果表明,剪切加載方法(GB/T 3856—2005)易產生應力集中造成試樣提前破壞,使壓縮強度測試結果相比美標剪切加載方法(ASTM D3410—2016)降低約9%;端部加載(SACMA SRM 1R—94)測試結果較美標剪切加載和聯合加載方法(ASTM D6641—2014)高3%~6%。測試條件優化研究中發現,加強片材質對破壞模式影響較大,強界面高強度復合材料適宜采用金屬加強片,弱界面低強度復合材料適宜采用玻璃鋼加強片。分析試樣斷口形貌,剪切加載和端部加載方法都可以觀察到單向復合材料以纖維“跪折”為主的破壞模式。從測試結果和破壞模式來看,端部加載方法是較優的壓縮強度測試方法。
0 引言
碳纖維復合材料因其優異的比強度、比模量、可設計性、耐疲勞等特性,作為主結構材料廣泛應用于航天航空等高端裝備領域[1-3]。目前,隨著碳纖維制備技術的發展,碳纖維拉伸強度不斷提高,近年推出的碳纖維拉伸強度達7 GPa水平,其單向復合材料的拉伸強度亦超過3.5 GPa;然而碳纖維復合材料壓縮性能提升有限,壓縮性能日漸成為復合材料作為航空航天飛行器主結構材料使用的性能短板[4-5],限制其結構減重效率的進一步提升。
為研究碳纖維復合材料的壓縮性能,首先必須建立客觀、精確、一致性好的壓縮性能評價表征方法。當前國內外已建立了多個復合材料壓縮測試標準,包括ASTM 標準、ISO 標準、德國標準、中國國家標準等;然而,由于纖維增強復合材料壓縮破壞機理的復雜性,客觀準確地表征壓縮性能一直是復合材料力學性能測試的一個難點,至今仍未形成意見一致的推薦方法[6-9]。
縱觀國內外壓縮性能測試方法,從壓縮載荷引入方式來看,主要可分為剪切加載、端部加載、剪切-端部聯合加載三類。其中剪切加載夾具最早是美國Celanese 公司發明的圓筒形剪切加載夾具,經過改進發展出相應的測試標準,包括國際標準ISO 14126、德國標準DIN 29971、中國國標GB/T3856—2005、中國國標GB/T5258 中A1 型夾具、ASTM D3410—2016中A 方法等,但由于夾具裝配復雜及精度問題,圓筒型對中方式容易導致試樣屈曲,該方法已經被ASTM D3410—2016 棄用,但國內仍有使用;另一類剪切夾具代表是美國伊利諾伊技術研究院(IITRI)發明的楔形箱體式剪切加載夾具,隨后發展為ASTM D3410標準和GB/T5258 中A2 型夾具。Wyoming 大學發明了一種剪切-端部聯合加載夾具,隨后發展為ASTM D6641—2014 標準和GB/T5258 中B 型夾具,國內有較多單位采用此方法。端部加載壓縮方法的代表是ASTM D695,該方法為啞鈴型試樣,適用于性能較低的復合材料測試,為了適用于高性能復合材料壓縮測試,該方法進行了修訂,即先進復合材料供應商的推薦方法SACMA SRM 1R,該方法為國外復合材料供應商常用方法,在國內應用反而較少[10-14]。
復合材料壓縮測試標準繁多,國內不同單位采用標準不同,針對高性能碳纖維復合材料的對比研究也較少;此外,測試標準中部分參數或條件常為范圍值,并未明確限定,因此,不同單位獲得的復合材料壓縮性能測試結果差異較大,對國內復合材料性能研究帶來不便。本文針對國產碳纖維復合材料的研制需求,采用四種常見的測試方法,進行單向復合材料壓縮性能測試研究。結合壓縮性能測試結果和破壞模式,對比分析不同測試方法的優劣及其機理,研究關鍵參數對測試結果的影響規律,旨在為航空航天領域高性能復合材料壓縮性能的研究與提升,以及評價方法的選取與優化提供試驗參考。
1 試驗材料與方法
1.1 試驗材料
國產T800 級碳纖維,規格為12 K,拉伸強度5.5 GPa,拉伸模量294 GPa,由山西鋼科碳材料有限公司提供;國產M40J級碳纖維,規格為6 K,拉伸強度5.8 GPa,拉伸模量377 GPa。樹脂基體為603 環氧樹脂,自制。復合材料成型用輔料、溶劑,壓縮性能測試用玻璃鋼、鋁合金加強片等均為市購,加強片粘接膠為J47A 膠膜,由黑龍江石化研究院提供。應變片及其粘接膠由中航電測儀器股份有限公司提供。
1.2 復合材料成型
采用溶劑法制備碳纖維/環氧預浸料,碳纖維面密度約為220 g/m2,裁切預浸料并按[0°]10進行單向鋪層,采用熱壓罐工藝成型,固化工藝為130 ℃/1 h+180 ℃/4 h,固化壓力為0.6 MPa。復合材料平板成型后均經過超聲C掃確認制備質量良好后,再進行試驗研究。
1.3 復合材料壓縮性能測試
根據測試標準GB/T 3856—2005、ASTM D3410—2016、ASTM D6641—2014、SACMA SRM 1R—94[15-18],分別制備壓縮試樣件,標準與試樣尺寸等特征如表1和圖1所示,三種加載形式的典型夾具如圖2所示,剪切加載壓縮測試的原理是將試樣裝夾于楔形夾塊中,壓縮載荷通過箱體施加于楔形夾塊上,通過夾塊對試樣的剪切作用,將壓縮載荷引入試樣中。
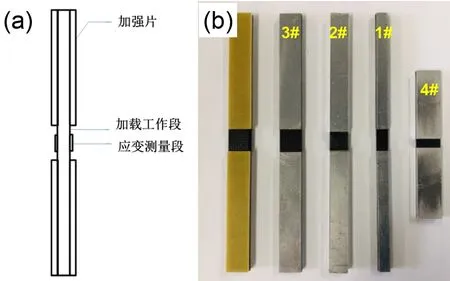
圖1 壓縮試樣特征示意圖及不同標準、不同加強片的試樣照片(編號與表1對應)Fig.1 Schematic of the compression specimens and the specimens following different standard and with different tabs(corresponding with the Table 1)
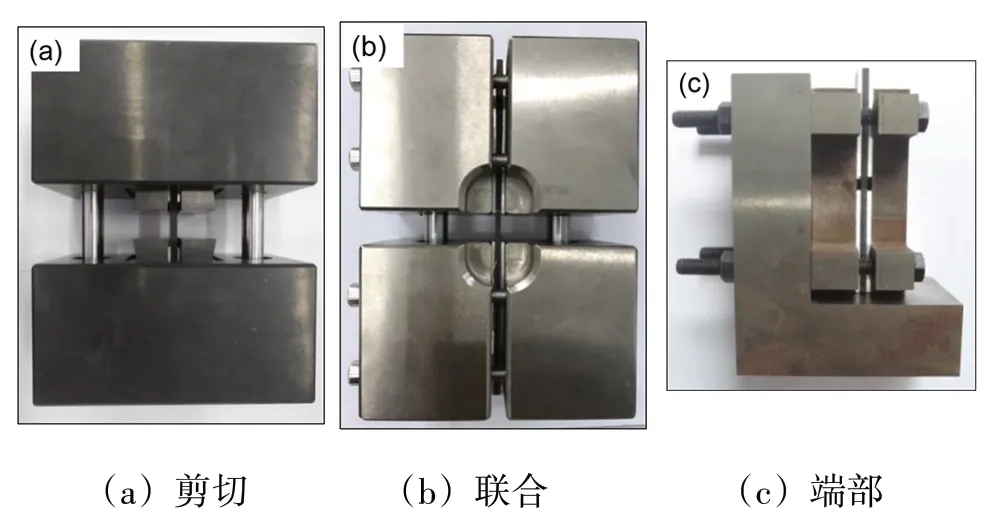
圖2 不同加載引入方式的夾具照片Fig.2 Photographs of compression test fixtures with different loading modes

表1 四種壓縮性能測試標準及典型特征Tab.1 Information of the four standard test methods
端部加載壓縮測試的原理是通過壓盤直接將壓縮載荷施加到試樣端部;聯合加載壓縮測試的原理端部通過壓盤施加端部載荷,同時試樣側面有夾塊夾持,夾塊運動過程中也施加剪切力。采用MTS 公司E45 型電子萬能試驗機測試復合材料0°方向壓縮性能,傳感器量程為100 kN,加載速度為1.5 mm/min。采用粘貼應變片的方法,記錄應變,文中所列力學測試結果均為至少6 個有效試樣的平均值。采用Cam Scan 公司Apollo300 型場發射掃描電子顯微鏡對經過噴金處理后的失效試樣進行斷口分析。
2 結果與分析
2.1 剪切加載測試方法
GB/T3856—2005、ASTM D3410—2016 均屬于剪切加載測試方法,剪切加載方法對試樣的要求是良好的加強片粘貼狀態和試樣平行度,而對試樣端部的垂直度要求不高。
試驗選用了標準中推薦的玻璃鋼和鋁合金兩種加強片。對于T800 級復合材料,選用玻璃鋼加強片或金屬加強片的試樣破壞模式都是正常的[圖3(a)和(b)],測試結果差異較小。而對于M40J 級復合材料,選用金屬加強片時,采用膠膜粘貼加強片的升溫固化過程中,由于膠膜固化收縮以及復材與金屬熱膨脹系數不匹配,在內應力作用下,尤其對于各向異性程度很高的單向復合材料,弱界面容易引起試樣分層開裂[圖4(a)];當選用玻璃鋼加強片時,M40J級復合材料試樣無異常,但在剪切加載方式下,試樣的破壞常呈現為加強片脫落[19],表層纖維從試樣上撕裂[圖4(b)],這種破壞模式表明膠膜的粘接效果能達到剪切加載要求,但復合材料的層間結合力弱于夾具施加的剪切載荷,導致試樣破壞為表層纖維在剪切作用下的撕裂破壞,無法實現試樣的壓縮破壞。這說明,剪切加載方法不適用于弱界面復合材料壓縮性能測試。
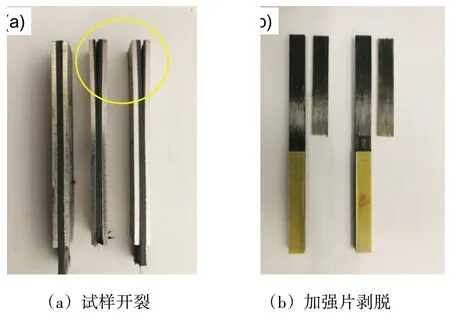
圖4 M40J級復合材料異常破壞模式Fig.4 Unacceptable failure modes for M40J-grade carbon fiber reinforced composites
對比國標和美標的壓縮數據,從表2可以看到,國標測試方法獲得的壓縮強度明顯低于美標測試方法,且斷口幾乎全部集中在工作段根部[圖3(c)];分析認為,國標方法獲得壓縮強度偏低,一方面是夾具配合精度稍差[20],另一主要原因是試樣工作段長徑比較大,更容易失穩,加強片根部的應力集中可能比較明顯,導致試樣發生提前破壞。
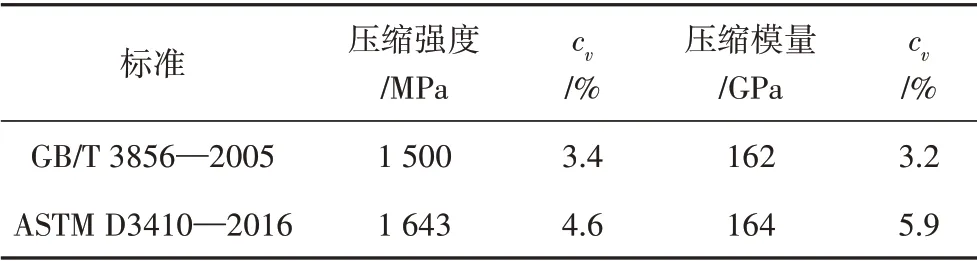
表2 不同剪切加載壓縮測試方法測得的T800級復合材料壓縮性能Tab.2 Compressive properties of T800-grade carbon fiber reinforced composites determined by different shear-loaded compression methods
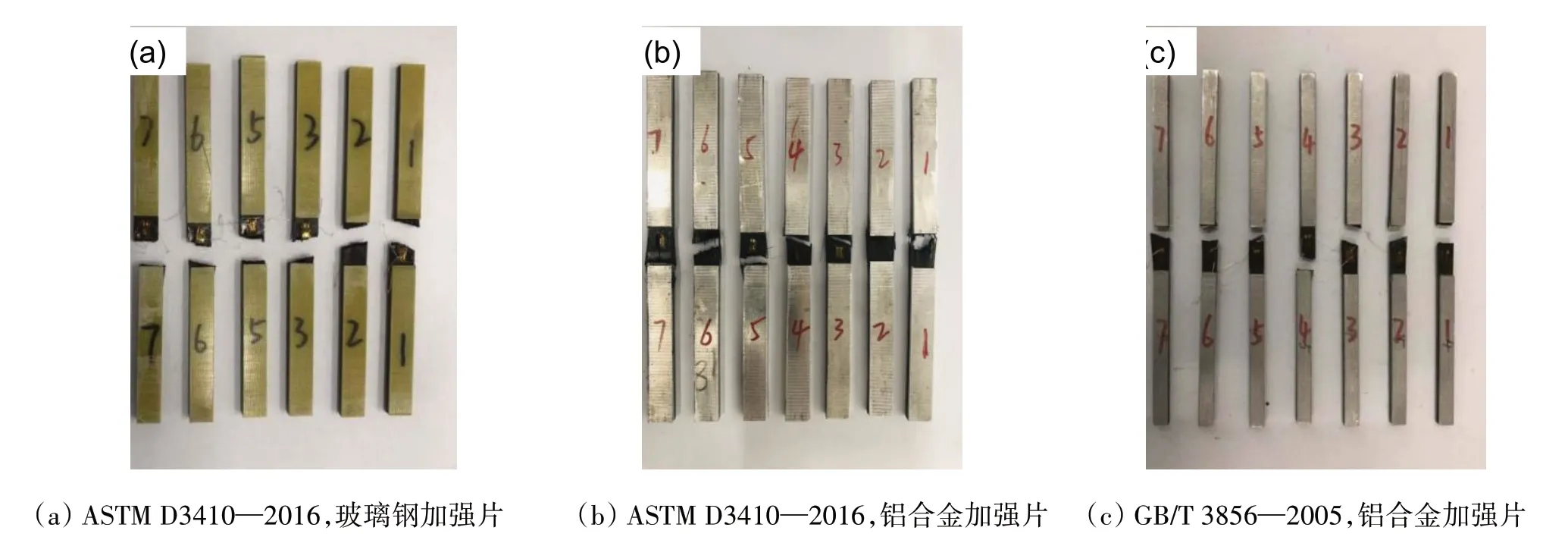
圖3 T800級復合材料軸向壓縮破壞試樣Fig.3 Damaged specimens of T800-grade carbon fiber reinforced composite following different methods
為驗證上述分析,進一步建立計算模型分析兩種剪切加載方法影響機理。針對試樣制備與測試實際過程,建立3D 有限元模型,加強片與試樣設置為完全粘接狀態,模型中固定試樣一端,在另一端施加1%的壓縮應變,考慮裝樣及加工誤差,設置1°的加載偏角,模型中主要輸入參數如表3所示,計算不同尺寸試樣的應力應變分布,結果如圖5所示,從有限元模擬結果來看,兩種材料0°方向應變差別不大,在90°方向產生應變集中的現象,應變最大區域發生在工作段與加強片過渡區的邊緣。從表4計算結果可以看到,國標方法中90°方向應變高于美標方法,應變集中系數(單位應力下的應變)高于美標方法;分析認為,對于單向復合材料,90°方向最大應變更大,壓縮過程中應更容易產生界面脫粘,誘發試樣壓縮失穩提早發生,從而導致國標方法的測試結果偏低,且破壞較多發生在應力集中的加強片過渡區。
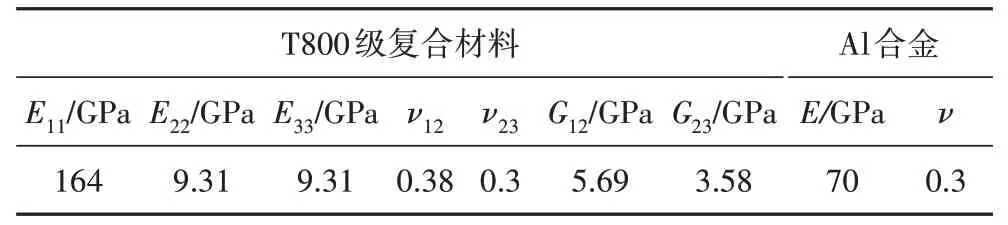
表3 模型中輸入的材料參數1)Tab.3 Input parameters for the finite element model1)
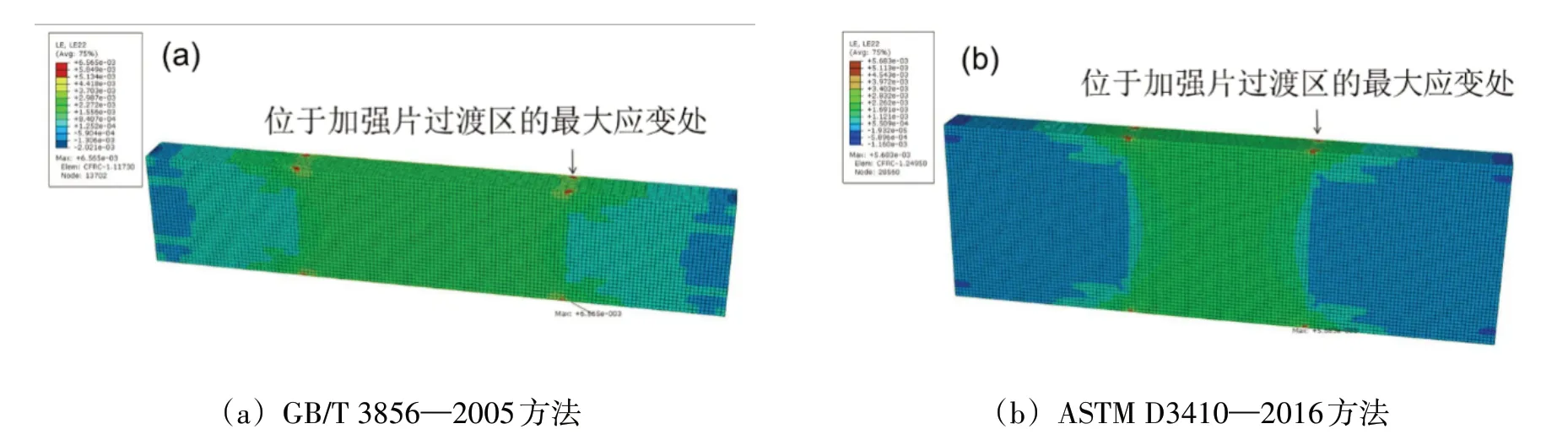
圖5 不同剪切加載方法中壓縮試樣應變分布Fig.5 Calculated strain distribution in finite element model for the specimen with different shear-loaded compression test methods

表4 壓縮試樣y向應變計算結果Tab.4 Calculated strain in y-axis of the compression specimen
2.2 端部加載測試方法
端部加載可直接引入純的軸向壓縮作用力,規避剪切加載對試樣層間結合力的要求。同時由于本身引入的是純的單向壓縮作用力,可以使工作段的長度足夠短,盡量避免產生歐拉屈曲現象。端部加載對試樣垂直度要求較高,測試過程中應關注并避免端部壓潰現象和支撐塊對試樣軸向產生的冗余作用力[13,21],因此,重點研究加強片材料和支撐塊夾持力對測試結果的影響。
對比玻璃鋼和金屬兩種材質加強片,從破壞模式看,對于國產T800級碳纖維復合材料,當選用玻璃鋼加強片時,端部破壞現象較多,且隨著支撐塊夾持力的增大,端部破壞更加顯著(圖6)。這是由于T800級碳纖維復合材料壓縮強度高(1.5 GPa 以上),試樣破壞的極限載荷大,導致端部承受較大的擠壓載荷,而玻璃鋼材質加強片的強度和模量都比較低,在較大的擠壓載荷下易發生破壞,端部加強效果不足,導致壓縮強度測試結果偏低(表5)。當更換為金屬加強片后,如圖7(a)所示,明顯消除了端部壓潰的現象,試樣破壞模式主要為工作段內的橫向剪切破壞,是典型的纖維“跪折”效應導致的宏觀壓縮破壞模 式,測試結果也相對較高。
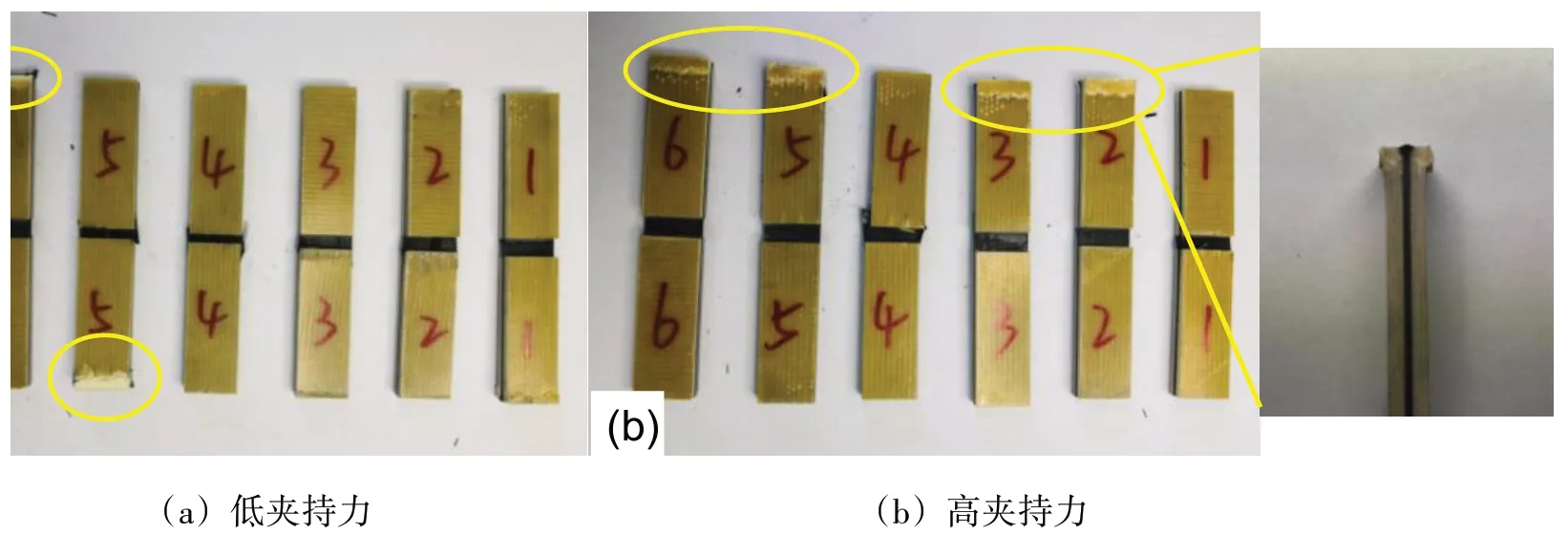
圖6 端部加載測試方法中的T800級復合材料端部壓潰現象Fig.6 End crush of the T800-grade carbon fiber reinforced composite specimens following the end-loaded compression method
對于國產M40J 級碳纖維復合材料,如前所述,采用金屬加強片容易造成單向復合材料分層開裂的現象;而弱界面會降低復合材料壓縮強度[22],M40J復合材料的壓縮強度約是T800復合材料的2/3,破壞載荷相對較低,采用玻璃鋼加強片時未出現端部提前壓潰的現象,試樣破壞模式為工作段橫向剪切破壞,縱向劈裂、開花等破壞模式[圖7(b)],后者與M40J級復合材料較弱的界面結合有關。
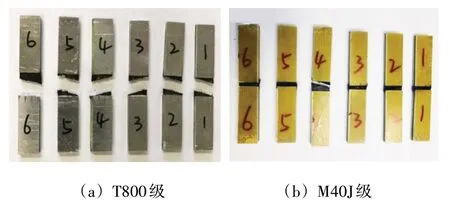
圖7 端部加載測試方法中的T800級和M40J級復合材料的正常破壞模式Fig.7 Acceptable failure mode of the specimens following the endloaded compression method:T800-grade carbon fiber reinforced composite;M40J-grade carbon fiber reinforced composite
改變試樣支撐塊上的螺栓扭矩可以調整對試樣的夾持力,參照標準推薦范圍設置不同螺栓扭矩,表5是不同夾持力下復合材料壓縮強度測試結果。當螺栓扭矩為0.4 N·m 時,測試結果相對較高;當進一步增大螺栓扭矩,過大的夾持力將顯著增加試樣與支撐塊之間的摩擦力,限制試樣工作段的形變,同時,端部破壞的現象隨夾持力增大而增多(如圖6b所示),干擾壓縮強度測試結果準確性。夾持塊的作用是限制試樣發生面外變形,避免產生歐拉屈曲,實際試驗表明,0.4 N·m以下的螺栓緊固力不足以限制試樣晃動,0.4 N·m 的螺栓緊固力足以支撐試樣,同時能避免過多的摩擦冗余力,是較優的夾持力大小。
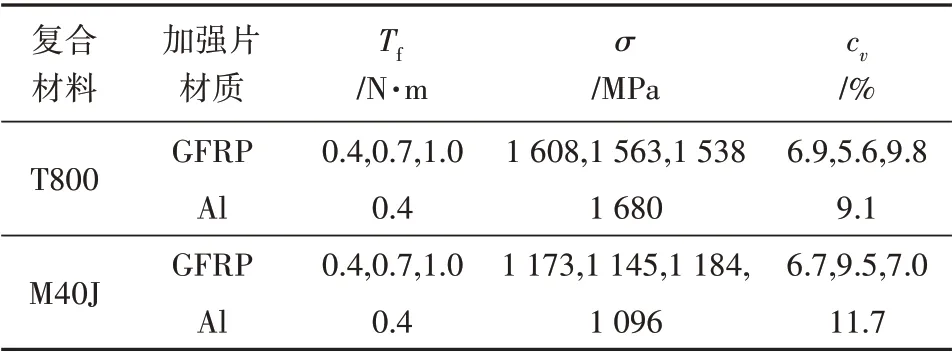
表5 端部加載方法中不同夾持力下復合材料壓縮強度Tab.5 Measured compression strength of the composites under different grip force following the end-loaded compression method
2.3 壓縮性能測試方法對比分析
采用優化的測試參數,進行四種方法下的壓縮強度測試,匯總結果如圖8所示。
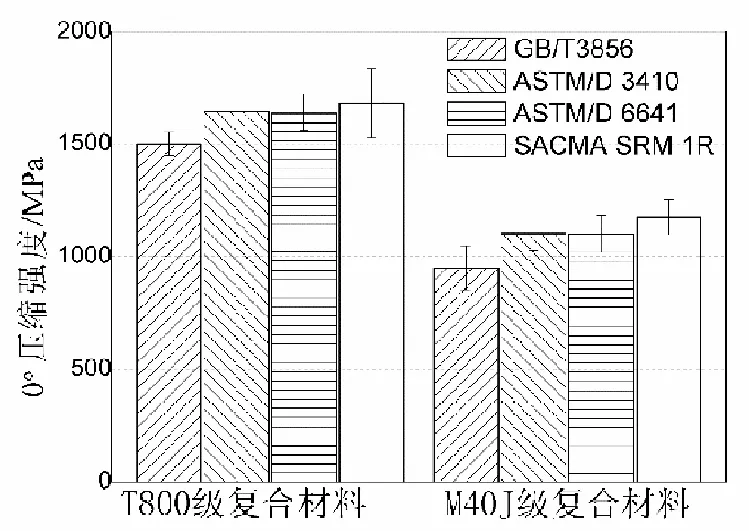
圖8 不同測試方法下壓縮強度測試結果匯總Fig.8 Measured results of the compression strength following the four different standards
從測試結果來看,對于T800 級高強中模和M40J級高強高模兩種復合材料體系,不同測試方法獲得的規律相似:國標方法由于試樣工作段較大的長徑比以及夾具組裝的精度問題,其壓縮強度結果最低;美標中剪切加載和聯合加載方法的測試結果比較接近,當選用合適的加強片時,破壞模式以工作段橫向剪切破壞為主;端部加載測試的壓縮強度最高,比美標剪切加載和聯合加載方法提升了3%~6%,通過優化測試參數,可獲得理想的破壞模式。
2.4 破壞試樣微觀形貌分析
觀察前文所示壓縮破壞試樣的宏觀照片(圖3、圖7),不論是剪切加載還是端部加載,單向復合材料較理想的壓縮破壞模式主要為沿寬度方向的橫向剪切破壞。分析宏觀破壞模式形成的機理,如圖9所示,首先單向纖維難以保證理想的準直狀態,非準直的纖維在壓縮應力作用下,會造成纖維偏轉,在纖維中形成剪切應變;隨著應變持續增大,會形成一個剪切及彎折帶,進而將造成纖維橫向剪切、彎折失效,形成與文獻[23-26]報道類似的纖維“跪折”破壞模式。
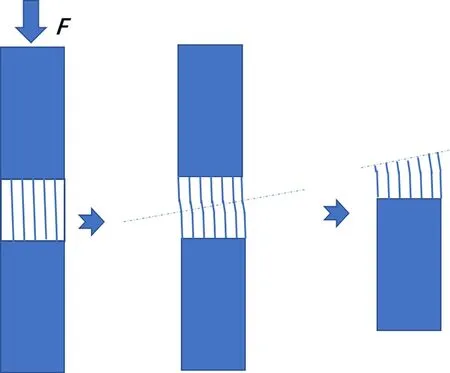
圖9 單向纖維壓縮破壞模式示意圖Fig.9 Schematic of compression mechanisms for the unidirectional composite
觀察壓縮破壞試樣斷口的SEM 照片,如圖10(a)所示,破壞斷面整體上較為整齊,與纖維軸向呈一定角度,觀察局部纖維束,形成明顯的微觀“跪折”模式[圖10(b)],是微彎曲的纖維在壓縮應力的作用下的彎折破壞。從橫截面的微觀形貌也可以看到,單根纖維的截面上同時呈現出壓斷和拉斷的微觀形貌,這是復合材料受壓時,“跪折”機制中,纖維彎折變形下,一側受拉伸作用、一側受壓縮作用,而產生的典型纖維截面破壞形貌[圖10(c)和圖10(d)]。
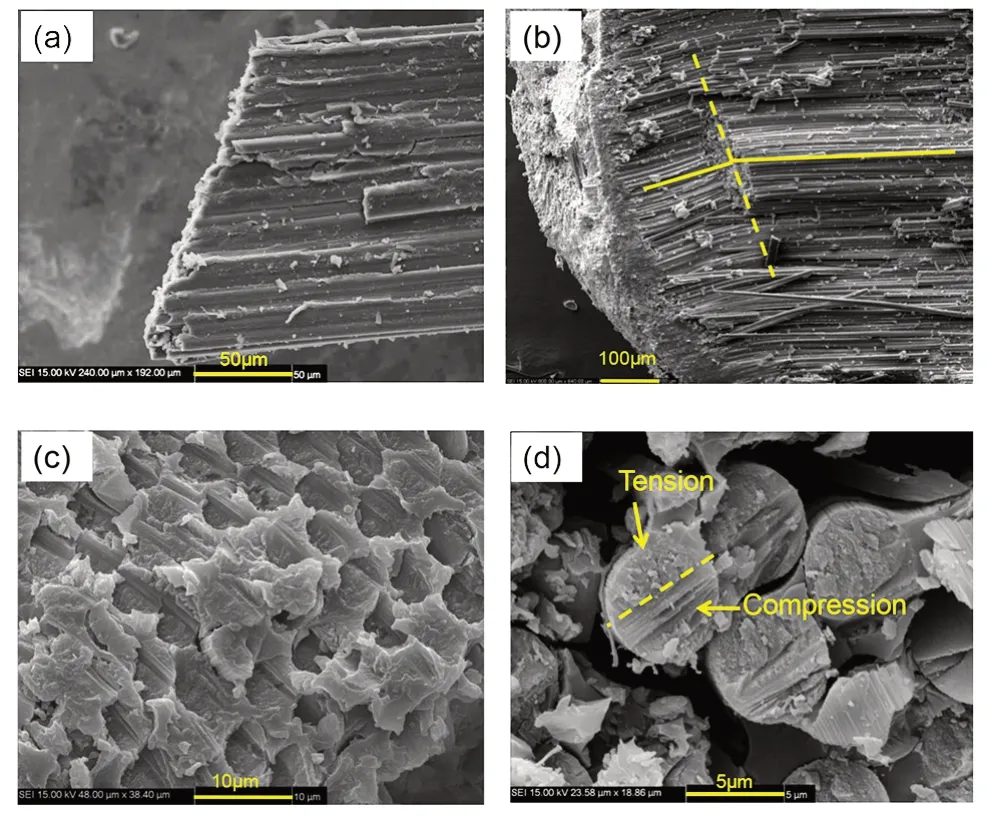
圖10 復合材料壓縮試樣典型破壞形貌的SEM照片Fig.10 SEM images of the fracture appearance for the tested compression specimens
3 結論
(1)國標剪切加載方式測試結果明顯偏低,主要是尺寸效應造成。由于該試樣工作段長徑比較大,在壓縮應力作用下,橫向應變集中明顯,容易造成失穩從而導致試樣提前破壞。不適用于高性能單向碳纖維增強復合材料壓縮性能測試。
(2)對于強界面復合材料體系(T800級高強中模型碳纖維為增強體),美標剪切加載、聯合加載方法測得的壓縮強度結果相當,均可獲得理想的破壞模式;對于弱界面復合材料體系(M40J級高強高模型碳纖維為增強體),剪切加載方式難以獲得有效的測試結果,推薦使用端部加載或聯合加載測試方法。
(3)端部加載測試結果比其他兩種加載方法高3%~6%,關鍵影響因素主要為端部保護效果和加持預緊力。強界面復合材料推薦使用硬質鋁加強片,端部保護效果好,可以獲得更高的壓縮強度;弱界面復合材料推薦使用模量、膨脹系數與試樣更接近的玻璃鋼。為避免預緊力過小造成試樣屈曲和預緊力過大造成人為“高”的結果,預緊力0.4 N·m 比較合適。
猜你喜歡
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
應用化工(2014年10期)2014-08-16 13:11:29