一種新型多通道可擴展氣壓控制器設計
2022-08-01 04:21:52李曉萌黃海明溫淑煥
燕山大學學報 2022年4期
關鍵詞:設計
李曉萌,黃海明,溫淑煥,袁 毅,*
(1.燕山大學 電氣工程學院,河北 秦皇島 066004; 2.深圳大學 電子與信息工程學院,廣東 深圳 518060)
0 引言
目前,氣壓控制系統廣泛應用于各行各業之中,航空電子設備需要提供仿真激勵作用的氣壓控制系統;在化工、機械和采礦領域需要用到空氣壓縮機供氣系統;醫療行業需要對特定的氣體進行壓力控制,或者使用特定的氣體對生化試劑進行推動;機器人行業需要使用氣壓控制器對軟體模塊進行驅動,以完成各類目標動作。為此,研究人員發明設計了各種各樣的氣壓控制器或控制系統。
為滿足行業需求,研究人員發明設計了各種各樣的氣壓控制器或控制系統。氣壓控制系統是指用電子/電氣設備作為控制裝置,以氣動設備驅動執行的綜合系統。文獻[1]基于STM32控制板設計了一種校準水位檢測計出廠設置的氣壓頻率控制系統,提高了系統響應速度和精度,適應生產需求;文獻[2]設計了一種基于比例調節閥的氣壓控制系統,滿足多材料生物3D打印一體成型的應用需求;文獻[3]采用FPGA技術,實現了熱壓罐溫度和氣壓控制;文獻[4]針對現有空氣壓縮機性能單一現狀,提出了一種同時提供高、低壓供氣系統方案;文獻[5]針對航空電子設備研制過程中所需的動態壓力模擬裝置,提出了一種新型混合氣壓控制策略及系統;文獻[6]設計并搭建軟體手指組氣動控制系統進行抓握實驗。然而上述氣壓控制器或控制系統功能單一、通道數量少,極大限制了自身應用范圍。當受控對象需要多路氣壓控制通道時,需同時使用多個氣壓控制器,這提高了使用成本,造成了資源浪費。
近年來,軟體機器人發展迅速,且種類繁多,控制日趨復雜,常見的腔道致動器如兩腔、三腔道致動器[7-10]需使用多路正向氣壓通道驅動;變剛度機器人[11-14]需使用負向氣壓通道驅動;多腔道變剛度軟體機器人需同時使用多路正向氣壓通道和負向氣壓通道驅動。而現有氣壓控制器或控制系統很難同時滿足這些控制需求。因此,本文研究并設計了一種多通道可擴展氣壓控制器,此氣壓控制器以STM32F407單片機為核心,集信號采集、氣壓實時顯示、氣壓反饋值顯示、模式切換和操作控制于一體,擁有上位機模式和手動模式兩種模式,包含十路正向氣壓通道,一路負向氣壓通道以及一路混合氣壓通道,并可以更換氣壓閥組進行功能擴展。此氣壓控制器自身性能良好,兼容性高,可同時滿足各類復雜軟體機器人的驅動需求。
1 氣壓控制器方案設計
該氣壓控制器設計思路是:1)采用STM32F407單片機作為控制器,以此實現各模塊功能。2)氣壓控制器包含十二路氣壓通道,其中十路為正向氣壓通道,一路為負向氣壓通道,一路為混合氣壓通道,各通道相互獨立,互不干擾。氣壓閥組可模塊化安裝與拆除,便于后期功能擴展。3)氣壓控制器含有兩種控制模式:手動模式和上位機模式,兩種模式互不干擾,提高氣壓控制器容錯性,其中擴展性功能在上位機模式中添加。
氣壓控制器的方案設計原理圖如圖1所示,當氣壓控制器運行時,首先利用模式選擇電位器進行模式選擇,若為上位機模式,STM32主控板通過CAN模塊接收上位機傳輸來的數據并進行數據解析,從而實現各通道氣壓控制。若為手動模式,STM32主控板通過RS232接口電路接收STM32次控板傳輸來的采樣數據并進行數據解析,從而實現各通道氣壓控制。與此同時,氣壓控制器利用LCD屏實時顯示各通道當前氣壓值。

圖1 氣壓控制器設計原理圖Fig. 1 Design schematic diagram of air pressure controller
氣壓控制器氣路流通方向如圖1所示。使用正向氣壓通道時,氣體從正壓氣源流出,流向受控正壓比例閥,輸出指定氣壓到受控對象;使用負向氣壓通道時,氣體從負壓氣源流出,流向受控負壓比例閥,并輸出指定負壓到受控對象,受控對象體內氣壓被快速抽出;使用混合氣壓通道時,先進行正負氣路選擇,若為正,則氣體流通方向與正向氣壓通道相同,若為負,則氣體流通方向與負向氣壓通道相同。
2 氣壓控制器裝置設計
氣壓控制器裝置設計主要從兩個方面來考慮:硬件設計和軟件設計。其中硬件設計分為十二路氣壓通道設計、混合氣壓通道設計,軟件設計分為串行通信協議設計、上位機設計和氣壓數據采集及數據處理算法。
2.1 硬件設計
2.1.1十二路氣壓通道設計
氣壓控制器選用控制電壓為0~10 V的Festo VEAB比例閥作為控制閥;選用STM32單片機作為控制核心,并利用DAC輸出比例閥控制電壓。氣壓控制器有十二路氣壓通道,僅憑單片機自帶DAC無法滿足設計需求,故選用兩片外置TLV5608 DAC芯片進行擴展。又因為在上位機模式下,需用ADC采樣12路氣壓通道比例閥反饋電壓,以顯示實時氣壓;在手動模式下,需用ADC采樣12路手動電位器電壓,以輸出各通道控制電壓,且單塊控制板板載資源不足,故選用兩塊相同STM32控制板進行設計。氣壓控制器硬件結構圖如圖2所示。手動模式下,次控板通過ADC采樣十二路通道手動調節電位器電壓,并將采集數據通過RS232串口電路傳輸至主控板,主控板接收并解析數據,然后利用DAC輸出控制電壓,進而輸出各通道氣壓。上位機模式下,主控板通過CAN模塊,接收上位機傳輸的十二路通道氣壓設定值數據并進行數據處理,然后利用DAC輸出控制電壓,進而輸出各通道指定氣壓,同時主控板通過ADC采樣各通道實時氣壓并反饋給上位機。此外,將十二路氣壓閥組封裝模塊化,利用卡槽固定于氣壓箱內,后續氣壓控制器功能擴展時,方便拆卸、安裝,利于提高氣壓控制器的兼容性。
2.1.2混合氣壓通道設計
混合氣壓通道是十二路氣壓通道中的一路,此通道氣壓閥由正壓比例閥、負壓比例閥和電磁閥共同組成,統稱為混合閥。其設計原理如圖3所示,混合閥將電磁閥倒用,正壓比例閥連接電磁閥常閉口,負壓比例閥連接電磁閥常開口,氣壓受控對象連接電磁閥進氣口,通過控制電磁閥的通斷來實現混合閥正負氣壓切換。

圖3 混合閥設計原理圖Fig.3 Design schematic diagram of mixed valve
手動模式下,混合氣壓通道手動調節電位器電壓區間分為正壓區間和負壓區間,ADC采樣時,若電壓處于正壓區間,主控板置高I/O模塊并驅動PLC放大板,電磁閥常閉口打開,混合氣壓通道輸出正向氣壓;若處于負壓區間,主控板重置I/O模塊,不驅動PLC放大板,電磁閥常開口打開,混合氣壓通道輸出負向氣壓。混合氣壓通道氣壓大小由ADC采樣電壓在各電壓區間所占比值大小決定。上位機模式下,利用通道設定氣壓值正負進行氣壓選擇,為正則輸出正向氣壓,為負則輸出負向氣壓,混合閥控制方式同手動模式。
2.2 軟件設計
2.2.1串行通信協議設計
氣壓控制器有兩處需要進行數據傳輸:1)手動模式下,次控板將十二路手動調節電位器電壓通過RS232串口電路傳輸至主控板;2)上位機模式下,上位機通過USB轉CAN控制板,將各通道氣壓設定值傳輸至主控板,同時主控板將各通道實時氣壓值反饋給上位機。考慮到程序編寫的便捷性,采取一套通信協議同時滿足上述兩種情況,具體協議如表1所示。

表1 串行通信協議Tab.1 Serial communication protocol
由于氣壓控制器模式多,通道數量多,且有正/負氣壓,所以通信協議中應考慮控制模式、氣壓模式、通道、氣壓值等參數,出于對數據傳輸安全性考慮,通信協議采用固定長度指令格式,該指令在包含上述參數同時,又包含幀頭、幀尾及數據長度等限制位。數據傳輸時,程序先檢查幀頭、幀尾是否正確,再判斷數據長度,然后將剩余幾位數據提取出來進行相關電路控制。
2.2.2上位機設計
上位機采用Labview軟件編寫,其界面設計如圖4所示,包含主界面和三頁副界面。圖4(a)為上位機主界面,主界面主要對上位機通信進行配置,如串口通道的選擇、波特率的設置、上位機數據傳輸功能的開斷,上位機運行狀態的顯示以及氣壓控制模式的選擇等等;副界面主要對各種氣壓控制模式做更詳細的通道設計,圖4(b)為基本氣壓控制模式,此模式是本文設計的十二路氣壓通道對應氣壓控制模式,在此副界面內,操作人員可依據規定氣壓范圍輸入各通道設定氣壓值,并可以根據需要同時選取全部通道或者某幾路通道進行使用,氣壓控制器運行后該界面會自動接收并顯示下位機傳來的使用通道實際氣壓值,即反饋值。

(a) 上位機主界面

(b) 基本氣壓控制模式
對于氣壓控制箱的擴展功能,由于手動模式已經固定,故將擴展功能氣壓控制模式放于上位機模式中設計,操作人員根據使用需求更換氣壓閥組,并于副界面中進行通道設計,如圖4(a)中的單通道模式和多通道模式,擴展功能界面在此處不做過多介紹。
2.2.3氣壓數據采集及數據處理算法
選用的TLV5608是一款10位8通道外置DAC芯片,其經放大電路放大后可輸出0~10 V電壓,取值范圍為0~1023;選用的手動調節電位器型號為WDD35D-4,可360°無限旋轉,其有效分壓旋轉角度為345°。考慮到電位器分壓從10 V跳變到0 V對應的無效角度較小,設計時預留0.8 V緩沖電壓,即有效采樣電壓為0~9.2 V,降壓分壓后ADC對應的電壓范圍為0~3 V,對應取值范圍為0~3 723,下面對手動模式和上位機模式分別進行詳細氣壓值計算。
設氣壓比例閥氣壓量程差絕對值為vp,手動模式下,設各通道手動調節電位器電壓為x1,ADC值為

(1)
正向/負向氣壓通道中,DAC值為

(2)
在混合氣壓通道中,采樣電壓分為三段區間,0~3.68 V為正壓采樣區間,3.68~5.52 V為緩沖模式采樣區間,5.52~9.2 V為負壓采樣區間。正壓時,因為采樣電壓區間為0~3.68 V,經過降壓分壓電路后,ADC對應電壓區間為0~1.2 V,取值范圍約為0~1 489,DAC值為

(3)
負壓時,采樣電壓區間為5.52~9.2 V,經過降壓分壓電路后,ADC對應電壓區間為1.8~3 V,取值范圍約為2 234~3 723,DAC值為

(4)
各氣壓通道實時氣壓值為

(5)
其中,a1為手動模式下各通道ADC采樣實時值,d1為手動模式下各通道DAC實時值,p1為手動模式下各通道實時氣壓值。
上位機模式下,因上位機中可直接輸入各通道氣壓值,故只需在程序中解算出DAC的值,便可在主控板中輸出氣壓比例閥控制電壓,進而輸出設定氣壓,設設定氣壓值為p2,則DAC值為
(6)
其中,d2為上位機模式下各通道DAC值。
上位機模式下,氣壓反饋值通過ADC采樣比例閥反饋電壓獲得,氣壓比例閥反饋電壓范圍為0~10 V,設反饋電壓值為x2,ADC值計算公式與式(1)相似,則各通道反饋氣壓值為

(7)
其中,a3為反饋電壓對應ADC采樣值,p3為各通道反饋實時氣壓值。
3 氣壓控制器樣機制作及實驗研究
3.1 氣壓控制器及軟體模塊制作
為驗證所提新型多通道、可擴展氣壓控制器的合理性和實用性,本節依據前文描述搭建了氣壓控制器樣機。氣壓控制器樣機如圖5所示,主要包括進氣口、控制板、電源、氣壓閥組和電磁閥組等幾個模塊。

圖5 氣壓控制器樣機Fig.5 Prototype of air pressure controller
此外,本節從氣壓響應速度、氣壓控制精確性和氣壓穩定性三個方面對氣壓控制器性能進行實驗測試。同時,還制作了兩個三腔致動器和一個變剛度模塊用于實驗驅動,其制作流程如圖6和圖7所示。
氣壓控制器樣機主要包括進氣口、控制板、電源、氣壓閥組和電磁閥等幾個模塊,在下文中,從氣壓響應性能、氣壓控制精確度和氣壓穩定性三個方面對氣壓控制器性能進行實驗測試。此外,還制作了兩個三腔致動器和一個變剛度皮膚,同時使用氣壓控制器進行驅動,用于測試氣壓控制器的多通道驅動和正/負氣壓驅動性能,三腔致動器和變剛度制作流程如圖6和圖7所示。

圖6 三腔致動器制作流程圖Fig.6 Diagram of three cavity actuator production process

圖7 變剛度皮膚制作流程圖Fig.7 Diagram of variable stiffness skin production process
3.2 氣壓控制器性能測試
3.2.1氣壓響應性能測試
氣壓響應性能實驗通過選取一路正壓通道、一路負壓通道和一路正負壓通道進行測試。從圖8(a)正壓通道實驗結果可以看出,隨著正向設定氣壓不斷增大,氣壓控制器響應速度逐漸變慢,響應時間集中在200~900 ms之間;從圖8(b)負壓通道實驗結果可以看出,與正壓通道相比,負壓通道整體響應更快,多集中于400~600 ms之間;從圖8(c)正負壓通道實驗結果可知,在正負壓通道中,正向氣壓在小于100 kPa時響應速度比圖8(a)中要快,大約集中在250~550 ms之間,正負壓之間的切換速度非常迅速。由以上分析可知,隨著氣壓逐漸增大,氣壓控制器響應時間逐漸增長,響應時間小于1 s,考慮到各種元器件存在自身響應時間,氣壓控制器響應速度很快。

(b) 負壓通道穩定性測試

(a) 正壓通道穩定性測試時間
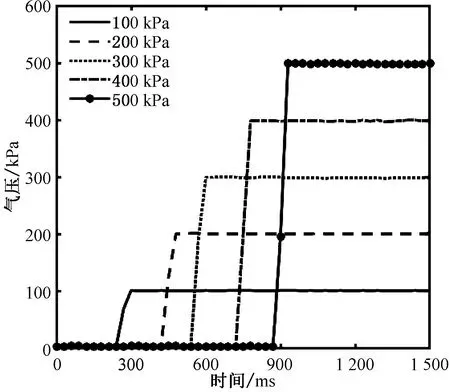
(a) 正壓通道響應測試

(b) 負壓通道響應測試

(c) 正負壓通道響應測試
3.2.2氣壓精確度測試
由圖8可知,氣壓控制器在完成設定值響應以后,氣壓穩定在設定值附近,對此任意選取氣壓穩定后500組實驗數據進行氣壓精確度測試,實驗結果如表2所示。從表2實驗數據可以看出,氣壓穩定后實時氣壓與設定值氣壓之間誤差很小,氣壓精確度高達99%,氣壓控制器對氣壓可進行精確控制。
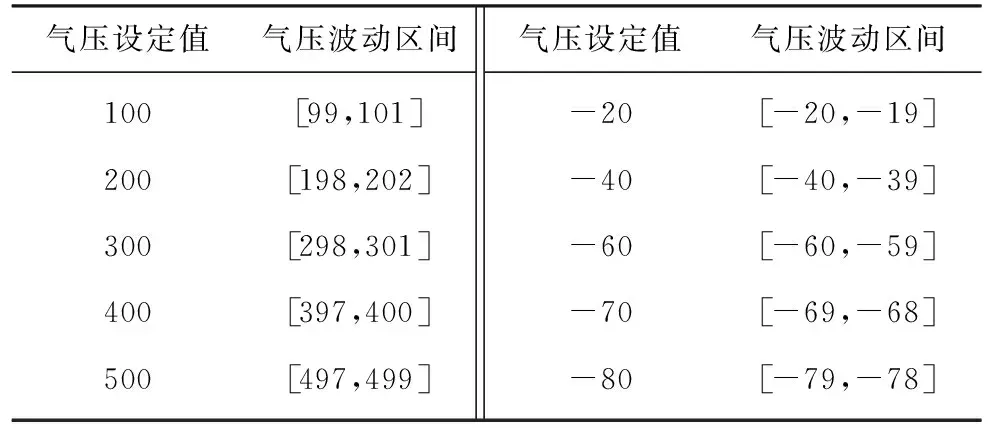
表2 氣壓控制精度Tab.2 Accuracy of air pressure controllerkPa
3.2.3氣壓穩定性測試
選取正向氣壓通道和負向氣壓通道700組數據進行氣壓穩定性測試,混合氣壓通道實驗結果是正向氣壓和負向氣壓通道特殊情況,故不做單獨說明,實驗結果如圖9所示。從圖9可以看出,正/負氣壓在到達設定值以后,一直穩定在設定值附近,不會出現大的氣壓變化波動,因此氣壓控制器可以實現氣壓長久穩定控制。

圖9 氣壓穩定性測試圖Fig.9 Test of air pressure stability
3.3 軟體模塊驅動測試實驗結果
3.3.1三腔致動器彎曲測試
按圖6制作的三腔致動器最大可承受200 kPa氣壓,在使用氣壓控制器控制氣壓的情況下,利用正壓通道對其中任一腔體充氣,三腔致動器隨著氣壓不斷增加,彎曲越加明顯,實驗結果如圖10所示,由于三腔致動器長度較短,在可承受氣壓范圍內,最大可彎曲到94°。

圖10 三腔致動器彎曲測試圖Fig.10 Bending test of three cavity actuator
3.3.2三腔致動器伸長測試
在使用氣壓控制器控制氣壓的情況下,利用正壓通道對三腔致動器3個腔體同時充入相同氣壓,實驗結果如圖11所示,隨著氣壓不斷增加,腔體越來越長,氣壓值與伸長量大致成線性關系,在可承受氣壓范圍內,最多可伸長6.4 cm。

圖11 三腔致動器伸長測試圖Fig.11 Elongation test of three cavity actuator
3.3.3變剛度皮膚剛度變化測試
在使用氣壓控制器控制氣壓的情況下,利用負壓通道對變剛度皮膚進行抽氣,實驗結果如圖12所示,隨著負向氣壓逐漸增大,變剛度皮膚越來越硬,所能承受的砝碼重量越來越大。
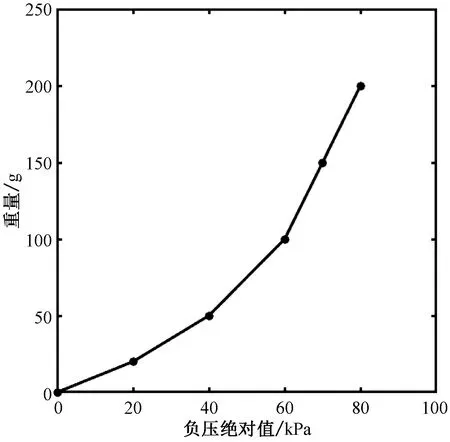
圖12 剛度變化測試圖Fig.12 Test of stiffness change
3.4 氣壓控制器性能對比
各氣壓控制器/控制系統性能對比如表3所示。相比已有氣壓控制器/控制系統[1-6],本文氣壓控制器的優勢在于擁有十二路氣壓通道,以及可同時使用正向和負向氣壓。十二路氣壓通道包含十路正向氣壓通道、一路負向氣壓通道和一路混合氣壓通道。由于十二路氣壓通道互不干擾,使得本文氣壓控制器可同時驅動多個受控對象;正壓/負氣壓通道的存在使得本文氣壓控制器可同時驅動不同類型的受控對象;混合氣壓通道的存在使得單通道既能充氣又能抽氣。因此本文氣壓控制器可應用于多種場合,特別是用于驅動軟體機器人時,幾乎可以滿足大部分實驗驅動需求。

表3 氣壓控制器/系統性能對比Tab.3 Performance comparison of air pressure control system
4 結論
針對目前氣壓控制器驅動復雜軟體機器人氣壓腔道數量不足,正/負氣壓無法同時使用和擴展性差等問題,本文設計了一種新型多通道可擴展的氣壓控制器,給出了多路氣壓通道和混合氣壓通道設計方法,并制作了氣壓控制器模型樣機和軟體模塊進行氣壓控制器性能及多通道驅動實驗測試。實驗結果表明,與已有氣壓控制器相比,本文設計的氣壓控制器在滿足性能要求的情況下,可以實現多通道氣壓同時驅動,以及正/負氣壓的同時使用,滿足各類復雜軟體機器人的驅動需求。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
