基于模糊PID 的不銹鋼電加熱管退火溫度控制系統改造?
2022-07-10 02:16:28李建榮周
電子器件 2022年2期
李建榮周 杰
(揚州工業職業技術學院信息工程學院,江蘇 揚州 225127)
退火制程是大多數金屬管材生產加工的必要工序[1],退火的目的是為了消除金屬內部的組織缺陷,減少殘余應力,降低硬度,提高塑性和韌性,改善切削或折彎等二次加工的性能[2-3]。不銹鋼電加熱管是在不銹鋼管件內部安裝發熱絲并在空隙部分填充導熱性、絕緣性良好的氧化鎂粉制備而成,廣泛應用于各種電熱設備中,通常被折彎成M 型、U 型、O型等[4]。退火是不銹鋼管折彎的重要前道工序,退火的質量直接決定了最終產品的性能,溫度控制是退火工藝的關鍵[5]。
目前我國擁有各種熱處理設備約20 萬臺,其中相當一部分退火設備仍采用相對落后的儀表控制系統及常規PID 控制算法,不能滿足新增產品的工藝需求[6]。引進先進的退火設備價格較高,投入成本大,對已投產的設備進行升級改造是較經濟的方案。
1 原退火設備及系統
本文以某電熱元件有限公司不銹鋼電加熱管生產線中的臺式退火爐為改造對象,該企業十多年前引進了兩臺小型臺式退火爐完成不銹鋼電加熱管的局部退火制程,隨著生產規模的不斷擴大以及市場對新產品需求的劇增,原退火爐已經不能滿足實際生產的需求。
原退火爐采用電流直接加熱的方式,電流直接通過不銹鋼電加熱管,加熱電流通過恒功率三相可調式變壓器調節,溫度檢測采用非接觸式紅外傳感器,控制器為溫控儀表,采用常規PID 算法。隨著產品種類的不斷增加,原溫控儀表的PID 算法不能較好地適應不斷變化的負載,目前退火制程主要依靠經驗豐富的操作員配合溫控儀表完成退火溫度控制。
不銹鋼管電加熱管內部填充了結晶氧化鎂粉,為了不影響氧化鎂粉的電導率,退火時需要快速將外部不銹鋼溫度升至工藝溫度[7]。由于金屬導熱性能較好,退火過程中溫度一旦超調就可能使得內部氧化鎂粉超過800 ℃,進而導致產品不合格。因此,剛開始退火時為了加快升溫速度,操作員需要手動調節變壓器電壓,增加輸出電流;當溫度接近工藝溫度時,為了防止由于溫控儀表控制動作不及時而引起的超調,操作員需要手動調節變壓器電壓,減小輸出電流。目前,產品的質量主要取決于操作人員的經驗,合格率得不到保證,亟需對原系統進行升級改造。
2 系統總體改造方案
為了提高原退火爐的智能化水平,采用西門子200SMART PLC 為下位機,采用西門子WINCC 為上位機,組成HMI 控制系統,取代原退火爐的溫控儀表系統。上位機設定工藝、數據歸檔、執行控制策略;下位機執行控制策略、采集溫度數據、實現控制輸出。總體結構如圖1 所示。

圖1 控制系統總體改造
采用三相可控硅及三相可控硅控制器取代原人工手動調壓系統,實現退火爐電源一次側無極調壓,進而改變變壓器二次側輸出電流,三相可控硅控制器調壓范圍由PLC 輸出4 mA~20 mA 電流信號控制;升溫開關位于變壓器二次側,由PLC 直接控制;加熱電流、電壓通過互感器,轉換為4 mA~20 mA 標準信號入PLC,并傳送至上位機人機界面HMI;原電極夾具的單向氣動電磁閥控制端接入PLC 的DO 模塊;紅外溫度傳感器測量信號接入PLC 的AI 模塊。
3 退火溫度檢測改造
溫度的檢測是退火制程的重要環節之一,溫度檢測精度直接影響退火工藝的質量[8]。原退火系統采用單只紅外溫度傳感器測量不銹鋼電加熱管中間位置的溫度,測量誤差較大,影響測量誤差因素較多,本文從傳感器的安裝和溫度信號的采集與處理兩方面進行優化。
3.1 紅外傳感器安裝
紅外測溫傳感器的測量誤差除了其自身精度的原因外,主要取決于傳感器安裝,如圖2 所示。
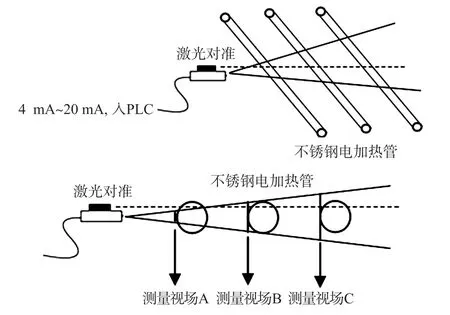
圖2 紅外傳感器安裝
紅外傳感器測量范圍為錐形區域,傳感器的安裝位置對測量結果影響較大。原退火爐的紅外傳感器安裝在待測管件一側約20 cm 處。安裝距離取決于測量視場,圖2 中,將不銹鋼管件放置于不同的位置,獲得不同的測量視場,其中測量視場A 誤差最小,測量視場C 誤差最大;測量視場由目標對象的大小和測量距離決定,不銹鋼電加熱管的最小直徑約10 mm,根據目標大小D與測量距離的經驗公式D∶S=1 ∶8,實際傳感器理想安裝距離為S=10×8 =80 mm。此外,為了保證安裝角度,傳感器上加裝激光對準裝置。
3.2 溫度采集處理
不銹鋼管件較長,單只傳感器的檢測結果并不能表示整個管件的溫度,且單只傳感器受外界擾動影響較大。為了進一步提高溫度測量精度,系統采用三只相同型號的紅外傳感器,分別檢測管件的兩端及中間位置的溫度,三只傳感器輸出的4 mA~20 mA 信號接入PLC 的AI 模塊。設紅外傳感器最大測量誤差為n℃,某一時刻三只紅外傳感器檢測的溫度分別是Ta、Tb、Tc,若某只傳感器受外界擾動影響出現較大測量誤差時,其測量值與其他兩只傳感器的溫度值差分運算的結果大于2n℃,因此PLC最終采集并傳送至上位機的溫度T表示為:
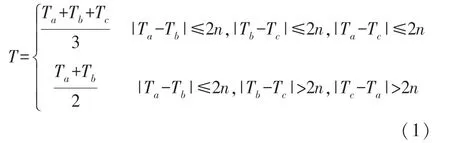
Ta、Tb、Tc如果不滿足公式(1)中的條件,即表明溫度偏差過大,PLC 放棄當前掃描周期內采集的溫度值,保留上一次采集的溫度T不變。
4 控制系統改造
4.1 控制系統結構
退火制程溫度控制系統中溫度控制采用閉環結構,其他外圍設備采用開環結構,系統控制結構如圖3 所示。

圖3 系統控制框圖
退火系統中溫度是控制對象,不銹鋼加熱管是負載,由于不銹鋼加熱管的管徑及內部填充量不同,使得系統負載的變化較大,變化的負載導致系統結構參數發生變化,退火過程中不可避免受到一些干擾,由于干擾的不可預見性及非線性,要獲得滿意的效果就要對PID 調節器的參數實時在線調整以適應不同的負載[9]。模糊算法能利用技術員的實踐操作經驗進行實時非線性調節,充分發揮出PID 的控制作用,使整個系統達到較理想的控制效果[10]。
4.2 控制算法實現
(1)模擬PID 離散化
設PID 控制器輸出為u(t),輸入為偏差e(t),輸入和輸出的關系表示為:

模糊PID 算法在上位機人機界面中利用C 腳本編程實現,上位機組態軟件WINCC 畫面以固定的掃描周期T刷新,T可以在WINCC 中自定義,某一時刻t在WINCC 中可以表示為t=kT,k為常數。以t=kT將式(2)離散化,離散處理后的PID 算法表示為:

從式(3)中可以看出,只要保存三次誤差ek、ek-1、ek-2以及前一次控制輸出uk-1就可以計算出當前控制量uk,計算量少,執行速度快[11]。
(2)模糊論域的確定
系統需根據管件的變化自動調整PID 參數以保證溫度調節的品質。選用不同型號的管件為測試對象,以工藝溫度800 ℃為目標值,通過上位機人機界面不斷修正KP、KI、KD參數的值,直到觀測的溫度曲線無超調且調節速度較快[12],記錄下所有測試管件的PID 參數值,由此確定各參數的模糊論域KP[KPmin,KPmax],KI[KImin,KImax],KD[KDmin,KDmax]。本文對6 種不同管件進行測試,獲得的各參數的模糊論域KP[2.2,5.0],KI[0.2,0.7],KD[3.8,6.9]。
退火過程中,工藝溫度為800 ℃,在溫度上升的初始階段,可能出現的最大溫度偏差約800 ℃,因此溫度偏差e的論域為[0,800]℃,實驗測得在所有型號的管件中,最快的升溫速度約50 ℃/s,因上位機WINCC 中最小的程序刷新周期為250 ms,因此在每個程序周期內,溫度偏差變化率et最大為50/4≈12 ℃,因此溫度偏差變化率et的論域為[0,12]℃。
(3)參數的模糊分布
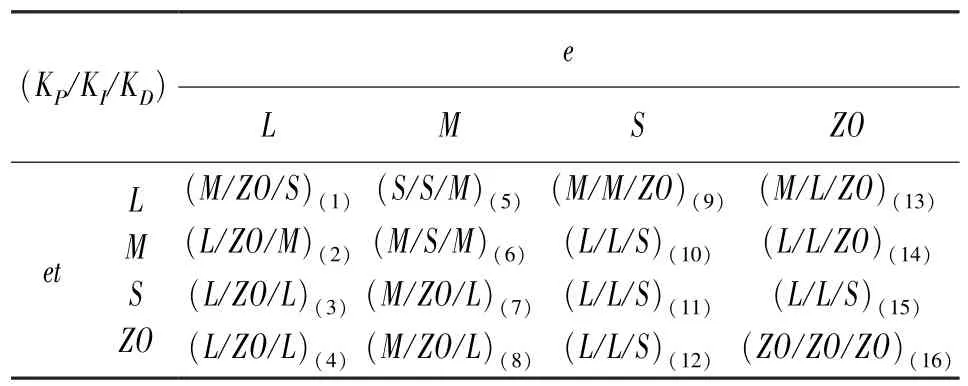
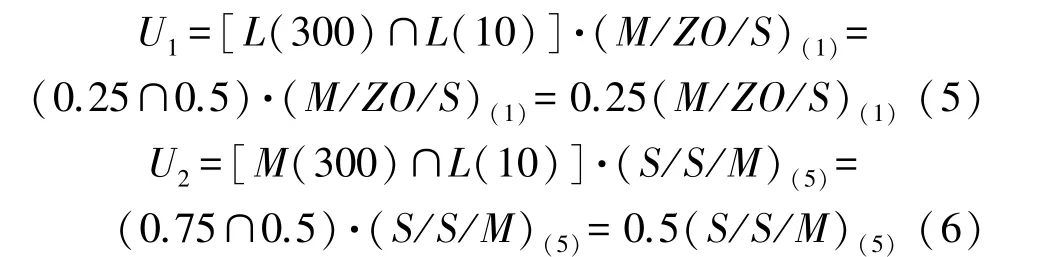
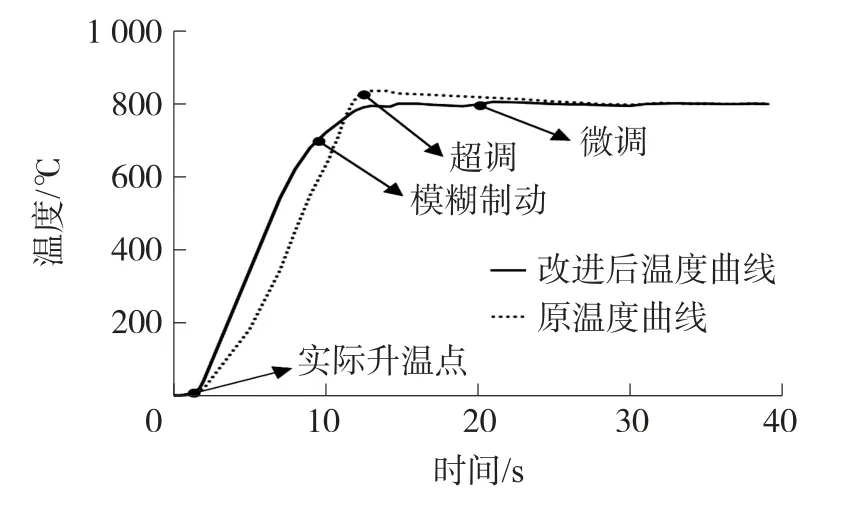
選用4 個模糊子集大(L)、中(M)、小(S)、零(ZO)描述模糊論域,隸屬度函數選用三角形函數[13],設模糊論域的區間表示為F[a,b],分段點為a1、a2∈F,且滿足a 為了方便編程,所有參數選用相同的隸屬度函數[14],結合公式(4),各參數的模糊子集區間表示為F[a,a1,a2,b],則參數e、et、KP、KI、KD的模糊子集分布如下:e[0,200,600,800],et[0,4,8,12],KP[2.2,3,4.2,5],KI[0.2,0.4,0.6,0.7],KD[3.8,4.8,6,6.9]。 (4)模糊控制規則 ①開始退火時,為了快速升溫,取較大的KP,較小的KD,為避免溫度超調,KI取0。 ②溫度偏差中等大時,KP取較小的值,為了保證速度,取較小的KD并適當增加KI。 ③當偏差e較小時,為保證穩態性能,取較大的KP和KI,為避免溫度振蕩,KD取值中等。 ④當溫度超調時,所有參數歸零,控制輸出為零。 基于上述的規則,同時考慮偏差變化率et的影響,PID 參數模糊控制規則如表1 所示。 表1 PID 參數模糊規則 (5)清晰化輸出 表1 中的16 條模糊規則并不是全部激活,設某個程序掃描周期內e=300 ℃,et=10 ℃,根據模糊子集分布,e落在區間[a1,a2]內,激活了M(x)和L(x)函數,且M(300)=0.75,L(300)=0.25;et落在區間[a2,b]內,激活了L(x)函數,且L(10)=0.5。此刻表1 中(M/ZO/S)(1)、(S/S/M)(5)兩條模糊規則被激活,根據每條模糊規則推理的模糊輸出為: 系統模糊總輸出U=U1∪U2=0.5(S/S/M)(5),此時的總輸出仍是模糊量,將隸屬度0.5 分別代入PID 參數的各自的隸屬度函數S(x)/S(x)/M(x)反函數中即可[15],KP=S(0.5)-1=2.6,KI=S(0.5)-1=0.3,M(x)的反函數有兩個,M(0.5)-1=2.4 或5.4,因KD的論域范圍是[3.8,6.9],故KD=5.4。 選用相同型號(不銹鋼材料、內部填充量、管徑及長度都相同)的不銹鋼電加熱管為測試對象,設定退火工藝溫度為800 ℃,在同一套退火工作臺(如圖4 所示)上分別采用原PID 算法和改進后的模糊PID 算法進行測試,獲得的測試結果如圖5所示。 圖4 退火測試工作臺 圖5 系統溫度測試曲線 從圖5 可以看出,開始升溫后,由于電能轉換為內能需要一定的過渡時間,實際升溫點有所滯后,升溫點過后,在調節器作用下,溫度迅速上升。當溫度接近工藝溫度800 ℃時,原系統控制作用不及時,圖5 中出現了明顯的超調;改造后的系統則通過參數調節,有明顯的模糊制動過程,實現了超調控制,從實際升溫到模糊制動過程中系統動態性能較好;改造后的系統在較短的時間內實現了控制電流的微調,抑制擾動的效果較好。 本文在充分掌握不銹鋼電加熱管退火工藝的基礎上,完成了對原退火爐控制系統的升級改造,改造后的系統能夠適應不同型號管件產品的變化,滿足企業進一步擴大生產的需求。在連續的生產測試中,相對于改造前的系統,產品合格率大幅度提高,經濟效益顯著,該方法也適用于其他退火工藝中。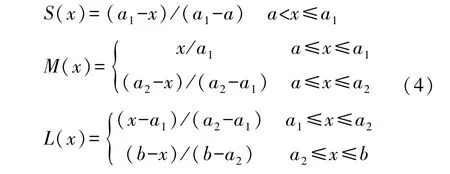
5 系統運行測試

6 結束語
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業工程(2015年4期)2015-12-29 02:48:39