長針電連接器去金搪錫工藝技術
2022-07-15 11:27:38朱振興
宇航材料工藝 2022年3期
關鍵詞:工藝
白 邈 肖 越 楊 志 朱振興
(北京空間機電研究所,北京 100094)
文 摘 針對長針電連接器手工搪錫效率低、質量差的問題,分析了當前幾種搪錫方法的優缺點,提出研制搪錫保護裝置使用錫鍋搪錫的工藝方法,詳述了保護裝置研制的關鍵技術及具體實施方法。結果表明,本工藝方法操作過程簡單、難度低,工藝穩定性好,極少出現返工返修情況,搪錫質量和效率均大幅提高,保護裝置可以重復使用,降低了搪錫成本。
0 引言
隨著電子產品向著高密度、輕小型化發展,電路板、電子單機的集成度也越來越高,長針電連接器作為電路板之間電氣互連的橋梁,在航天產品電子學單機中大量使用,取代傳統使用導線進行電氣連接的形式,大大降低了電氣機箱的體積、質量和裝聯復雜性[1]。然而長針電連接器具有很好實用優勢的同時,其插針焊接前的去金搪錫環節操作復雜、效率低且質量不高,一直都是航天電裝領域一個工藝難題。
1 長針電連接器搪錫要求
長針電連接器插針表面存在一層厚度為10 μm鍍金層,采用錫-鉛(Sn-Pb)焊料焊接金鍍層、元器件鍍金電極或鍍金引線形成的焊點,多顆衛星電子產品上曾發生過焊點開裂致使電氣連接失效的故障(圖1)。一般把用錫為主要成分的焊料與金層焊接后生成金-錫金屬化合物發生的脆性斷裂失效現象稱為“金脆”[2]。在航天等軍工行業的電子生產研制中,為防止金脆,鍍金的引腳、接線端子等必須經過搪錫處理,并作為禁(限)用工藝項目重點關注[3]。
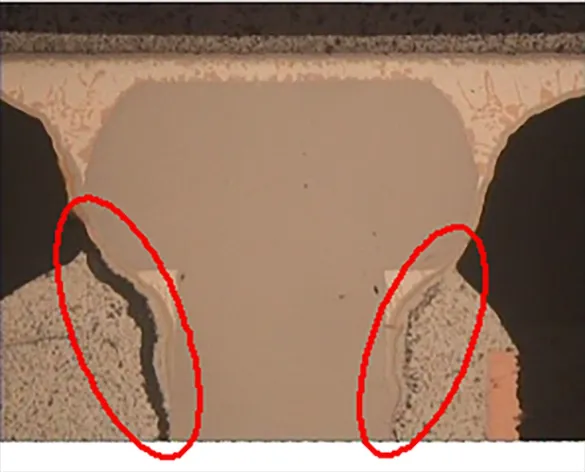
圖1 焊點開裂顯微剖切照片Fig.1 Microsection photos of solder joint cracks
按照航天標準規范QJ3012—1998關于去金的要求:“表面鍍金層厚度小于2.5 μm 需進行一次搪錫處理,大于2.5 μm 則需進行兩次搪錫處理”,在長針電連接器焊接前需對其插針進行兩次搪錫處理[4]。
長針電連接器插針根部是焊接部位,前部是插接部位(圖2);鍍金層具有不易氧化、耐磨、導電性能好、接觸電阻小等優點,正為插接部位所需;因此應保證插接部位鍍金層完好,不允許沾到焊錫;故不能直接將長針浸入到液態焊錫中進行錫鍋搪錫。
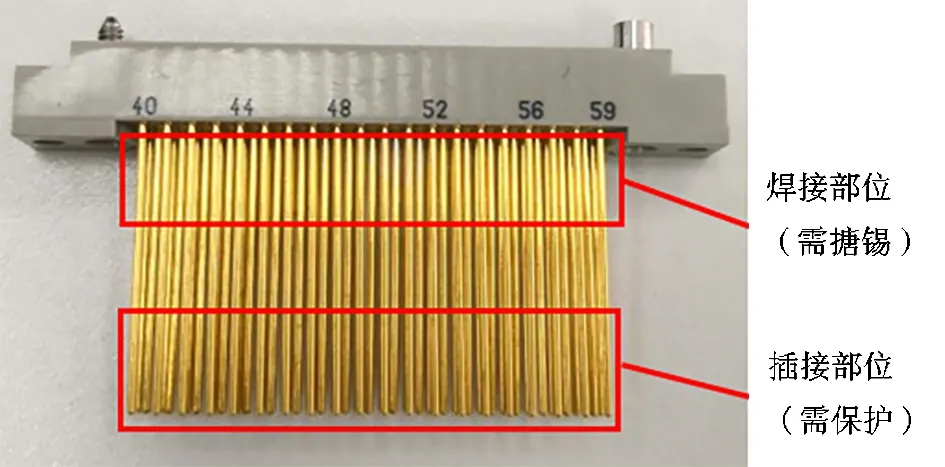
圖2 長針搪錫部位、保護部位示意圖Fig.2 Schematic diagram of tinned and protected parts of long pin
由于長針電連接器具有插針長(15.0、17.5、19.5、22.5 mm 等)、間距密(1.905、2.54 mm 等)的自身特點,給手工搪錫操作帶來了非常大的困難。手工搪錫需要操作人員使用電烙鐵逐一對每一根插針進行去金、搪錫兩次。由于電連接器引腳多、間距密,電烙鐵頭部不易伸入電連接器內部,插針內側需要多次涂抹焊錫才能將鍍金層完全溶解去除,導致長針電連接器手工搪錫操作十分復雜,工作量大,搪錫效率低下。
2 技術調研
針對上述長針電連接器搪錫的要求與存在問題,通過調研形成如下結果。
(1)電烙鐵手工搪錫方法,在長針搪錫部位涂抹助焊劑,用電烙鐵上錫,用吸錫繩將多余焊錫去除,完成去金操作,再涂抹助焊劑進行二次搪錫。優點:人工操作靈活性高、適應性強,無需購置新設備、新材料或制作新工裝;缺點:效率低下、存在去金不徹底等質量風險、工藝穩定性不高,不能完成三排以上長針電連接器搪錫工作,人力勞動強度大。
(2)使用解焊機焊錫波峰搪錫方法[5],制作長針電連接器搪錫專用噴嘴工裝,用保護罩和耐高溫膠帶將長針前部保護,將搪錫部位水平放置到解焊機涌出的焊錫上,進行去金、搪錫操作。優點:比手工搪錫效率高、提高生產設備使用效率;缺點:工藝方法不穩定,存在插針間焊錫橋連、殘余焊錫較多等問題,需要手工返修,導致搪錫效率降低;三排及以上長針電連接器橋連嚴重,無法完成搪錫工作。
(3)插接部位涂保護膠錫鍋搪錫方法[6-8],配置保護膠液,涂敷在長針需保護部位,進行錫鍋去金、搪錫處理,去除保護膠,完成搪錫工作。優點:比手工搪錫效率高、質量好、工藝方法比較穩定,能夠完成多排插針長針電連接器的搪錫工作;缺點:保護膠配制、烘干、去除等工序繁瑣、耗時、降低搪錫效率;保護膠等物料的使用增加生產成本;保護膠如去除不凈,可能導致電連接器接觸不良。
綜上,目前國內商業領域和軍工領域關于長針電連接器搪錫技術相關資料非常少,一般均采用手工搪錫方法,個別軍工單位研究了新的搪錫方法,采用膠液保護錫鍋搪錫或是采用保護罩保護解焊機搪錫,存在操作工藝復雜、物料消耗較大等問題。為此,本文提出研制一種插針搪錫保護裝置,實現長針電連接器高質高效低成本的錫鍋搪錫的工藝方法。
3 保護裝置研制要求
由于錫鍋搪錫要將搪錫部位浸入到260℃的液態焊錫中,長針電連接器如使用錫鍋搪錫,則長針連同保護裝置也同時需要浸入到焊錫中。因此,保護裝置的材料選用與結構形式設計是技術難點的所在,要求具有以下特性:
(1)良好的耐高溫性能和穩定性,能夠承受260℃以上高溫,不熔化,不變形,不發生化學反應,不能被焊錫潤濕;
(2)良好的密封性,保證長針插接部位與液態焊錫隔離,鍍金層不會被焊錫溶解或破壞;
(3)良好的結構設計,保證插針搪錫高度的一致性,結構與插針銜接部位便于液態焊錫留下,不存留焊錫,以減少返修操作;
(4)可重復使用,減少工裝加工次數和成本,進而降低搪錫成本。
4 保護裝置設計
4.1 保護裝置總體設計
經過對搪錫要求和使用需求分析,確定了尖角式搪錫保護裝置,由密封蓋板、插針密封罩、支撐桿、固定座、把手等5 種結構零件組成[9],總體結構見圖3。長針的插接部位插入到插針密封罩內,實現與焊錫的隔離保護,故插針密封罩是本裝置的核心零件,密封蓋板與插針密封罩組裝形成保護腔,支撐桿起到長針搪錫高度限定的作用,同時提供與固定座的連接接口,固定座將長針電連接器本體固定,同時提供與把手的連接接口,把手供操作人員搪錫時手持,應防止傳遞的高溫燙傷手掌。
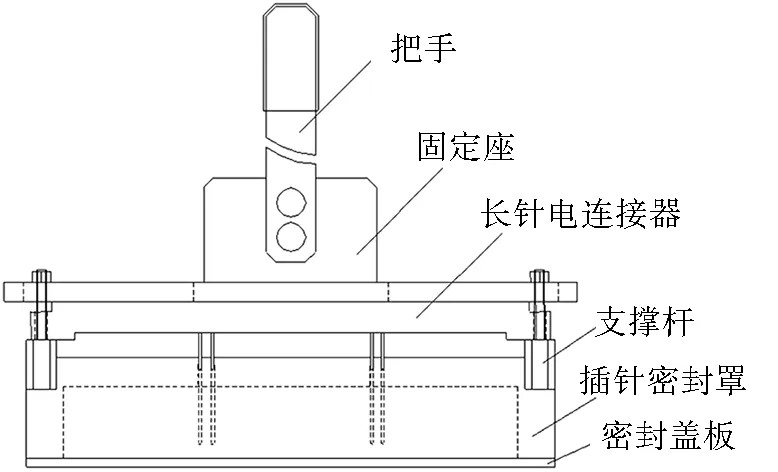
圖3 尖角式搪錫保護裝置結構圖Fig.3 Structural diagram of“sharp angle”protection device
4.2 零件設計
根據上述分析可知,由于插針密封罩上具有與長針電連接器插針一一對應的安裝孔,不同型號電連接器插針數量、間距不同,則需設計制作多種型號的保護裝置。為了增加保護裝置的通用性,減少零件的設計、加工數量,降低生產成本,通過分析歸納與設計優化,明確了保護裝置可以通用的零件為把手、固定座、支撐桿,個性零件為插針密封罩和與之配套使用的密封蓋板。
插針密封罩是決定搪錫保護裝置性能的關鍵,其中安裝孔直徑和尖角角度的參數選擇至關重要:安裝孔徑越大,電連接器的插入越容易,但保護可靠性降低、容易有焊錫存留;尖角角度越小,焊錫流下越快,越不容易殘留焊錫,但不同排插針搪錫高度差增大。
表1、表2為針對某型號三排長針電連接器,插針密封罩安裝孔直徑和尖角角度參數的設計確認及樣件試驗效果對比驗證結果。
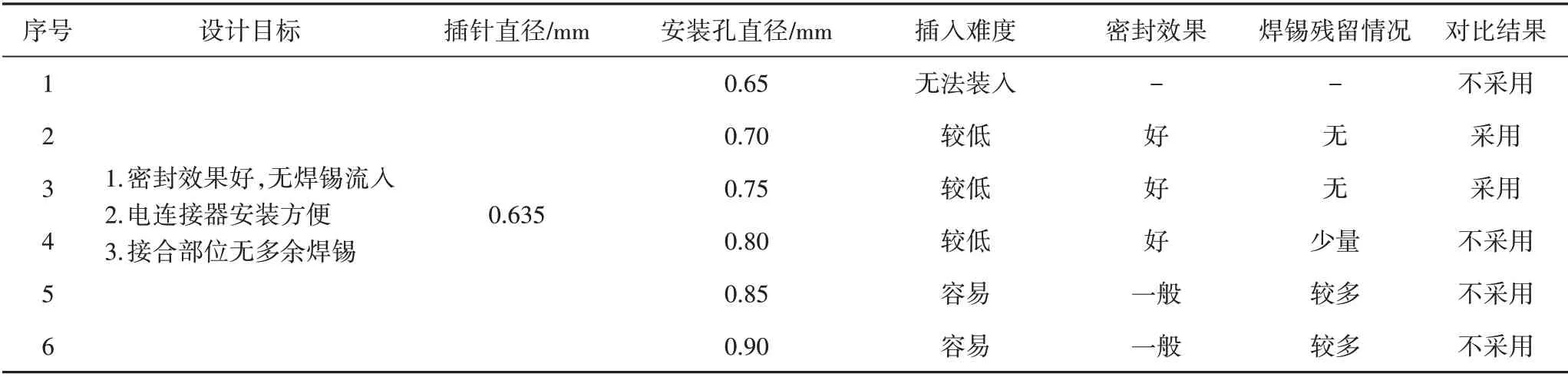
表1 安裝孔直徑參數確認表Tab.1 Confirmation table of installation hole diameter parameters

表2 尖角角度參數確認表1)Tab.2 Confirmation table of sharp angle parameters
從表1可以看出,插針密封罩上安裝孔直徑設計值為0.70~0.75 mm 時,電連接器插入難度較低,密封效果良好,并且接合部位無多余焊錫殘留;安裝孔直徑小于0.70 mm 時,電連接器插入困難,存在損傷插針或其表面鍍金層的風險;安裝孔直徑大于0.75 mm 時,電連接器插入容易,密封效果尚可,但是接合部位有多余焊錫殘留,導致電連接器無法穿入到電路板上安裝孔,需要對多余的焊錫進行手工清除,返修工作量大。
從表2可以看出,插針密封罩尖角角度為60°~90°時,電連接器插針內外側搪錫高度差和不同排插針搪錫高度差在可接受范圍內,且接合部位無多余焊錫殘留。尖角角度0°~60°時,接合部位無多余焊錫殘留,但插針內外側搪錫高度差和不同排插針搪錫高度差均較大,影響搪錫效果。尖角角度90°~180°時,插針內外側搪錫高度差和不同排插針搪錫高度差均較小,但焊錫流下緩慢,接合部位有多余焊錫殘留或橋連情況,需要對多余的焊錫進行手工清除,返修工作量大。
5 搪錫工藝
5.1 工藝流程與方法
使用搪錫保護裝置對長針電連接器進行錫鍋搪錫的工藝流程如圖4所示。
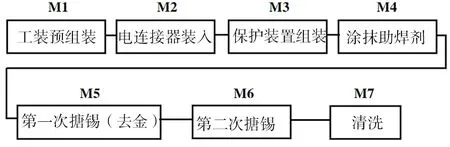
圖4 使用保護裝置搪錫工藝流程Fig.4 Process flow of tinning with protection device
M1:工裝預組裝:先將把手與固定座組裝,支撐桿、插針密封罩和密封蓋板組裝,此兩項組裝操作僅在工裝第一次使用前進行,搪錫完畢后無需拆分,避免后續反復裝拆的無意義工作,提高搪錫效率。
M2:電連接器裝入:長針電連接器裝入工裝之前需先檢查所有插針狀態,應確定所有插針無歪斜,之后將其插入到插針密封罩內,安裝過程中注意保證所有插針全部入孔,防止長針彎折。
M3:保護裝置組裝:將保護裝置上下兩部分通過安裝螺釘組裝成一體。
M4:涂抹助焊劑:搪錫前需對搪錫部位涂抹助焊劑,使用小毛刷蘸取助焊劑,均勻涂抹在待搪錫部位。
M5:第一次搪錫(去金):去除錫鍋表面雜質與氧化膜,將保護裝置豎直浸入到去金錫鍋中,注意控制浸入深度,保證錫鍋焊錫液面不與電連接器本體接觸,且間距小于0.5 mm,搪錫時間2~3 s,然后將保護裝置從錫鍋中豎直提出,完成第一次搪錫。
M6:第二次搪錫:待電連接器本體完全冷卻后,參照上述工序4-5內容與要求,在搪錫錫鍋中進行第二次搪錫操作。
M7:清洗:將保護裝置上下兩部分拆分,取下長針電連接器,使用無水乙醇將搪錫部位及其他污染部位清洗干凈,完成整個長針電連接器搪錫工作。
5.2 搪錫效果確認
去金搪錫完畢后的長針電連接器如圖5所示,由專業檢驗人員使用光學顯微鏡對搪錫質量進行檢驗,得出下列檢驗結論:
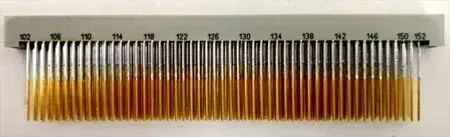
圖5 樣件搪錫效果圖Fig.5 Sample affter tin-coating
(1)插針焊接部位金層表面積100%去除;
(2)搪錫部位表面焊錫潤濕良好,無毛刺、拉尖等現象,錫層厚度均勻,無助焊劑殘留;
(3)插針間無焊錫橋連,無殘渣、焊錫氧化物等多余物;
(4)電連接器插針無彎折、無松動,本體無損傷、無焊錫、無變形,型號、規格、標識等清晰。
6 結論
本文通過研制出一種長針電連接器插針搪錫保護裝置,并重點解決了插針與保護裝置結合部位焊錫殘留問題,摸索出長針電連接器高質高效的錫鍋搪錫工藝新方法。該工藝方法工序簡單,操作難度低,工藝穩定性好,極少出現返工返修情況,且裝置可以重復使用,降低了搪錫成本,很好地解決了長針電連接器手工去金搪錫效率低、質量差的問題。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52