基于專利角度分析鈦合金焊接技術發展現狀
2022-07-02 06:46:58馬青軍王澤軍武鵬博徐亦楠方乃文
電焊機 2022年6期
馬青軍,王澤軍,韋 晨,武鵬博,曹 浩,徐亦楠,方乃文
1.天津市特種設備監督檢驗技術研究院,天津 300192
2.哈爾濱焊接研究院有限公司,黑龍江 哈爾濱 150028
0 前言
鈦合金具有無磁、比強度高、耐腐蝕性能良好、加工性能優異等優點,被廣泛應用于船舶、海洋工程、航空航天及生物醫療等重點領域,成為當前應用最多的合金之一,近幾十年來,為滿足各個領域對鈦合金性能提出的不同需求,國內對鈦合金的研究極其活躍[1]。鈦合金根據化學成分可分為α型鈦合金、近α型鈦合金、β型鈦合金、近β型鈦合金及αβ型鈦合金共五類[2]。隨著鈦合金體系進一步完善,新型鈦合金不斷應用,對鈦合金結構焊接技術創新發展的需求也越來越迫切。
近年來,與鈦合金焊接相關的裝置、工藝與材料等方面的創新研究呈現井噴式發展。創新不僅是企業賴以生存和發展的關鍵,更是國家科技進步的動力,我國已經把自主創新能力作為調整經濟結構、轉變經濟增長方式、提高國家競爭力的中心環節,把提高自主創新能力擺在了全部科技工作的首位[3]。隨著經濟全球化進程加快及科學技術的迅猛發展,與創新密切相關的知識產權制度在經濟和社會活動的地位得到了極大提升,專利就是對科技創新成果進行法律保護的主要載體之一[4]。因此,研發機構在掌握一些鈦合金產品焊接核心技術后,會形成擁有自主知識產權的專利。專利作為一種文獻類型是全球最大的技術信息資源,在科技研發與行業情況分析中具有重要作用。
因此,文中基于專利角度淺析了我國鈦合金焊接技術發展現狀,使用國家知識產權局的新版專利檢索與分析系統并結合中國知網以“鈦合金焊接”為關鍵詞進行檢索,針對鈦合金焊接專利申請量的變化趨勢、主要技術領域、區域分布、重點專利類型等進行了統計分析,旨在了解目前國內鈦合金焊接知識產權現狀與發展方向。
1 鈦合金焊接專利申請總體情況
截止2021年12月31日,經檢索得到與鈦合金焊接相關專利申請共計450件。《中華人民共和國專利法》規定經初步審查符合專利法要求的發明專利,自申請日起滿18個月,即行公布,行政部門可以根據申請人的請求早日公布其申請。由于此條款規定使部分已經提出申請的專利未被數據庫收錄,同時由于系統數據存在時滯性,因此文中統計數據具有不完全性,但是統計分析結果仍具有代表性意義[5]。
1.1 年度申請量變化趨勢
我國鈦合金焊接專利年度申請量變化趨勢如圖1所示。研究樣本表明,我國早在1987年由航空部成都發動機公司申請了一種適用于焊接薄至0.3mm的不銹鋼及鈦合金材料的直流氬弧焊機控制箱,并在1992年獲得實用新型專利授權,直至2008年我國關于鈦合金焊接專利申請數量每年都小于10件,這表明該時間段內國內鈦合金焊接技術研究尚處于起步階段,屬于萌芽期。自2009年開始,每年專利申請件數突破10件,并于2017年達到了33件,申請數量有了明顯提高。2017年以后,專利申請量快速增加,在不能完全統計的情況下,2021年申請量達到了80件以上。總體來看,我國鈦合金焊接技術經過20余年的探索與研究,從2007年開始研究熱度不斷提高,專利申請量呈現快速增加態勢,表明鈦合金焊接已經引起了企業、科研院所及研究機構的重視,吸引了很多科研工作者進入該領域從事研究工作。

圖1 我國鈦合金焊接專利年度申請量Fig.1 Annual application quantity of titanium alloy welding patents in China
1.2 技術領域衍變趨勢分析
IPC分類是國際唯一通用的專利文獻分類與檢索工具,我國一般使用該分類,一個完整的分類號由部、大類、小類、大組或小組符號構成。其中,部一共有8種,分別為A部——人類生活必需(農、輕、醫);B部——作業、運輸;C部——化學、冶金;D部——紡織、造紙;E部——固定建筑物(建筑、采礦);F部——機械工程;G部——物理;H部——電學。通過對分類號中部的分析可以在一定程度上體現某類型專利在不同技術領域的演變趨勢,圖2是依據部統計分析的鈦合金焊接專利技術領域的衍變情況。
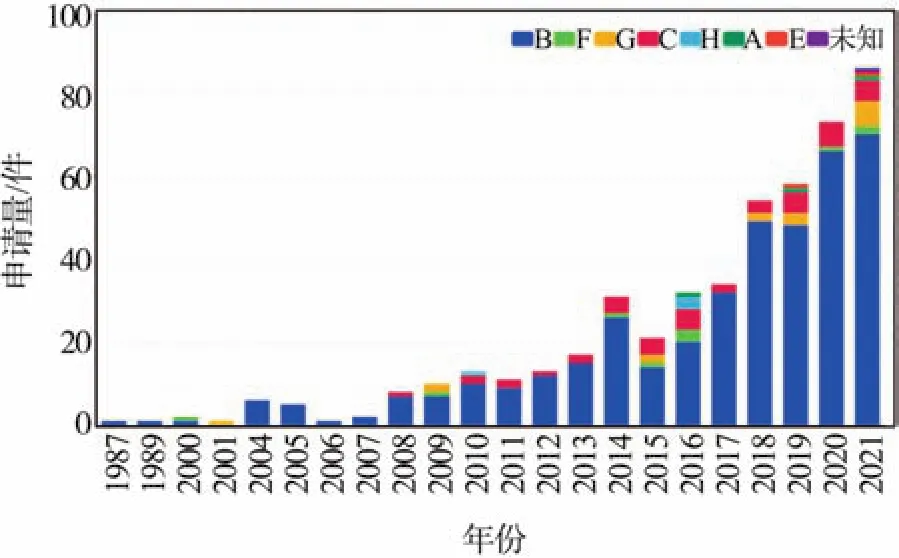
圖2 鈦合金焊接專利技術領域衍變情況Fig.2 Evolution of titanium alloy welding patent technology fields
由圖2可知,在萌芽期鈦合金焊接專利涉及到的技術領域基本為B部,只有在2000年和2001年分別涉及到了少量F部和G部;經過十幾年不斷發展,鈦合金焊接專利現已涉及到除D部以外的全部領域,其中B部最多,C部次之。這說明鈦合金焊接技術作為一種基本熱加工工藝已經廣泛服務于各行各業,同時也表明不同領域鈦合金的快速發展對其焊接技術不斷提出新的需求與挑戰,促使其不斷發展,焊接已經成為鈦合金必不可少的連接技術。
1.3 主要申請人及區域分析
圖3是鈦合金焊接專利申請量排名前10位的申請人。中國船舶重工集團公司第七二五研究所位居榜首,哈爾濱工業大學次之,第3位是中國兵器工業集團有限公司所屬國有大型一類骨干企業江麓機電集團有限公司,該公司是重點保軍企業。申請人排名表明,目前國內關于鈦合金焊接技術研發主體是科研院所及高校,前10位申請人共計申請了117件專利,占總數的26%,剩余74%共有232個申請人,這間接說明了國內企業在鈦合金焊接方向自主研發能力不強,可能與企業較難獲得項目與基金支撐有關。另外,通過對申請人類型分析表明鈦合金焊接技術應用較多的是船舶、航空航天及軍工行業。

圖3 鈦合金焊接專利申請量排名前10位的申請人Fig.3 Top 10 applicants for titanium alloy welding patents application quantity
圖4表明除了3件專利申請區域在國外,其余均在國內,北京市申請數最多為62件,遼寧省、陜西省和江蘇省數量較為接近,分別為47、44和42件。然而區域內申請量多并不一定表明該區域內鈦合金焊接產業規模大,比如河南省申請量為34件,但是中國船舶重工集團第七二五研究所就申請了24件。因此,為了更充分地表征鈦合金焊接在不同區域的產業規模及研究情況,使用排名前10申請人所在區域申請量減去排名前10申請人的申請量,結果如表1所示,去除排名前10申請人的申請量后,北京市仍有43件,陜西和江蘇分別為36件和34件,而黑龍江省最低只有8件。
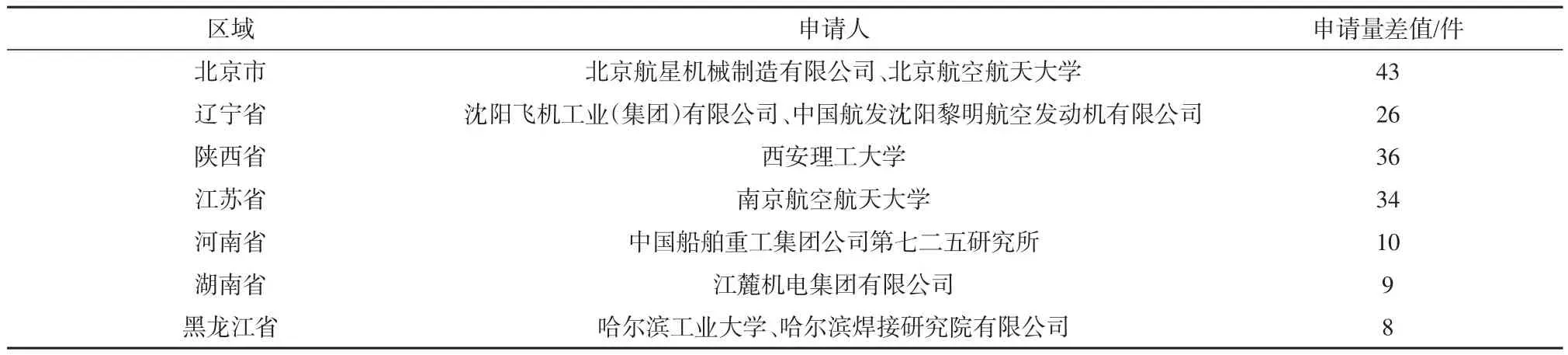
表1 排名前10申請人所在區域的申請量減去排名前10申請人的申請量Table 1 Application quantity of the top 10 applicants in the region minus the application quantity of the top 10 applicants

圖4 鈦合金焊接專利申請區域分布Fig.4 Distribution of titanium alloy welding patent applications
2 鈦合金專利重點方向分析
2.1 保護裝置
鈦合金的化學性質很活潑,與氧有很強的親和力,室溫下其表面會形成穩定且堅固的氧化膜,如圖5所示,氧化膜的存在會使鈦合金具有較好的耐腐性能,但是當溫度高于648℃時,其抗氧化能力急劇降低[6]。當鈦合金暴露在大氣中時,如果溫度超過250℃會開始吸收氫、400℃時開始吸收氧、600℃時開始吸收氮,這些小間隙元素會以原子形式進入晶格中,使鈦合金的強度與硬度升高[7]。氫是β相穩定元素,隨著焊縫中氫含量增加,焊縫中片狀或針狀γ相(TiH2)增加,降低了焊縫沖擊性能。另外,TiH2的析出會導致應力增加,高應力會誘導氫擴散聚集,從而引起延遲裂紋[8]。氧和氮都是α相穩定元素,在鈦的α相和β相中溶解度高,并能形成間隙固溶相,使鈦晶格嚴重扭曲,焊縫中氧含量超過3 000×10-6可能導致焊縫或熱影響區出現橫向裂紋。700℃時氮會與鈦生成脆硬的TiN,顯著降低鈦合金塑性。圖6中的裂紋缺陷就是由于鈦合金焊接過程中焊縫被污染導致,所以在焊接鈦合金時必須妥善保護焊接區域(包括熔池背面)以防止焊縫被污染[9]。

圖5 鈦合金表面氧化層(最上層)Fig.5 Oxidation layer on titanium alloy surface(top layer)

圖6 鈦合金焊接接頭焊縫與熱影響區裂紋Fig.6 Cracks in weld and heat affected zone of titanium alloy welded joint
通過對專利分析發現,焊接鈦合金時對焊接區域保護方式主要是采用惰性氣體隔絕大氣或真空環境。但真空保護成本過高,工件尺寸也受到很大限制,多是配合真空焊、擴散焊及釬焊等特殊焊接方法使用,所以鈦合金焊接通常采用惰性氣體隔絕大氣的保護方法,該方法主要分為局部保護和整體保護,且必要時需配置冷卻裝置,如方乃文[10]等人設計了一種大厚度鈦合金板窄間隙激光填絲焊接用氣體保護裝置(公開號:CN212946025U),使保護氣體通過送氣銅管向下排放,對焊接熔池進行全方位的保護,保護氣體經送氣銅管可在短距離內有效降低紊流,提高保護氣流挺度與平穩性,抑制金屬蒸氣羽輝,并充分利用銅導熱性快的特性來降低焊接區域溫度。圖7是一種GTAW焊接用整體保護裝置,其結構相對復雜,內部空間有限,多適用于小構件焊接。圖8是一種典型MIG焊用局部保護裝置示意圖,大部分專利均是基于此種保護形式,目的是為了更好地適應焊接方法及被焊構件的多樣化,設計了不同裝置結構,所以對于保護裝置申請的專利而言,實用新型專利要多于發明專利。

圖7 整體保護裝置Fig.7 Overall protection device
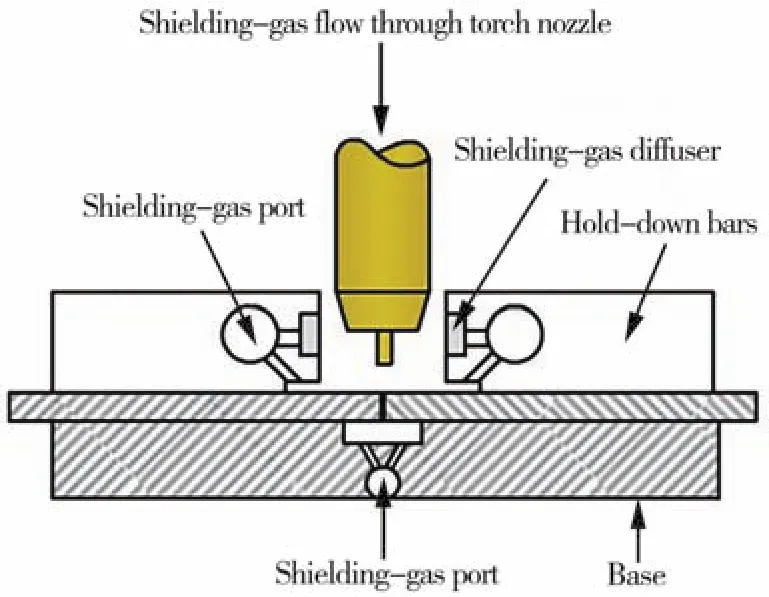
圖8 局部保護裝置示意Fig.8 Schematic diagram of local protection device
2.2 鈦合金與異種材料的焊接
鈦合金與異種材料的焊接難點主要是兩者的晶格類型、晶格參數、原子半徑及外層電子結構不同,組織成分、物化性能差異大,使兩者存在“冶金學上的不相容性”[11]。焊接時由于母材熔化量不同,容易導致焊縫偏移且產生較大應力,另外焊接過程中生成的金屬間化合物是惡化焊接接頭性能的主要因素之一。
通過專利檢索發現,鈦合金與異種材料的焊接已經成為當今研究熱點之一,這些材料種類包括但不限于不銹鋼、銅及銅合金、鋁及鋁合金、鎂及鎂合金、高溫合金、復合材料及非金屬材料。焊接方法主要包括真空擴散焊、釬焊、電子束焊、激光焊、氬弧焊、攪拌摩擦焊、氬弧焊-釬焊復合焊等。對專利進行統計發現,鈦合金和不銹鋼、銅及銅合金焊接的專利件數較多,因此對部分專利進行了分析。
鈦合金和不銹鋼的焊接研究開始較早且已經相對成熟。早在2008年,中國航空工業第一集團公司北京航空材料研究院發明了“用于鈦合金與鋼連接的氬弧焊-釬焊復合焊接方法”(公開號:CN1012 84336B),用Nb作為中間層,先在充氬箱中使用鈦焊絲對鈦合金和Nb中間層進行氬弧焊接,再對鈦合金+Nb中間層與鋼進行釬焊,該方法利用熔焊和釬焊分別進行Nb和鈦合金、鋼兩種母材的焊接,阻隔了兩種母材中鈦原子與鐵原子的直接接觸,避免了鈦合金和鋼直接焊接時形成脆性相從而產生裂紋,這種方法的焊接接頭抗拉強度為266.6 MPa[12]。發明名稱為“焊接異種金屬的方法”(公開號:CN 102632324A)公開了一種使用V形對接接頭和鎢極氣體保護電弧焊連接鈦和不銹鋼的方法,焊接時將釩和鋁銅的中間物雙焊條填充到鈦和不銹鋼之間的熔池,釩焊條鄰近鈦放置,鋁銅焊條鄰近不銹鋼放置,焊接接頭的抗拉強度可達282 MPa,斷裂位置為預堆邊焊處,為脆性斷裂[13]。
王廷[14]等人采用電子束焊接TA15鈦合金與304不銹鋼時,發現二者很難通過直接熔化焊進行連接,需要使用中間層來改善冶金條件;直接進行電子束焊接時,較小的熱應力就會使焊縫內出現如圖9所示的大量裂紋,XRD分析結果表明生成的連續分布脆性相TiFe2、TiFe2及Cr2Ti是裂紋產生的根本原因。因此,王廷[15]等人在2013年發明了“鈦合金與不銹鋼電子束焊接填充材料、制備工藝及其方法”(公開號:CN103192195B),通過改變填充材料成分,有效地將Ti、Fe元素隔離開來而避免焊縫中形成脆性金屬間化合物,從而獲得致密度高、脆性小、無氣孔和裂紋的焊縫,解決了鈦合金與不銹鋼焊接過程中,因兩者冶金不相容性和物理性能的差異難以獲得高強度接頭的問題。

圖9 焊縫橫截面裂紋Fig.9 Crack in welding cross section
為了解決鈦合金和不銹鋼焊接接頭抗拉強度低、韌性差,無法應用于需要高強度工況的情況,林鐵松[16]等人發明了“一種鈦合金與不銹鋼的真空微擴散連接方法”(公開號:CN103920987B),該方法的焊接接頭抗拉強度可達到450~620 MPa,韌性為80~120 J/cm2。
鈦合金和銅合金連接時焊縫會出現連續分布的Ti-Cu金屬間合物,嚴重惡化焊接接頭性能,為解決該問題,哈爾濱工業大學進行了深入研究。劉偉[17]等人發明了“一種電子束焊接TA15鈦合金與鉻青銅異種材料的方法”(公開號:CN101913022A),先采用現有焊接方法對TA15鈦合金母材與QCr0.8鉻青銅合金母材的接頭處進行焊接,然后將電子束聚焦位置向QCr0.8鉻青銅合金母材側移動0.2~1.0 mm進行第二次焊接,通過設計電子束聚焦焊接位置,利用疊加焊接的方法改善了接頭組織結構,降低了金屬間化合物的不利影響,獲得優質高強的連接接頭。王廷[18]利用V不與Ti、Cu形成脆性相的機理,研發了Cu2V填充金屬,并將其作為填充層,使用電子束雙道焊接技術成功焊接了QCr0.8與TA15,抗拉強度達到銅合金母材的80%以上,拉伸斷裂發生在銅母材的熱影響區,如圖10所示。

圖10 粉末冶金環形填充層及鈦/銅管材對接件Fig.10 Powder metallurgy annular filling layer and titanium/copper pipe butt joint
南京理工大學公開了“一種鈦合金和紫銅異種金屬電子束焊接方法”(公開號:CN106346126B),成功焊接了TC4鈦合金和T2紫銅,首先在銅母材側進行焊接(偏置量:1~3 mm),然后用小束流對背部快速對中焊,強化根部成形,最后用電子束焊接偏鈦一側(偏置量:1.5~3.5 mm),焊接結構及焊縫橫截面如圖11所示。該方法的第1道焊接可以控制金屬間化合物的分布及含量;第2道焊接提高了焊接接頭的可靠性;第3道焊接在不破壞第1道焊接的連接界面基礎上,再次改變初生不利取向的金屬間化合物的生長方向、成分及含量,焊接接頭強度高達220 MPa[19]。郭順[20]等人使用在鈦側進行二次焊接的方法構建了鈦/銅結合界面金屬間化合物的重熔溫度場,對金屬間化合物進行重熔改性。研究表明,鈦側焊接使結合界面產生約1 000℃的高溫,引起金屬間化合物層局部重熔,獲得的接頭截面如圖12所示,焊接接頭強度為210 MPa。

圖11 焊接結構及焊縫橫截面示意Fig.11 Schematic diagram of welding structure and weld cross section

圖12 鈦/銅復合鈦側重熔工藝接頭截面Fig.12 Cross section diagram of titanium/copper welded joint with remelting process
3 結論
(1)隨著鈦合金體系持續發展,鈦合金焊接專利申請件數總體呈現增加趨勢,技術領域由最初B部增加到A、B、C、E、F、G、H等多部,其中船舶、航空航天與軍工行業申請量較多,通過對申請人分析發現,我國鈦合金焊接技術的研究主體是科研院所及高校,企業研發能力薄弱,導致我國鈦合金焊接行業未能實現產業化規模,因此,需加強對企業自主研發的支撐,鼓勵校企聯合來促進發展。
(2)鈦合金與異種材料焊接技術的研究已成為當今熱點之一,鈦合金與不銹鋼、銅及銅合金焊接技術相對成熟,但與其他材料焊接專利申請量較少,尤其是與非金屬材料焊接研究處于起步階段,這些非金屬材料包括但不限于陶瓷、玻璃及C/SiC復合材料。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
