空壓機(jī)曝氧工藝對(duì)三元/聚合物體系黏度影響研究
2022-07-02 04:02:04孫瑞王學(xué)佳梁柱趙永平
油氣田地面工程 2022年6期
關(guān)鍵詞:工藝
孫瑞 王學(xué)佳 梁柱 趙永平
1大慶油田有限責(zé)任公司第二采油廠
2中國(guó)石油青海油田分公司鉆采工藝研究院
采用曝氧污水配制聚合物,可節(jié)約清水用量,有利于注采水量平衡。但利用污水直接配制聚合物會(huì)造成系統(tǒng)黏損,多年來(lái)研究表明,采用曝氧工藝可以提前化合含油污水中的硫化物、亞鐵離子、細(xì)菌(SRB)產(chǎn)物等還原性物質(zhì),有效避免其產(chǎn)生的O?H自由基導(dǎo)致聚合物的斷鏈、降解及溶液黏度降低[1-2]。
大慶油田采油六廠、油田設(shè)計(jì)院和東北石油大學(xué)等單位研究表明,聚合物溶液黏度會(huì)隨溶解氧含量的增加呈現(xiàn)先增大后減小的趨勢(shì),深度污水曝氧后溶解氧含濃度6.3 mg/L 時(shí)聚合物黏度會(huì)達(dá)到峰值,但溶解氧含濃度達(dá)到1.0 mg/L左右時(shí)即可滿足保持聚合物黏度的需求[3]。本文針對(duì)溶解氧含量高、維修操作簡(jiǎn)便的空壓機(jī)曝氧工藝對(duì)三元/聚合物體系的影響進(jìn)行分析和研究。
1 工藝流程
空壓機(jī)曝氧污水主要工藝流程為:空壓機(jī)產(chǎn)生壓縮空氣在儲(chǔ)氣罐中緩存,氣體經(jīng)流量計(jì)和自控系統(tǒng)按照一定氣水比進(jìn)行靜態(tài)混合后,曝氧污水輸送至儲(chǔ)水罐儲(chǔ)存。低壓曝氧污水在二元站投加表面活性劑后輸送至配制站配制母液,高壓曝氧污水在二元站投加堿、表面活性劑后輸送至注入站(圖1)。

圖1 空壓機(jī)曝氧工藝流程Fig.1 Air compressor aeration process flow
注水曝氧站設(shè)計(jì)氣水比為1.5∶1,配制曝氧站設(shè)計(jì)氣水比為2.9∶1。典型A 注水站為某區(qū)1#、2#注入站提供高壓曝氧污水,典型B 注水站為某區(qū)3#、4#注入站提供高壓曝氧污水,E 號(hào)配制站為某區(qū)1#、2#、3#、4#注入站提供曝氧污水配制的低壓母液,配制站到注入站之間管線黏損率在1.24%~2.61%之間,單井合格率均在92%以上,滿足開發(fā)要求。曝氧站對(duì)下游注入站黏度影響如圖2所示。
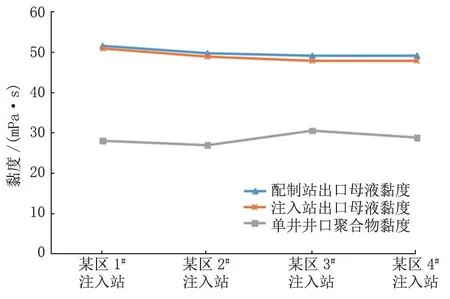
圖2 曝氧站對(duì)下游注入站黏度影響Fig.2 Influence of oxygen aeration station on viscosity of downstream injection station
2 現(xiàn)場(chǎng)運(yùn)行效果及分析
2.1 曝氧應(yīng)用效果
目前,6個(gè)典型化學(xué)驅(qū)區(qū)塊注水曝氧站污水平均溶解氧濃度為4.35 mg/L(表1)。
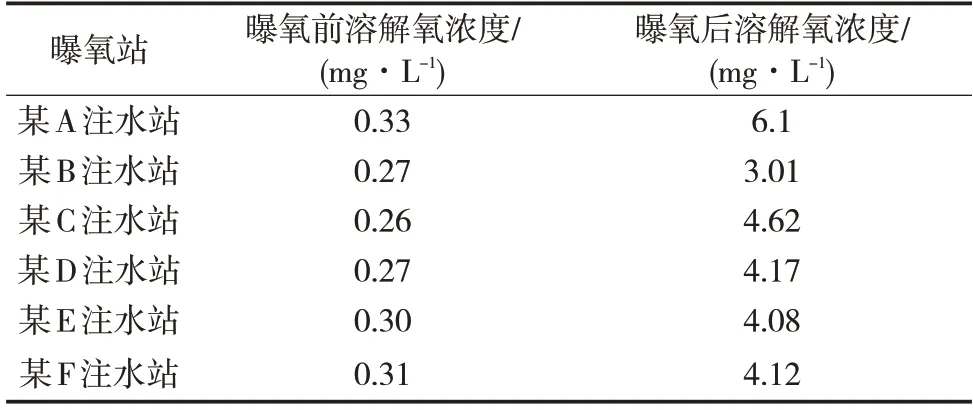
表1 注水曝氧站溶解氧濃度Tab.1 Dissolved oxygen concentration in the water injection oxygen aeration station
采用空壓機(jī)對(duì)注水站污水進(jìn)行曝氧,曝氧前溶解氧濃度為0.26~0.33 mg/L、平均為0.29 mg/L,注水站曝氧后均大于油田公司曝氧后污水溶解氧濃度的設(shè)計(jì)要求。
將聚合物注入到驅(qū)油礦場(chǎng)的過(guò)程中,多種因素會(huì)對(duì)聚合物溶液的黏度造成影響[4-7]。不同注入站的母液管道由于來(lái)水水質(zhì)、管道長(zhǎng)度不同,管線黏損也不同,母液管道黏損在1.24%~2.59%之間。母液配制濃度合格率和井口聚合物溶液濃度合格率均達(dá)到公司開發(fā)指標(biāo)要求,黏損總體平穩(wěn)[8]。
2.2 配制站曝氧效果
2017年,某C號(hào)配制站聚合物母液外輸黏度低于方案外輸黏度(58 mPa·s),在方案濃度、外輸濃度和水質(zhì)礦化度變化不大的情況下,外輸黏度達(dá)標(biāo)率大幅度下降,導(dǎo)致井口黏度達(dá)不到方案要求(表2)。起因是管道中氧含量損失快,且受配制站水罐細(xì)菌繁殖與代謝產(chǎn)物的影響[9-11]。
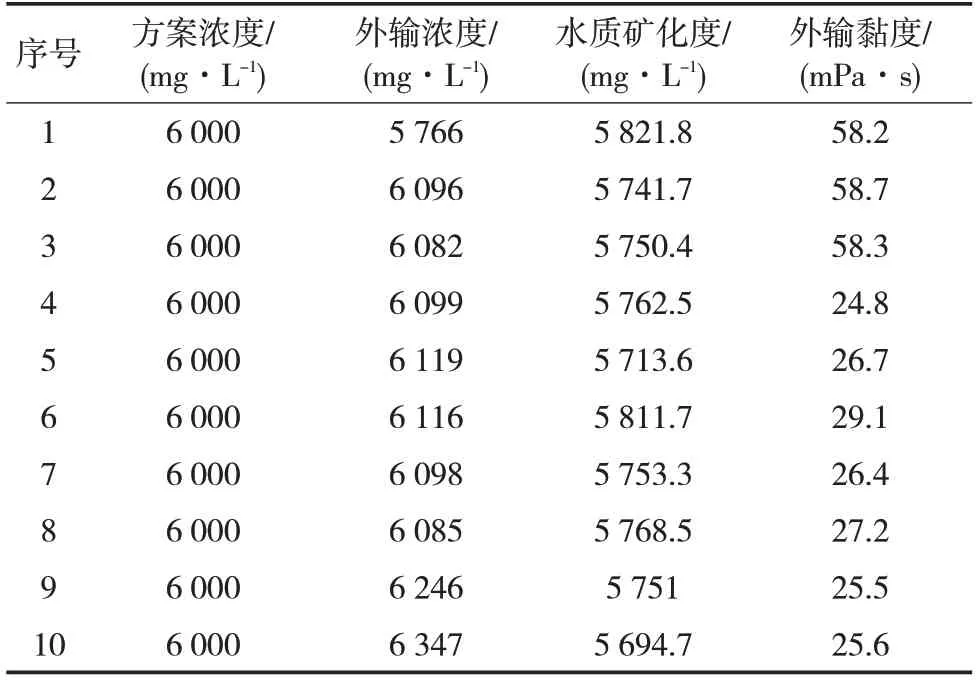
表2 某C號(hào)配制站聚合物外輸黏度Tab.2 Viscosities of polymers exported from C Preparation Station
針對(duì)此類問題,用現(xiàn)場(chǎng)污水和再次曝氧后的污水分別進(jìn)行室內(nèi)實(shí)驗(yàn),配制后母液黏度從平均28.0 mPa·s 增加到64.7 mPa·s,提高母液黏度效果顯著(表3)。

表3 某C配制站曝氧處理儲(chǔ)罐黏度數(shù)據(jù)對(duì)比Tab.3 Viscosity data comparison of storage tanks for oxygen aeration treatment in C Preparation Station
針對(duì)性地在配制站增設(shè)二次曝氧的改進(jìn)工藝,通過(guò)提高污水的溶解氧含量來(lái)保證聚合物母液外輸黏度。改進(jìn)后空壓機(jī)曝氧工藝流程如圖3所示。

圖3 改進(jìn)后空壓機(jī)曝氧工藝流程Fig.3 Process flow of improved air compressor aeration
某C號(hào)配制站增加曝氧裝置后,配制黏度合格率保持在97%以上,受污水中氧含量消耗及SRB超標(biāo)影響,投產(chǎn)初期井口黏度合格率為11%,增加曝氧裝置后單井黏度合格率上升至97%;后期,某C號(hào)配制站因故障未能為某區(qū)3#、4#注入站提供曝氧配制水。階段性曝氧的注入站母液箱出口黏度情況如圖4所示。
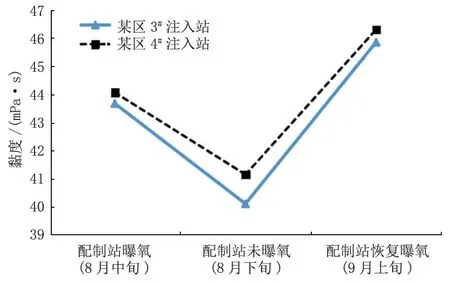
圖4 配制站曝氧情況對(duì)注入站母液箱出口黏度的影響Fig.4 Influence of the oxygen aeration statas of preparation station on the outlet viscosity of mother liquid tank in the injection station
配制站未曝氧時(shí)某區(qū)兩座注入站母液黏度均比曝氧時(shí)黏度低,恢復(fù)曝氧后黏度升高。在某D、E號(hào)配制站推廣增加曝氧工藝,為某F 東、F 西、G東、G西區(qū)塊進(jìn)行二次曝氧。
以某E號(hào)配制站增設(shè)曝氧工藝為例,由曝氧站聚合物濃度和黏度曲線計(jì)算得知,設(shè)計(jì)規(guī)模為0.92×104m3/d 的曝氧站,按照化學(xué)驅(qū)區(qū)塊開發(fā)周期6年計(jì)算,噸水建設(shè)成本增加0.10元/m3、運(yùn)行成本增加0.19 元/m3,但采用曝氧工藝可節(jié)省干粉費(fèi)用1.64 元/m3,共節(jié)省費(fèi)用1.35 元/m3。某E 配制站運(yùn)行至今共節(jié)約成本800萬(wàn)元。
2.3 工藝及參數(shù)存在的問題
配制站為不同區(qū)塊提供配制母液,且不同區(qū)塊不同開發(fā)階段污水配制配方不同,因此某E號(hào)配制站曝氧站一個(gè)儲(chǔ)氣罐為兩路污水來(lái)水提供壓縮空氣,用止回閥控制開閉。止回閥是壓力控制開關(guān),一旦一個(gè)止回閥開啟,因供氧匯管壓力失衡,另一個(gè)止回閥即無(wú)法開啟,無(wú)法滿足正常生產(chǎn)需求。配制曝氧站1 拖2 工藝,如圖5 所示。建議采用其他控制手段控制閥門開關(guān),或者調(diào)整工藝流程使空壓機(jī)獨(dú)立給各路來(lái)水供氣。

圖5 配制曝氧站1拖2工藝Fig.5 Preparationof 1for2processintheoxygenaeration station
從配制站增設(shè)曝氧工藝后運(yùn)行效果看,在工藝參數(shù)優(yōu)化上仍需研究探討;另外,對(duì)曝氧量與配制聚合物溶液黏度之間的定量關(guān)系的影響尚不明晰,有待進(jìn)一步深入研究。
3 結(jié)論
(1)采用空壓機(jī)對(duì)注水站污水進(jìn)行曝氧,曝氧前污水含氧濃度平均0.29 mg/L,曝氧后罐出口污水含氧濃度平均4.30 mg/L,從現(xiàn)場(chǎng)運(yùn)行情況看,配注系統(tǒng)總體黏損指標(biāo)基本能夠達(dá)到公司要求。
(2)受部分管道距離長(zhǎng)或密閉性差,以及配制站水罐細(xì)菌繁殖與代謝產(chǎn)物的影響,在配制站推廣增設(shè)曝氧工藝,從現(xiàn)場(chǎng)運(yùn)行效果看,單井井口黏度由16.8 mPa·s 提高至32.2 mPa·s,可以滿足開發(fā)要求,每立方米污水可節(jié)省干粉費(fèi)用1.64元。
(3)配制站空壓機(jī)曝氧工藝總體能夠滿足曝氧需求,但局部工藝不完善,如采用匯管進(jìn)氣工藝存在偏流的問題,仍需要進(jìn)一步改進(jìn)。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
