高錫胎圈鋼絲在高性能轎車輪胎中的應用
2022-07-20 06:23:08薛彬彬陳建軍張玉亮劉凱華
輪胎工業 2022年5期
關鍵詞:質量
薛彬彬,陳建軍,張玉亮,劉凱華,儲 民
[1.山東華盛橡膠有限公司,山東 廣饒 257300;2.華盛(山東)產業技術研究院有限公司,山東 廣饒 257300;3.北京橡膠工業研究設計院有限公司,北京 100143]
隨著高性能乘用車行業的不斷創新發展,舒適、環保、節能、安全耐用的高性能輪胎成為輪胎市場競爭的主流[1-3],而胎圈鋼絲作為將輪胎固定在輪輞上的重要骨架材料,不僅要求具有承受外胎與輪輞的各種相互作用力,確保車輛的驅動、制動、操縱安全等性能,同時要承擔胎體形變對輪胎的作用力,因此其性能直接影響輪胎質量[4-5]。胎圈鋼絲位于輪胎與輪輞連接的部位(如圖1所示),要求其必須具有一定的強度和韌性,同時應具有較好的粘合性能。胎圈鋼絲與膠料的粘合性能是所有輪胎企業重點控制的指標,光面鋼絲與膠料的粘合性能極差,必須在鋼絲表面均勻覆蓋鍍層,鍍層品種主要有純銅、錫青銅、紫銅、黃銅和純鋅等單金屬或二元合金。在保證輪胎使用性能的前提下,經過長期不斷研究、篩選和驗證優化,逐步確立了錫青銅鍍層胎圈鋼絲主流產品,同時在胎圈鋼絲鍍層研究中發現,錫青銅鍍層中錫含量對膠料的粘合性能和輪胎的使用性能有較大影響[6-8]。

圖1 輪胎橫截面
目前,根據胎圈鋼絲錫青銅鍍層中錫含量高低分為低錫胎圈鋼絲和高錫胎圈鋼絲。鍍層中錫質量分數在3%以下的統稱為低錫胎圈鋼絲,而高錫胎圈鋼絲的錫質量分數在10%左右。低錫胎圈鋼絲由于價格優勢和產能供應等原因被輪胎企業廣泛應用,但受輪胎市場和金屬制品市場同質化競爭影響,造成輪胎質量下降,易出現早期老化生銹現象,嚴重影響輪胎的使用壽命;而高錫胎圈鋼絲能夠增強鋼絲與膠料的粘合性能,在使用過程中不易出現早期老化生銹現象,可以有效延長輪胎使用壽命,提高輪胎產品質量[9-10]。
本工作對比研究高錫胎圈鋼絲與低錫胎圈鋼絲在245/45R16 XL 98Y S2000高性能轎車輪胎胎圈中的應用,旨在探討胎圈鋼絲中錫含量對輪胎綜合性能的影響。
1 實驗
1.1 主要原材料
Φ1.30HT高錫胎圈鋼絲和低錫胎圈鋼絲,江蘇興達鋼簾線股份有限公司產品。
1.2 主要設備和儀器
萬能材料電子拉力機,高特威爾(青島)儀器有限公司產品;EJJ-3型線材扭轉試驗機,寧夏青山試驗機有限公司產品;電熱式平板硫化機,青島越光橡膠機械有限公司產品;鋼絲圈纏繞機,無錫益聯機械有限公司產品;鋼絲圈貼合機,江蘇通誠機械制造有限公司產品;動平衡和均勻性復合機,日本國際計測株式會社產品;PCR高速耐久試驗機和輪胎強度、脫圈綜合試驗機,青島高校軟控機電工程有限公司產品。
1.3 性能測試
胎圈鋼絲的基本性能按照GB/T 14450—2016《胎圈用鋼絲》進行測試;成品輪胎的室內性能按照GB/T 4502—2016《轎車輪胎性能室內試驗方法》進行測試。
2 結果與討論
2.1 理化分析
Φ1.30HT高錫胎圈鋼絲和低錫胎圈鋼絲的理化分析結果如表1所示。
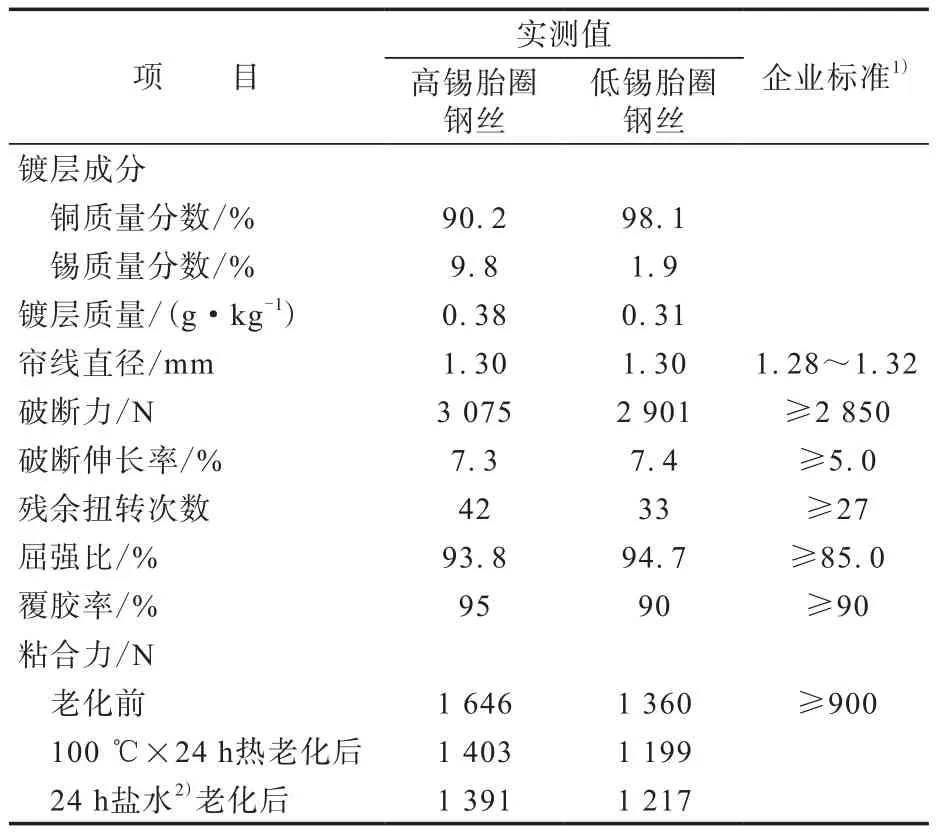
表1 兩種胎圈鋼絲的理化分析結果
從表1可以看出,與低錫胎圈鋼絲相比,高錫胎圈鋼絲的鍍層質量、破斷伸長率和屈強比相當,鍍層錫質量分數、破斷力、殘余扭轉次數和粘合力明顯增大。這表明在相同條件下,高錫胎圈鋼絲可以更有效地避免鋼絲老化生銹現象,減小輪胎的形變破壞,提高車輛的操縱安全性,延長輪胎的使用壽命。
Φ1.30HT高錫胎圈鋼絲和低錫胎圈鋼絲的外觀形態如圖2所示。由圖2可見,兩種胎圈鋼絲的外觀色澤及表面鍍層均勻一致,無明顯差異。

圖2 兩種胎圈鋼絲的外觀形態
2.2 工藝性能
Φ1.30HT高錫胎圈鋼絲的表面覆膠情況及試制輪胎的成型和硫化狀態分別如圖3和4所示。

圖3 Φ1.30HT高錫胎圈鋼絲表面覆膠情況
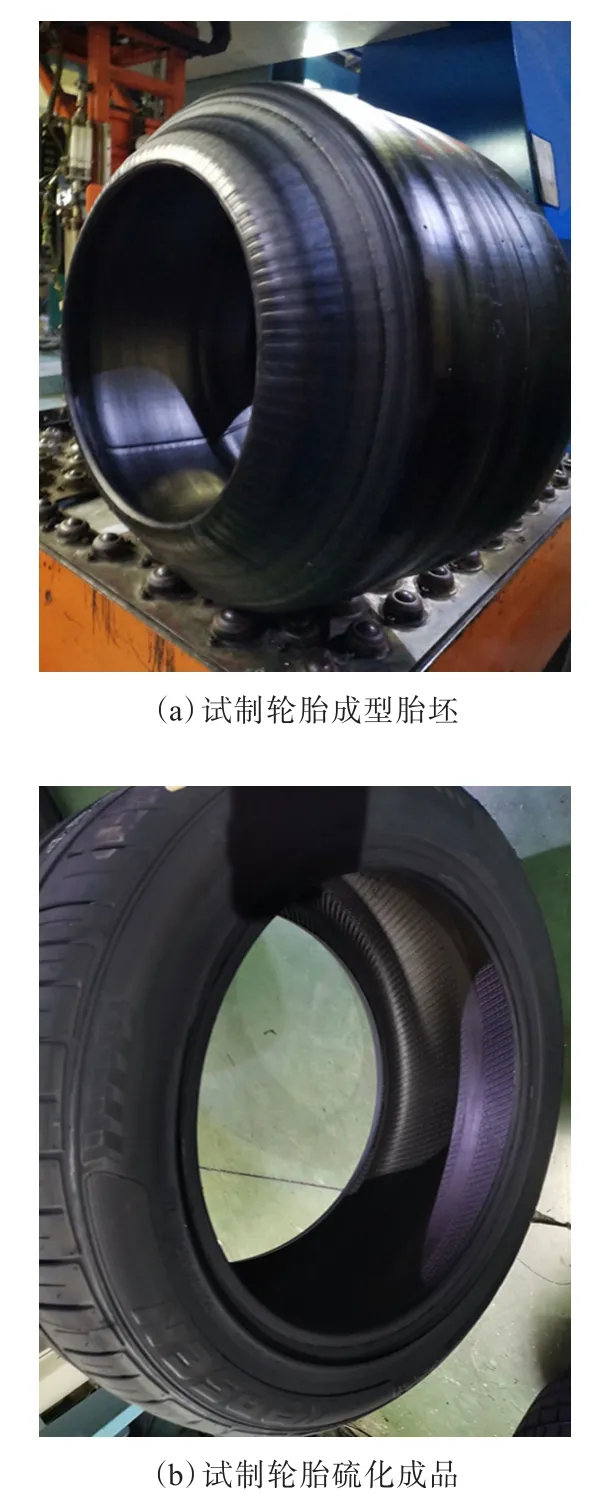
圖4 試制輪胎的成型和硫化狀態
從圖3可以看出,Φ1.30HT高錫胎圈鋼絲排列均勻、平整,無拉伸、斷頭等不良現象發生,表面覆膠均勻無漏銅、接頭翹頭發生。通過現場對比驗證,胎圈鋼絲現場纏繞工藝符合要求,鋼絲圈的剛度、內徑和質量穩定性較好。
從圖4可以看出,Φ1.30HT高錫胎圈在成型和硫化過程中無氣泡、窩氣等不良現象發生,滿足現場制造工藝要求。
2.3 成品性能
分別采用低錫胎圈鋼絲和高錫胎圈鋼絲試制245/45R16 XL 98Y S2000高性能轎車輪胎,并對成品輪胎的質量進行檢測,統計結果如表2所示。
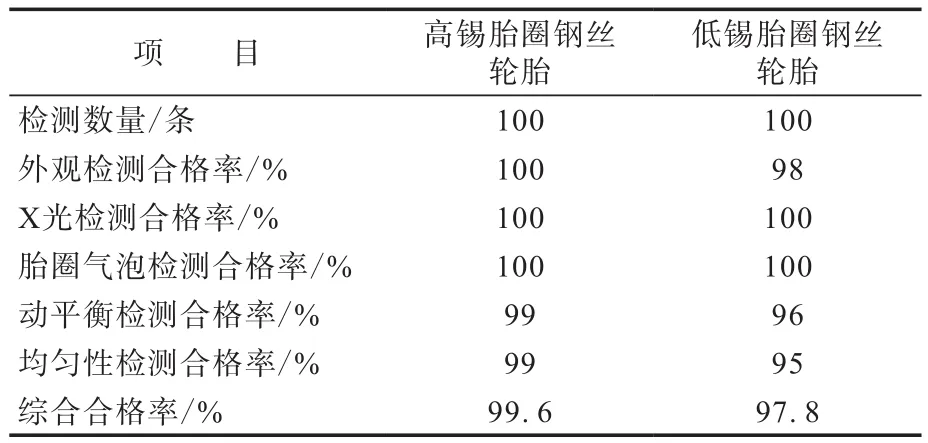
表2 成品輪胎的質量檢測統計結果
從表2可以看出,與低錫胎圈鋼絲輪胎相比,高錫胎圈鋼絲輪胎的外觀質量、動平衡和均勻性明顯提高,在相同條件下選用Φ1.30HT高錫胎圈鋼絲可以有效降低輪胎制造不良率的發生。
成品輪胎的室內性能測試結果如表3所示。
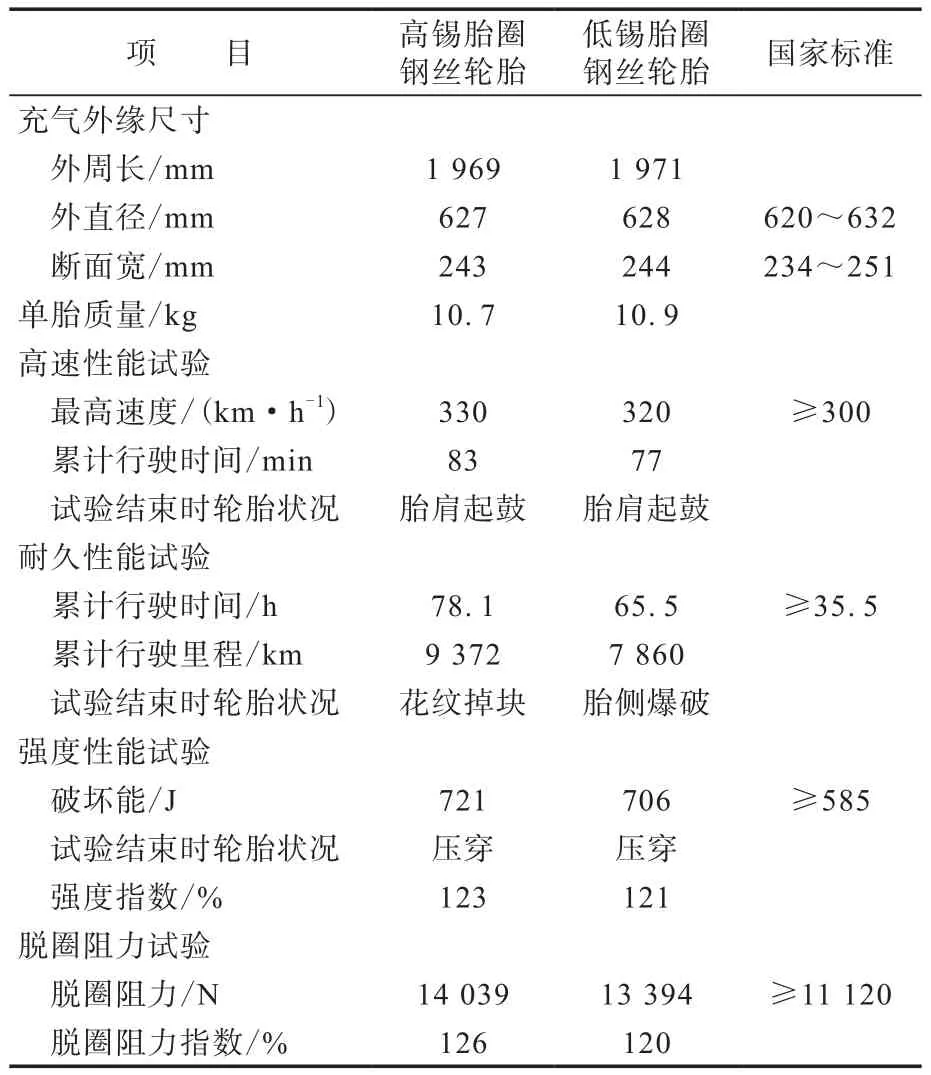
表3 成品輪胎的室內性能測試結果
從表3可以看出,兩種胎圈鋼絲輪胎的各項室內性能均滿足或超過國家標準要求。與低錫胎圈鋼絲輪胎相比,高錫胎圈鋼絲輪胎的外直徑、斷面寬、單胎質量和強度性能均接近,高速性能速度等級略高。在相同條件下,高錫胎圈鋼絲輪胎的耐久性能和脫圈阻力顯著提高,有效延長了輪胎的使用壽命。
3 結論
(1)與低錫胎圈鋼絲相比,Φ1.30HT高錫胎圈鋼絲的鍍層質量、破斷伸長率和屈強比相當,鍍層錫質量分數、破斷力、殘余扭轉次數和粘合力明顯增大;在相同條件下可更有效地避免鋼絲老化生銹現象,從而延長輪胎的使用壽命。
(2)在高性能轎車輪胎胎圈中以高錫胎圈鋼絲替代低錫胎圈鋼絲,胎圈鋼絲現場纏繞及制造工藝滿足要求,鋼絲圈的剛度、內徑和質量穩定性較好,輪胎外觀質量、動平衡和均勻性明顯提高,產品綜合合格率提高。
(3)成品輪胎的室內各項性能均滿足或超過國家標準要求,輪胎的耐久性能和脫圈阻力顯著提高,輪胎使用壽命延長。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
