汽車天窗頂蓋總成包邊R角凹陷分析及改進
2022-08-05 11:11:34胡珂
汽車工藝師 2022年7期
胡珂
安徽江淮汽車集團股份有限公司 230601
頂蓋是汽車重要的外覆蓋件之一,其質(zhì)量的好壞直接影響整車的外觀品質(zhì)。汽車天窗頂蓋總成常使用點焊和包邊的工藝將天窗加強框與頂蓋外板連接起來。由于各種原因,點焊和包邊完成后,天窗R角區(qū)域往往會出現(xiàn)凹陷變形缺陷,導致車廂頂部的外觀品質(zhì)不能滿足質(zhì)量要求。在設計階段通過零件造型結構優(yōu)化,工藝階段通過焊接工藝調(diào)整、工裝調(diào)試優(yōu)化以及鈑金精度提升等措施,可改善甚至消除生產(chǎn)過程中的天窗R角凹陷問題,滿足整車外觀精細化要求。
天窗R角凹陷實例
經(jīng)包邊后的頂蓋,天窗后部R角區(qū)域出現(xiàn)凹陷變形,此缺陷經(jīng)油石打磨后清晰可見,如圖1所示。

圖1 天窗R角凹陷問題
引起天窗后部R角包邊凹陷的常見原因及改進措施如下:
(1)焊接工藝影響 由于零件的公差累積,天窗加強框與頂蓋外板貼合存在一定的間隙,導致焊接過程中焊槍對零件造成沖擊及拉扯,從而引起頂蓋外板發(fā)生一定的變形,而靠近包邊折邊線的焊接會對天窗R角區(qū)域的面品帶來不良影響。
改進措施:在保證天窗加強框與頂蓋外板貼合間隙小于0.5mm、焊槍頭與鈑件角度保持90°±5°的前提下,天窗周圍的連接順序采用先焊接后包邊,有利于降低焊接工藝對天窗R角區(qū)域面品的不良影響。如圖2所示,優(yōu)先選擇的焊接包邊順序為:紅色焊點→橙色焊點→包邊+藍色焊點。
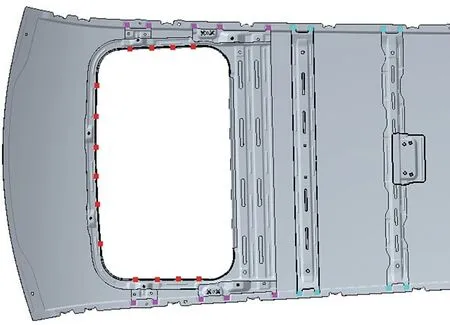
圖2 天窗頂蓋焊接順序
(2)頂蓋外板與包邊胎模貼合不良 頂蓋外板與包邊胎膜貼合不良,會導致包邊過程中頂蓋受力不均,進一步導致包邊后頂蓋外板的變形。
頂蓋外板與包邊胎模貼合不良主要原因有兩點:
1)頂蓋外板精度不良。頂蓋外板單件涂紅丹(或藍丹)與胎膜進行貼合調(diào)研,判斷不貼合部位并對照零件的測量報告整改沖壓模具。如圖3所示,頂蓋外板與包邊胎膜有三處貼合不良。

圖3 頂蓋外板與包邊胎膜三處貼合不良
2)包邊胎模高度偏差大。包邊胎膜高度偏差會使頂蓋外板與胎膜貼合不良,如圖4所示,天窗R角區(qū)域的胎膜高度偏高0.5mm,會加劇天窗R角包邊凹陷問題。
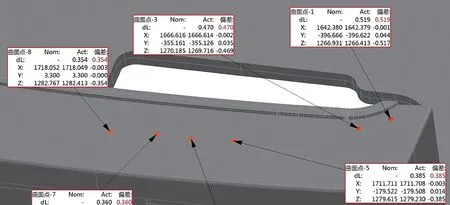
圖4 包邊胎模高度標定
改進措施:對胎膜進行打磨研和,使胎膜高度公差不超過±0.1mm。
(3)天窗加強框與頂蓋在包邊位置貼合不良 當天窗加強框與頂蓋在包邊位置貼合不良時,焊接包邊后加強框會發(fā)生回彈將頂蓋外板拉扯變形,帶來頂蓋外板面品問題。圖5所示是頂蓋外板涂藍丹與天窗加強框貼合情況的調(diào)研,可以看出,加強框僅小部分區(qū)域著色,兩零件貼合情況較差。
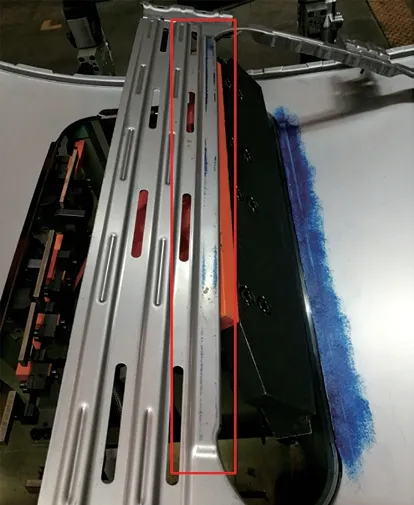
圖5 天窗加強框與頂蓋外板貼合較差
改進措施:判斷加強框與頂蓋的不貼合部位,對照加強框與頂蓋外板的測量報告整改對應沖壓件。
(4)包邊上模過壓 包邊夾具的上模與胎膜之間應保持一定間距,此間距為被包邊鈑金件的厚度。如圖6所示,夾具空包時包邊上模與胎膜間距為0,上模過壓會導致包邊壓力過大,頂蓋外板為柔性件,過壓情況下易產(chǎn)生表面變形。
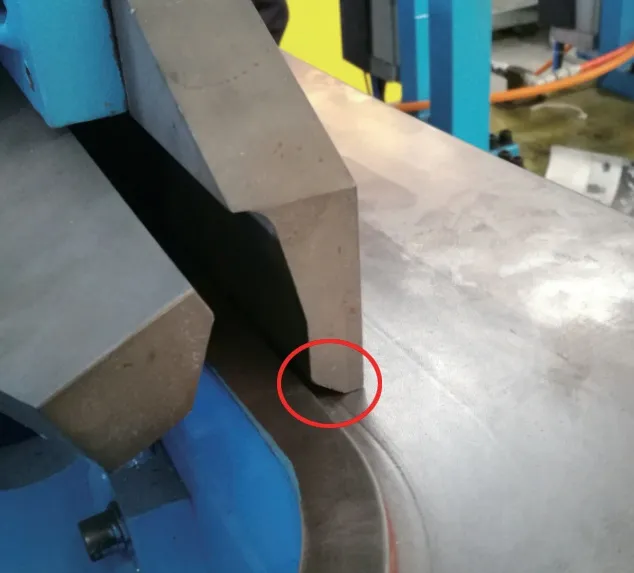
圖6 天窗頂蓋包邊夾具上模包邊過壓
改進措施:包邊夾具設計增加上模限位機構,限制包邊上模下壓后的位置,以控制包邊間隙。
(5)包邊過渡區(qū)域鈑件干涉 天窗加強框翻邊止口偏長,包邊過程中翻邊止口與頂蓋外板干涉,發(fā)生應力集中。如圖7所示為天窗加強框包邊過渡區(qū)域鈑件干涉情況示例。

圖7 天窗加強框包邊干涉
優(yōu)化鈑金結構實例
天窗加強框包邊止口縮短至合格范圍,消除鈑件包邊干涉。
此外,設計之初優(yōu)化鈑金結構能夠很好地改善天窗R角包邊凹陷問題。
(1)優(yōu)化包邊起始結構 包邊起始點距離天窗R角越近,包邊過程對R角區(qū)域的拉扯力就越大,R角凹陷就越嚴重。考慮到包邊起始點距離R角過大會產(chǎn)生天窗漏雨風險,建議包邊起始點與R角距離設計為40mm左右,如圖8所示。
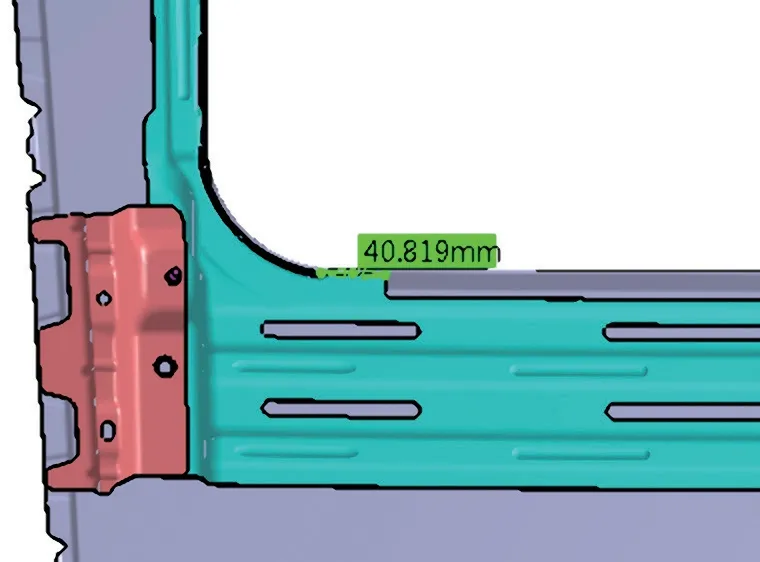
圖8 天窗包邊起始結構
包邊起始角度越大,包邊過程對R角區(qū)域的拉扯力就越大,R角凹陷就越嚴重。設計時取消包邊過渡斜邊有利于降低包邊對R角區(qū)域面品的不良影響,如圖9所示。
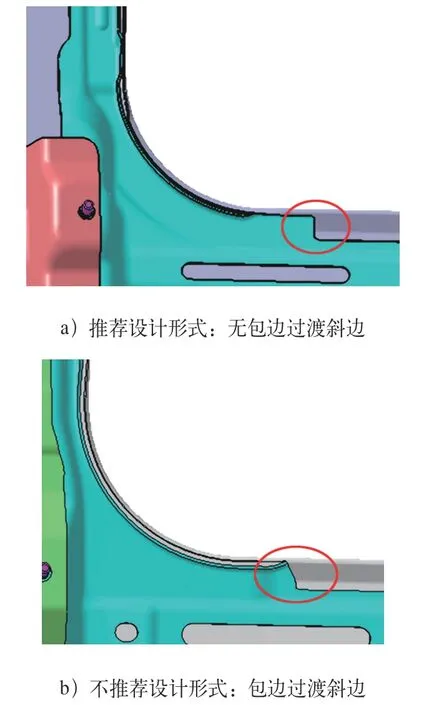
圖9 天窗包邊起始角度
(2)優(yōu)化加強框與頂蓋R角區(qū)域的結構 加強框與頂蓋在R角區(qū)域匹配有空腔時,頂蓋在包邊過程中會受力內(nèi)凹,R角區(qū)域易產(chǎn)生包邊凹陷。因此,設計時應使加強框與頂蓋在R角區(qū)域貼合,如圖10所示。
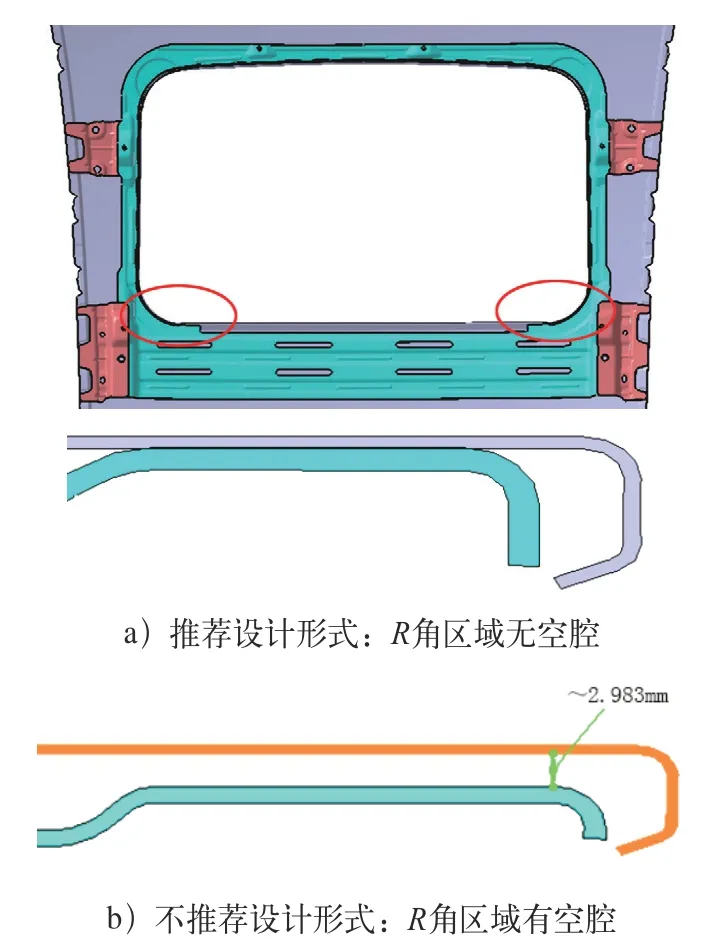
圖10 加強框與頂蓋在R區(qū)域結構
(3)優(yōu)化頂蓋與側圍的連接方式 頂蓋R角區(qū)域與側圍采用螺栓打緊連接時,因螺栓擰緊力度大,易將頂蓋下拉,導致R角區(qū)域下塌,加重R角凹陷,此處連接方式可采用對變形影響較小的點焊連接,如圖11所示。
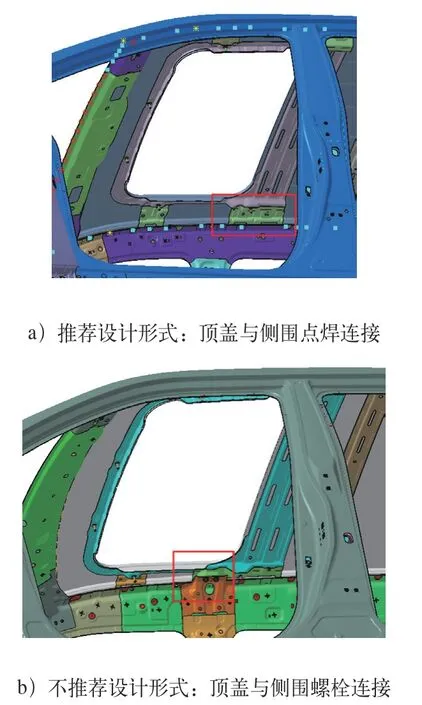
圖11 頂蓋與側圍連接方式
結語
本文介紹了天窗頂蓋總成包邊R角凹陷問題和引起此缺陷的常見原因及對應的改進措施,并給出了鈑金結構優(yōu)化的設計建議,用以指導天窗頂蓋總成的設計數(shù)據(jù)審查及現(xiàn)場工藝調(diào)試。后續(xù)新車型天窗頂蓋包邊可借鑒使用,以減少不必要的整改,達到降低調(diào)試成本、縮短調(diào)試周期以及快速提升整車頂蓋面品的目的。
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
