QC 活動在降低某車型尾門框鈑金匹配錯邊故障率的應用
2022-08-02 01:18:00宋寶恒唐小娟賴沂銘
現代工業經濟和信息化 2022年6期
關鍵詞:測量
宋寶恒, 唐小娟, 賴沂銘
(上汽通用五菱汽車股份有限公司, 廣西 柳州 545007)
引言
車身鈑金作為整車安裝的基礎,是整車的骨骼,其尺寸精度直接決定了整車的品質,所以車身鈑金的尺寸在整車流程中有著至關重要的作用。伴隨著汽車行業市場的競爭越來越激烈,“提升客戶滿意度,降低客戶維修成本,增加整車銷量”已經成為每個汽車企業的最大目標。
QC 小組是在生產或工作崗位上從事各種勞動的員工,以改進質量、降低消耗、提高人的素質和經濟效益為目的組織起來的。運用QC 活動來解決生產過程中的質量問題,有利于改善和加強管理工作,提高管理水平,同時也有助于提高員工的科學思維能力、組織協調能力、分析與解決問題的能力,從而使員工崗位成才[1]。從QC 小組活動實踐來看,它有四大特點[2]:
1)自主性。QC 小組以職工自愿參加為基礎。
2)群眾性。QC 小組是吸引廣大職工群眾積極參與質量管理的有效形式。
3)民主性。QC 小組的組長可以民主推選。
4)科學性。QC小組在活動中遵循科學的工作程序。
1 QC 活動在降低某車型尾門框鈑金匹配錯邊故障率的應用
1.1 成立QC 小組
交叉點QC 攻關小組成立于2021 年4 月,小組成員由供應商管理質量工程師、技術中心、質量部、總裝車間等關鍵部門的10 位工程師進行組成,是一支團結、有活力的隊伍。團隊成員都在各自領域有著豐富的工作經驗,為問題的攻關解決提供了強有力的保障。
1.2 課題選定
2021 年3 月接到公司寶駿基地反饋某車型爬坡生產過程中,隨著產量的日益增加,白車身尺寸匹配問題的數量一直居高不下,定位設計的不合理、人員操作手法、工裝的松動、工藝的順序、來料批次間的差異以及環境溫度的變化等等都會導致整車尺寸產生變化。其中白車身尾門框鈑金匹配錯邊大問題故障率達到35%,已經成為影響生產制造節拍以及后續質保抱怨的重要問題,急需組織團隊攻克解決,整改行動,刻不容緩。
1.3 活動計劃
為使本次攻關活動有計劃、有步驟地進行,小組成員按照PDCA“四段八步”制定出計劃實施表,從選擇課題—對策實施—效果檢查—鞏固措施等思路著手,一步步來突破求新求變求極限,制定每一步驟的活動時間,運用排列圖、流程圖、樹狀圖、頭腦風暴、雷達圖等工具、方法對問題原因及解決對策逐一梳理。
1.4 現狀調查
1)小組成員對問題現狀進行調查,隨機測量了700臺白車身尾門框鈑金匹配情況,統計分析發現存在230 臺白車身尾門鈑金匹配錯邊大問題,通過對問題點二次聚焦,對該區域故障類型運用排列圖,進行了分類統計,各類型統計分析占比情況如圖1 所示。
2)現狀調查結論:在統計到的230 臺故障車中,有219 臺是后端板焊合總成與后側圍內板焊合總成匹配錯邊大,占比高達到95.2%,確定為重點整改尺寸匹配位置,是車身尾門框鈑金匹配錯邊問題的癥結所在。
1.5 目標設定
通過現狀調查可以看出,問題癥結在于后端板焊合總成與后側圍內板焊合總成匹配錯邊大,只要解決此癥結,就能解決95.2%的尾門框鈑金匹配錯邊問題。根據統計計算,目前廠內尾門框鈑金匹配錯邊故障約為35.2%,依據該數據計算此癥結解決后故障率可降低至:35.2%-35.2%×95.2%=1.68%。橫向對比公司內多款車型尾門框鈑金匹配錯邊問題故障率約在1.8%~2%之間,考慮到實施過程中會存在的一些不可控因素,結合制造過程零件控制尺寸精度配合要求,最終改進目標值設定為將某車型尾框鈑金匹配錯邊問題故障率降低至1.7%。
2 原因分析
在項目實施推進中,需要通過大量數據測量確認問題狀態、分析問題原因、驗證改進效果等方面內容,因此我們小組先對測量系統進行了可靠性分析,通過規定測量內容、測量儀器、測量方法、判定基準等方法,逐步展開測量驗證,充分證明了測量系統可信賴。
前期目標確認后,小組成員針對后端板焊合總成與后側圍內板焊合總成匹配錯邊大癥結召開頭腦風暴會議,經過認真討論分析,對影響匹配尺寸波動的相關因素進行了分析,判斷問題原因主要由工裝定位問題以及零件尺寸不合兩個方面造成。
2.1 工裝定位問題
工裝定位問題分析為零件未裝配到位或者工裝定位基準偏移造成。小組成員進一步討論,零件未裝配到位的原因可能在于工裝未能充分夾緊,關鍵是后端板焊合總成與后側圍內板焊合總成匹配焊接區域工裝X 向夾緊不足。工裝定位基準偏移主要存在于后端板焊合總成定位基準偏移和后側圍內板焊合總成定位基準偏移,定位基準分為定位孔和定位面,故此末端因素為后端板焊合總成定位孔偏移、后端板焊合總成定位面偏移、后側圍內板焊合總成定位孔基準偏移、后側圍內板焊合總成定位面基準偏移。
2.2 零件尺寸不合
零件尺寸不合涉及后端板焊合總成與后側圍內板焊合總成尺寸不合,即后端板焊合總成匹配區域切邊長度超差、后側圍內板焊合總成匹配區域切邊長度超差。最后應用關聯圖,并統計整理樹圖,對討論總結出來的原因進行分類,最終得到八條末端因素:工裝X 向搭接夾緊不足;員工未按SOS 要求操作;后端板焊合總成定位孔偏移;后端板焊合總成定位面偏移;后側圍內板焊合總成定位孔偏移;后側圍內板焊合總成定位面偏移;后側圍內板焊合總成匹配區域切邊長度超差;后端板內板焊合總成匹配區域切邊長度超差。
3 要因確認
針對梳理出來的八條末端因素,我們進行歸納后,通過制作簡易圖表,鎖定每一條末端因素需要確認的工作內容,對末端因素的影響度,制定確認方法,以及采用的判別標準,確定負責人、時間、地點等等,逐一制定出了驗證計劃。
1)末端因素1。工裝X 向搭接夾緊不足。確認內容:工裝X 向夾緊對癥結影響程度。確認方法:現場調查、試驗驗證、現場測量。判別標準:零件夾緊后切邊匹配錯邊±0.5 mm 內波動,對癥結無影響。確認過程:小組成員在后端板焊合總成和后側圍內板焊合總成上件裝配工位檢查工裝X 向夾緊,是否按照工藝設計要求布置,并驗證工裝夾緊數量、位置對匹配錯邊是否存在影響,分別跟蹤測量10 臺車在后端板和后側圍內板焊合總成兩個零件之間增加X 向夾緊前后的錯邊數據,錯邊量的變化明顯,因此工裝X 向搭接夾緊不足對癥結問題有明顯相關性,是要因,如表1 所示。
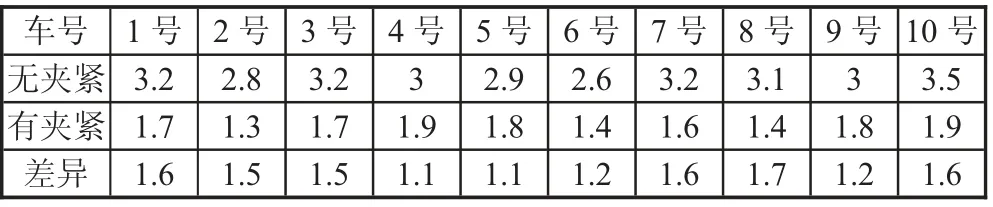
表1 增加X 向夾緊前后錯邊數據對比mm
2)末端因素2。員工未按SOS 要求操作。確認內容:員工按照標準化操作100%執行,對癥結無影響。確認方法:現場調查、試驗驗證、現場測量。判別標準:員工按照標準化操作100%執行,對癥結無影響。確認過程:車身車間有標準的員工崗位考核流程,沒有經過崗位培訓合格的員工無法獨自上崗操作。小組成員在裝配工位檢查現場SOS,并隨機抽查員工是否熟知崗位標準,對員工的崗位作業標準掌握程度進行考試,考試均合格,員工對崗位標準十分熟悉,然后小組分別跟蹤測量4 組員工分別裝配4 次后零件匹配錯邊數據表現,數據未有明顯變異,因此判定員工未按SOS 要求操作末端因素對癥結問題無影響,為非要因。
3)末端因素3。后端板焊合總成定位孔偏移。確認內容:后端板定位孔三坐標狀態,產出零件對癥結影響程度。確認方法:三坐標測量、試驗驗證。判別標準:三坐標尺寸符合名義值,公差±0.1 mm,對癥結無影響。確認過程:我們組織對后端板焊合總成工裝夾具上的定位孔進行三坐標測量,發現工裝定位孔數據未有變異,定位孔位置OK。因此后端板定位孔偏移對癥結問題無明顯相關性,非要因。
4)末端因素4。后端板焊合總成定位面偏移。確認內容:后端板定位面三坐標狀態,產出零件對癥結影響程度。確認方法:三坐標測量、試驗驗證。判別標準:三坐標尺寸符合名義值,公差±0.1 mm,對癥結無影響。確認過程:小組成員組織對后端板焊合總成工裝夾具定位面進行三坐標測量,測量發現主夾具1 號拼臺上的后端板焊合總成定位面數據有變異,X 向向前偏移1.5 mm,三坐標狀態不合格。小組隨后進行影響度驗證,往后調整主夾具3 號拼臺上的后端板焊合總成定位面X 向1.5 mm,取白車身三坐標上后端板焊合總成相關測點前、后5 臺車數據對比,數據變化明顯,如表2 所示。因此后端板焊合總成定位面X 向偏移對癥結問題有明顯相關性,是要因。

表2 調整后端板X 向定位面前后數據mm
5)末端因素5。后側圍內板焊合總成定位孔偏移。確認內容:后側圍焊合總成定位孔坐標狀態,產出零件對癥結影響程度。確認方法:三坐標測量、試驗驗證。判別標準:三坐標尺寸符合名義值,公差±0.1 mm,對癥結無影響。確認過程:小組成員使用便攜式CMM測量數據表明,關鍵定位孔測量實際值均在數模標準公差內,調整后側圍內板焊合總成定位孔工裝至超差1 mm 狀態,驗證20 臺,匹配錯邊狀態未有明顯變化,因此后側圍內板焊合總成定位孔偏移是非要因。
6)末端因素6:后側圍內板焊合總成定位面偏移。確認內容:后側圍焊合總成定位面三坐標狀態,產出零件對癥結影響程度。確認方法:三坐標測量、試驗驗證。判別標準:三坐標尺寸符合名義值,公差±0.1 mm,對癥結無影響。我們使用三坐標對后側圍焊合總成工裝夾具上的定位面進行測量,發現左右側圍3 號工裝基座定位面X 向前偏2 mm,三坐標狀態不合格。小組成員制定影響度驗證計劃,往后調整側圍3 號工裝基座定位面X 向2 mm,取白車身三坐標上后側圍焊合總成相關測點前、后5 臺車數據對比,數據有明顯的波動,如表3 所示。因此后側圍焊合總成定位面X 向偏移對癥結問題有明顯相關性,是要因。
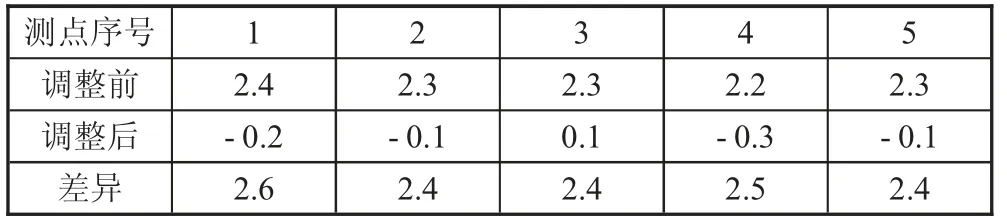
表3 調整后側圍內板焊合件X 向定位面前后數據對比mm
7)后側圍內板焊合總成匹配區域切邊長度超差。確認內容:后側圍焊合總成尺寸狀態,產出零件對癥結影響程度。確認方法:現場測量,試驗驗證。判別標準:后側圍焊合總成與后端板搭接切邊長度±0.5 mm,對癥結無影響。確認過程:小組成員對供應商場內左右后側圍內板焊合總成生產過程進行狀態確認,檢查后側圍焊合總成焊接的定位工裝、關鍵尺寸特性監測記錄,均符合設計要求。通過測量后側圍焊合總成匹配區域切邊值并記錄分析,后側圍焊合焊合總成切邊尺寸測量較為穩定,產生的波動極小,小組評估對問題影響不大。因此后側圍內板焊合總成匹配區域切邊長度超差是非要因。
8)后端板焊合總成匹配區域切邊超差。確認內容:后端板焊合總成尺寸狀態,產出零件對癥結影響程度。確認方法:現場測量,試驗驗證。判別標準:后端板與后側圍內板焊合總成搭接切邊長度±0.5 mm,對癥結無影響。確認過程:在供應商場內對后端板焊合總成的生產過程進行狀態確認,檢查后端板焊合總成焊接的定位工裝、工裝調整監測記錄,現場隨機抽查5 件后端板總成確認匹配區域的切邊尺寸狀態,經過測量調查,后端板焊合總成在與后側圍焊合總成搭接的區域切邊偏長大概2 mm,直接影響后端板焊合總成與后側圍焊合總成搭接的錯邊。因此后端板匹配區域切邊超差對癥結問題產生了明顯的不利影響,是要因。
4 制定對策
通過對8 個末端因素逐一確認,最終確定了4 個要因:工裝X 向搭接夾緊不足、后端板焊合總成定位面偏移、后側圍內板焊合總成定位面偏移、后端板焊合總成匹配區域切邊長度超差。所有要因確認完畢后,小組再次召開了頭腦風暴,針對要因按照5W1H要求再次制定對策實施表,制定對策如下:
1)增加工裝X 向搭接夾緊力:增加一組后端板焊合總成與后側圍內板焊合總成搭接處X 向夾緊夾頭,減少焊接過程的波動,消除零件夾緊后切邊匹配錯邊0.5 mm 以上的波動。
2)調整后端板焊合總成定位面X 向:調整后端板焊合總成1 號拼臺工裝夾具定位面X 向位置,減少后端板定位面X 向偏差1.5 mm 的影響。
3)調整后側圍焊合總成定位面X 向:調整后側圍焊合總成3 號工裝基座定位面X 向位置,減少后側圍主定位X 向偏差2 mm 的影響。
4)優化后端板焊合總成匹配區域切邊:整改后端板焊合總成匹配區域切邊長度,使切邊符合公差±0.5 mm 設計要求。
5 效果檢查及措施鞏固
在對策完全實施后,統計了某車型改善前后共計6 個月的數據,故障率由35%降低至1.5%,改善效果明顯。依據效果檢查結果,并鞏固小組活動成果,進行了如下鞏固措施:
1)增加車身關鍵工裝位置度監控,將后端板、后側圍焊合總成對應基準的工裝拼臺列入關鍵拼臺,每個月進行測量監測;
2)增加后端板焊合總成關鍵尺寸監控,將后端板相關切邊狀態列入關鍵特性清單,要求供應商每日生產進行監控。
6 結語
整車的匹配性、功能性問題與白車身尺寸息息相關,車身的尺寸精度直接決定了整車的品質,本文運用QC 活動成功降低某車型尾門框鈑金匹配錯邊問題故障率,提高了整車的感知質量,為同行解決白車身鈑金匹配錯邊問題的解決提供了改進的經驗。同時在這次QC 小組活動過程中,小組成員集思廣益,齊心合力解決難題,不僅個人的工作能力得以提高,同時更增進了團隊的協作能力,增強了小組成員運用QC 原理解決問題的信心,為解決今后工作中遇到的問題打下了堅實的基礎。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
