空壓機(jī)熱風(fēng)余熱的合理收集利用
2022-07-31 02:51:14賈連磊陳青玲
中國鑄造裝備與技術(shù) 2022年4期
賈連磊,陳青玲
(山東省聊城市聊城新濼機(jī)械有限公司,山東聊城 252000)
0 引言
鑄造工廠的鑄件噴防銹底漆后需要風(fēng)干處理,傳統(tǒng)的自然風(fēng)干夏季需要2h,冬季需要4h,受到季節(jié)性因素的制約,而且風(fēng)干周期較長。隨著工業(yè)技術(shù)的發(fā)展和進(jìn)步,目前的鑄造工廠都建設(shè)有烘干室,這種烘干室主要采用燃?xì)饧訜岷娓桑瑴囟仍?0~75℃,鑄件在放置進(jìn)去30min 就可以完成烘干處理,操作方便,生產(chǎn)效率高。但是,烘干室每小時天然氣耗氣量為60m3左右,每方按3 元左右,每小時的成本為200 元左右,每天的成本大約為5000 元。然而,在具有一定規(guī)模的鑄造工廠中需要配備很多空壓機(jī),這些空壓機(jī)主要為鑄造生產(chǎn)提供氣源,在輸出壓縮空氣的同時也產(chǎn)生了帶有較高溫度的熱廢氣排出,如果將空壓機(jī)產(chǎn)生的熱廢氣回收進(jìn)入烘干室,利用這種熱風(fēng)余熱對鑄件進(jìn)行烘干處理,既減少了空氣污染,改善了鑄造車間的生產(chǎn)環(huán)境,又節(jié)省了大量的燃?xì)赓M(fèi)用,大幅度降低了生產(chǎn)成本。
1 技術(shù)方案
本改造的目的是提供一種利用空壓機(jī)熱風(fēng)余熱的烘干裝置,充分利用空壓機(jī)排出的熱廢氣散發(fā)出的余熱對鑄件進(jìn)行烘干處理,結(jié)構(gòu)設(shè)計合理,減少了空氣污染,改善了鑄造車間的生產(chǎn)環(huán)境,節(jié)約了大量的燃?xì)赓M(fèi)用,降低了生產(chǎn)成本。
為達(dá)到上述技術(shù)目的,設(shè)計一種利用空壓機(jī)熱風(fēng)余熱的烘干裝置,包括多臺空壓機(jī)、風(fēng)機(jī)房和烘干室,每臺空壓機(jī)的余熱出風(fēng)口連接有余熱風(fēng)管,每個余熱風(fēng)管上均設(shè)有第一蝶閥,每個余熱風(fēng)管分別與管道Ⅰ相連接,管道Ⅰ的兩端設(shè)置有第二蝶閥,管道Ⅰ與管道Ⅱ的一端相連接,管道Ⅱ與管道Ⅰ的連接處設(shè)有第三蝶閥,管道Ⅱ的另一端與所述風(fēng)機(jī)房內(nèi)設(shè)置的電動風(fēng)機(jī)相連接,風(fēng)機(jī)房設(shè)置烘干室的頂部。
多臺空壓機(jī)開啟數(shù)量至少為四臺,每臺空壓機(jī)的散熱量為1600~2000kcal/min。第一蝶閥、第二蝶閥、第三蝶閥為電動窗式百葉調(diào)節(jié)閥。烘干室的頂部開設(shè)有進(jìn)風(fēng)口,電動風(fēng)機(jī)的出風(fēng)口與進(jìn)風(fēng)口相連接。
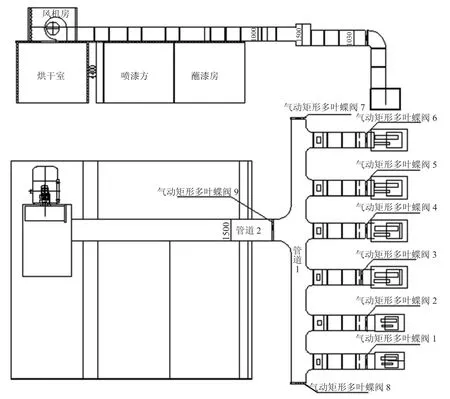
圖1 原理圖
通過采用上述技術(shù)方案,將空壓機(jī)散發(fā)出的余熱廢氣進(jìn)行收集,輸送進(jìn)入烘干室,取代了燃?xì)鈱﹁T件的烘干處理,并且在輸送管道中設(shè)置了多個蝶閥,可以根據(jù)烘干室溫度的高低隨意控制蝶閥的開啟或關(guān)閉,從而實現(xiàn)對熱氣的輸送量。本方案充分發(fā)揮了廢氣再利用的環(huán)保作用,減少了空氣污染,改善了鑄造車間的生產(chǎn)環(huán)境,節(jié)約了大量的燃?xì)赓M(fèi)用,降低了生產(chǎn)成本。
2 具體實施方式
為使本方案的技術(shù)手段、創(chuàng)作特征、達(dá)成目的與作用更加清楚及易于了解,下面結(jié)合附圖和具體實施方式進(jìn)一步說明。
參照圖2 所示,提供的一種利用空壓機(jī)熱風(fēng)余熱的烘干裝置,包括多臺空壓機(jī)、風(fēng)機(jī)房和烘干室,每臺空壓機(jī)的余熱出風(fēng)口連接有余熱風(fēng)管,每個余熱風(fēng)管上均設(shè)有第一蝶閥,每個余熱風(fēng)管分別與管道Ⅰ相連接,管道Ⅰ的兩端設(shè)置有第二蝶閥,管道Ⅰ與管道Ⅱ的一端相連接,管道Ⅱ與管道Ⅰ的連接處設(shè)有第三蝶閥,管道Ⅱ的另一端與所述風(fēng)機(jī)房內(nèi)設(shè)置的電動風(fēng)機(jī)相連接,風(fēng)機(jī)房設(shè)置烘干室的頂部。
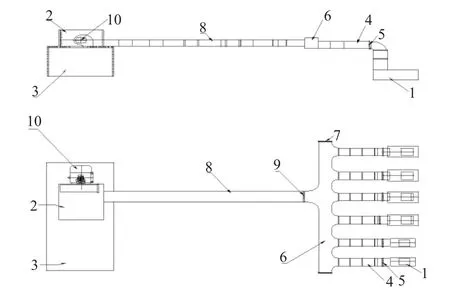
圖2 結(jié)構(gòu)示意圖
基于上述實施方式,多臺空壓機(jī)的數(shù)量至少為四臺,每臺空壓機(jī)的散熱量為1600~2000kcal/min。正常情況下烘干室的溫度需保持在70~75℃,需要供熱量為6500~7500kcal/min,因而空壓機(jī)的數(shù)量至少設(shè)置為四臺完全可以滿足烘干溫度的工藝要求。
第一蝶閥、第二蝶閥、第三蝶閥為電動窗式百葉調(diào)節(jié)閥。其中第一蝶閥的電機(jī)電源線與相對應(yīng)空壓機(jī)的電源開關(guān)相連接,從而實現(xiàn)與空壓機(jī)同步運(yùn)行,即空壓機(jī)啟動時第一蝶閥打開,空壓機(jī)停止時第一蝶閥關(guān)閉。第二蝶閥、第三蝶閥為手動控制,當(dāng)烘干室需要熱量進(jìn)行烘干作業(yè)時,第二蝶閥關(guān)閉,第三蝶閥打開,從而使空壓機(jī)散發(fā)的熱量持續(xù)向烘干室輸送;當(dāng)烘干室不需要烘干作業(yè)時,第三蝶閥關(guān)閉,第二蝶閥打開,從而將空壓機(jī)散發(fā)的熱量進(jìn)行排空。
烘干室的頂部開設(shè)有進(jìn)風(fēng)口,電動風(fēng)機(jī)的出風(fēng)口與進(jìn)風(fēng)口相連接。
3 使用方法
多臺空壓機(jī)的大部分余熱回收進(jìn)入烘干室,用于噴漆后鑄件的烘干。由于烘干室的工作溫度應(yīng)保持在70~75℃,需要供熱量為6500~7500kcal/min,一般每臺空壓機(jī)的排熱量為1600~2000kcal/min,因此需要四臺空壓機(jī)同時運(yùn)行即可滿足烘干室的工作需求。為保證烘干室能夠持續(xù)可靠運(yùn)行,本方案中對六臺空壓機(jī)設(shè)置了余熱風(fēng)管,其中只要有四臺空壓機(jī)正常運(yùn)行就可以滿足烘干室的熱量供應(yīng)。具體工作原理為:首先將需要烘干處理的鑄件放置到烘干室內(nèi),手動關(guān)閉管道Ⅰ兩端的第二蝶閥,手動打開管道Ⅰ與管道Ⅱ連接處的第三蝶閥;然后,啟動四臺空壓機(jī)和電動風(fēng)機(jī),由于第一蝶閥的電源線與相對應(yīng)的空壓機(jī)電源開關(guān)相連接,因此在每臺空壓機(jī)啟動的同時所對應(yīng)的第一蝶閥打開,每臺空壓機(jī)散發(fā)出的余熱通過余熱風(fēng)管進(jìn)入管道Ⅰ中匯集,因為管道Ⅰ的兩端第二蝶閥處于關(guān)閉狀態(tài),所以在管道Ⅰ中匯集的余熱流向管道Ⅱ。由于管道Ⅱ另一端設(shè)置有電動風(fēng)機(jī),并且電動風(fēng)機(jī)的出風(fēng)口與烘干室頂部的進(jìn)風(fēng)口連接,在電動風(fēng)機(jī)的作用下,余熱持續(xù)向烘干室內(nèi)輸送,鑄件在烘干室內(nèi)溫度為70~75℃的工作環(huán)境下保持一段時間,關(guān)閉所有空壓機(jī)和電動風(fēng)機(jī),整個鑄件的烘干處理過程完成。
如果烘干室不需要對鑄件進(jìn)行烘干處理工作,也沒有必要對其輸送熱量,但是為了保證其他生產(chǎn)工藝正常運(yùn)行空壓機(jī)又不能停止工作,具體操作方法為:手動打開管道Ⅰ兩端的第二蝶閥,關(guān)閉第三蝶閥,電動風(fēng)機(jī)設(shè)置為關(guān)閉狀態(tài),這樣空壓機(jī)散發(fā)的余熱就可以通過余熱風(fēng)管進(jìn)入管道Ⅰ中匯集,進(jìn)而余熱在管道Ⅰ的兩端排空釋放。
4 結(jié)束語
本方案有6 臺空壓機(jī),其中4 臺LS20-150LAC,2 臺LS16-75LAC。LS20-150LAC 每臺散熱量為1670kcal/min,LS16-75LAC 每臺散熱量為2004 kcal/min。正常情況下噴漆房烘干室內(nèi)滿足70~75℃,要求燃?xì)馊紵龣C(jī)發(fā)熱量6500~7500kcal/min。正常情況下1 臺LS20-150LAC 的空壓機(jī)和3 臺LS20-150LAC 的空壓機(jī)正常工作時產(chǎn)生的熱量為:2004kcal×3+1670kcal=7682kcal>7500kcal 完全滿足烘干室內(nèi)熱量要求,溫度也能得到保證,可以使鑄件達(dá)到烘干工藝溫度要求,滿足正常的生產(chǎn)節(jié)拍。
每小時節(jié)約70m3燃?xì)赓M(fèi)用210 元,每天按照6h,每月按照22 個工作日計算,每年可節(jié)省費(fèi)用210×6×22×12=332640(元)。