基于Plant simulation的焊裝自動(dòng)化線產(chǎn)能仿真應(yīng)用
2022-08-05 11:11:40宋亮
汽車工藝師 2022年7期
關(guān)鍵詞:規(guī)劃
宋亮
奇瑞汽車股份有限公司 安徽蕪湖 241006
焊裝生產(chǎn)線規(guī)劃是一項(xiàng)較為復(fù)雜的工作。隨著工藝設(shè)備自動(dòng)化、智能化的日益提高,規(guī)劃的任務(wù)更多地體現(xiàn)在節(jié)拍、開動(dòng)率、全過程質(zhì)量及智能化等方面。傳統(tǒng)的規(guī)劃方法已經(jīng)無法適應(yīng)新的需求,本文通過闡述某新建生產(chǎn)線分段及緩存設(shè)計(jì)方案的迭代過程,探討Plant simulation軟件在分析產(chǎn)能中的應(yīng)用。
規(guī)劃階段的問題
焊裝生產(chǎn)線中預(yù)研階段的主要任務(wù),是依據(jù)項(xiàng)目指令輸入的產(chǎn)能、一層計(jì)劃和產(chǎn)品平臺(tái),進(jìn)行工序拆分、線體分區(qū)和物流布置,輸出生產(chǎn)線工藝方案和平面布置圖。
方案設(shè)計(jì)過程中,以下問題要重點(diǎn)關(guān)注:
(1)生產(chǎn)線布局與節(jié)拍的相互關(guān)系 不同類型自動(dòng)化設(shè)備故障率差異較大,線體內(nèi)設(shè)備的類型和數(shù)量對(duì)開動(dòng)率有重大影響。
(2)線間緩存設(shè)計(jì) 行業(yè)內(nèi)有的趨向于“零緩存”,更多傾向于設(shè)置緩存。緩存數(shù)量的設(shè)定也沒有明確的標(biāo)準(zhǔn)。
規(guī)劃階段需要對(duì)線體分段和緩存進(jìn)行設(shè)計(jì)。傳統(tǒng)方式是依據(jù)歷史經(jīng)驗(yàn)數(shù)據(jù)制定方案。存在的問題,主要是自動(dòng)化生產(chǎn)線比以往更為復(fù)雜,基于歷史經(jīng)驗(yàn)設(shè)計(jì)缺乏定量分析支撐。如圖1所示,臺(tái)車、緩存數(shù)量過多會(huì)造成投資浪費(fèi),而過少會(huì)造成開動(dòng)率瓶頸,影響整線開動(dòng)率和節(jié)拍達(dá)成。

圖1 線間輸送系統(tǒng)故障影響線體節(jié)拍達(dá)成
從行業(yè)經(jīng)驗(yàn)來看,對(duì)此類問題深入分析需借助分析軟件進(jìn)行仿真,結(jié)合布局進(jìn)行優(yōu)化。
仿真軟件的作用
產(chǎn)能,作為生產(chǎn)效率的主要目標(biāo),是生產(chǎn)線規(guī)劃及優(yōu)化的重要方向。生產(chǎn)時(shí)間,一般是分布函數(shù)而不是確定的值。另外,考慮到設(shè)備的故障率,普通方法計(jì)算的產(chǎn)能與實(shí)際存在一定偏差。Plant simulation是工廠、生產(chǎn)線及物流過程的軟件,對(duì)分布函數(shù)、故障率等概率事件進(jìn)行仿真,能夠?qū)囬g布局、物流、產(chǎn)能等進(jìn)行定量的計(jì)算驗(yàn)證,并根據(jù)仿真結(jié)果找出優(yōu)化方向,在方案階段對(duì)實(shí)施效果進(jìn)行驗(yàn)證。從而相對(duì)準(zhǔn)確地計(jì)算生產(chǎn)線的產(chǎn)能并根據(jù)仿真統(tǒng)計(jì)結(jié)果發(fā)現(xiàn)生產(chǎn)線的瓶頸,為生產(chǎn)線的優(yōu)化指明方向。
在新建產(chǎn)線規(guī)劃階段的應(yīng)用
1.新建生產(chǎn)線總體方案及主要問題
新建生產(chǎn)線基于奇瑞汽車成熟的產(chǎn)品平臺(tái),后期將導(dǎo)入下一代全新平臺(tái),具備多車型柔性化生產(chǎn)能力,廣泛采用自動(dòng)焊接、涂膠、NC柔性化系統(tǒng)及視覺引導(dǎo)檢測(cè)等設(shè)備,自動(dòng)化率達(dá)到95%。線間采用滾床、臺(tái)車和升降機(jī)組成自動(dòng)化輸送線。設(shè)計(jì)產(chǎn)能36JPH,具備擴(kuò)展的能力。
規(guī)劃階段篩選主焊線體內(nèi)有如下瓶頸:下部NC合拼、主拼GATE、頂蓋上線、激光焊及機(jī)器人弧焊工位等。主線分段方式上,下部線NC定位及補(bǔ)焊成線,下部增設(shè)一條線。主焊線拆分有兩種方案,見表1。
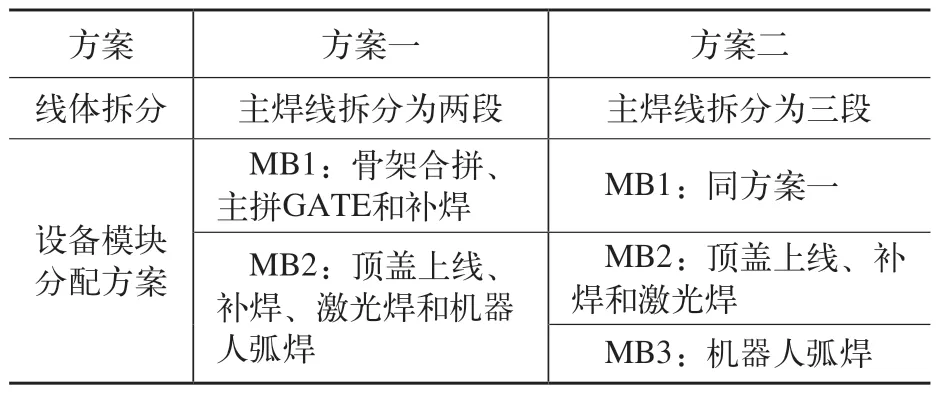
表1 主焊線設(shè)計(jì)不同方案對(duì)比
方案的分歧,集中在機(jī)器人弧焊模塊是否單獨(dú)成線。根據(jù)經(jīng)驗(yàn),機(jī)器人弧焊屬于故障率較高的模塊,歷史統(tǒng)計(jì)可動(dòng)率在99.73%~99.85%,其他設(shè)備則為99.9%~99.95%。
經(jīng)測(cè)算,方案二較方案一增加了4個(gè)輸送滾床和2臺(tái)升降機(jī),投資較高,收益是斷開了故障率較高的機(jī)器人弧焊模塊,增加了4個(gè)可用緩存。
2.引進(jìn)Plant simulation的仿真方法
要兼顧精益高效生產(chǎn)與集約化投資,需在規(guī)劃階段做出決策。鑒于傳統(tǒng)方法已無法解決上述問題,因此引入Plant simulation進(jìn)行仿真分析。本例中,Plant simulation需要解決線體間和整線的平面布置。
3.建立仿真模型
(1)模型目標(biāo) 分別按方案一、方案二對(duì)線體仿真計(jì)算節(jié)拍(36JPH)和開動(dòng)率(85%)。
(2)假設(shè)前提 線體內(nèi)設(shè)備類型、數(shù)量已確定;統(tǒng)一設(shè)定輸送時(shí)間。如升降機(jī)運(yùn)行時(shí)間50s、輸送滾床12s、旋轉(zhuǎn)滾床6s;單個(gè)設(shè)備的MTTR(平均故障修復(fù)時(shí)間)數(shù)據(jù)統(tǒng)一設(shè)定為300s;不考慮人工操作、零件質(zhì)量及生產(chǎn)計(jì)劃調(diào)整等影響。
(3)可變量設(shè)置及仿真運(yùn)算模型(見圖2) 可變量:分別為臺(tái)車數(shù)量和線間緩存數(shù)量;分別按方案一和方案二導(dǎo)入平面布置和設(shè)備明細(xì),運(yùn)行30天并計(jì)算節(jié)拍和開動(dòng)率。

圖2 方案一導(dǎo)入的仿真運(yùn)行模型示例
(4)仿真輸出 Plant simulation計(jì)算輸出每種方案的節(jié)拍和開動(dòng)率。
4.仿真運(yùn)算
根據(jù)方案一,M B2包括頂蓋上線、激光焊、補(bǔ)焊、機(jī)器人弧焊幾個(gè)模塊及升降機(jī)轉(zhuǎn)運(yùn),布置方案如圖3所示。

圖3 方案一MB2線平面布置
MB2線各工位運(yùn)行時(shí)序如圖4所示。MB2線體節(jié)拍與開動(dòng)率仿真結(jié)果見表2。
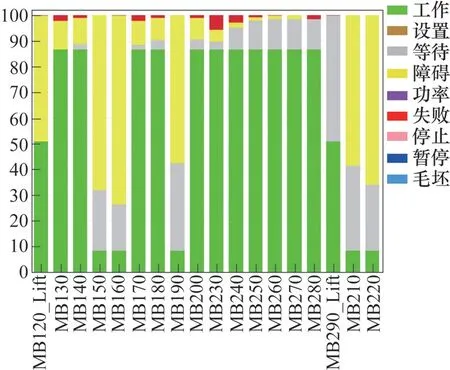
圖4 MB2線各工位運(yùn)行時(shí)序

表2 MB2線體節(jié)拍與開動(dòng)率仿真結(jié)果
由圖5和表3可見,這幾個(gè)模塊在同一線體內(nèi),受機(jī)器人弧焊模塊故障率較高影響,線體開動(dòng)率TA為82.5%、節(jié)拍35.69JPH。Plant simulation仿真能較為精確、直觀地了解方案的實(shí)施結(jié)論。
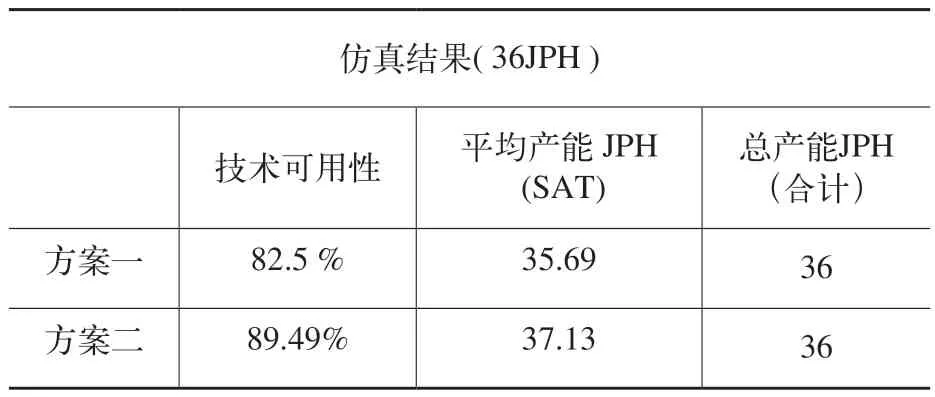
表3 方案一與方案二線體綜合節(jié)拍與開動(dòng)率仿真結(jié)果

圖5 方案二MB2、MB3線平面布置
根據(jù)方案二,MB2僅包括頂蓋上線、補(bǔ)焊和激光焊模塊,而機(jī)器人弧焊及補(bǔ)焊則拆分到MB3線內(nèi)。
分段后MB2、MB3線各工位運(yùn)行時(shí)序、綜合節(jié)拍與開動(dòng)率仿真數(shù)據(jù)如圖6所示。
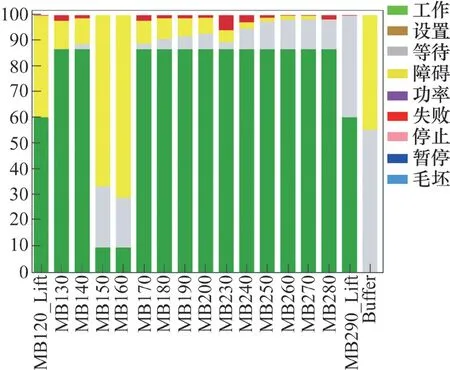
圖6 MB2、MB3線各工位運(yùn)行時(shí)序
仿真結(jié)果如圖7所示,根據(jù)結(jié)果可知,當(dāng)線體內(nèi)與輸送線上臺(tái)車總數(shù)達(dá)到54臺(tái),綜合節(jié)拍即可以達(dá)到36.1JPH。

圖7 線體臺(tái)車數(shù)量仿真數(shù)據(jù)
綜合對(duì)比兩個(gè)方案:①方案一JPH值36.69,未達(dá)成目標(biāo);方案二JPH值37.13,達(dá)成目標(biāo)。②方案一TA值82.5%,未達(dá)成目標(biāo);方案二TA值89.49%,達(dá)成目標(biāo)。
將原MB2線拆分為MB2、MB3后,線間增加了緩存,當(dāng)高故障率模塊維修時(shí)間≤MTTR時(shí)間時(shí),不會(huì)導(dǎo)致其他線體立即停線,從而達(dá)成整體節(jié)拍,并提升開動(dòng)率。得出結(jié)論——高故障率模塊與其他模塊拆分有利于整線節(jié)拍達(dá)成。
新建生產(chǎn)線規(guī)劃實(shí)際使用
線體設(shè)計(jì)階段,經(jīng)多輪Plant simulation仿真,確定按方案二進(jìn)行生產(chǎn)線布置。MB2線與MB3線之間設(shè)置升降機(jī)及緩存位,如圖8所示,以滿足生產(chǎn)需求。

圖8 MB2、MB3線間建立緩存,機(jī)器人弧焊模塊單獨(dú)成線
值得關(guān)注的是,線體分段并建立線間緩存后,只是為高故障率線體爭(zhēng)取了維修時(shí)間,仍需從工藝設(shè)計(jì)、設(shè)備選型、安裝調(diào)試、預(yù)防性維護(hù)和現(xiàn)場(chǎng)保全各方面提升設(shè)備完好性,以降低故障概率并提升開動(dòng)率。
生產(chǎn)調(diào)試階段,MB3線機(jī)器人弧焊工位故障率較高,調(diào)試多輪后,由于線間緩存的作用,未對(duì)MB2線正常生產(chǎn)造成過多影響。
結(jié)語(yǔ)
隨著焊裝自動(dòng)化生產(chǎn)線日益復(fù)雜,傳統(tǒng)的平面布置+節(jié)拍核算已經(jīng)不能滿足提升開動(dòng)率的需求。通過引進(jìn)先進(jìn)的工廠布局與仿真計(jì)算方法,在規(guī)劃階段提前識(shí)別線體布局的問題。通過蕪湖基地及異地工廠規(guī)劃、安調(diào)使用狀況來看,初步驗(yàn)證Plant simulation算法是可行和有效的。
奇瑞ME團(tuán)隊(duì)通過項(xiàng)目實(shí)踐,在產(chǎn)品SE分析、產(chǎn)線規(guī)劃、工藝設(shè)計(jì)及虛擬安調(diào)各個(gè)階段已經(jīng)初步借助Delmia、Tecnomtix、Plant simulation、PDPS及OLP/VC等軟件,定量分析產(chǎn)品、產(chǎn)線的可行性、可達(dá)性及運(yùn)行效率,為焊裝工藝規(guī)劃提供強(qiáng)大動(dòng)力,并助力品牌質(zhì)量、效率全面提升。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2021年6期)2021-07-22 09:12:46
中國(guó)石油石化(2021年9期)2021-07-17 09:24:00
中國(guó)農(nóng)民合作社(2020年12期)2020-12-18 09:09:58
公民與法治(2020年11期)2020-07-25 02:02:06
河南水利年鑒(2020年0期)2020-06-09 05:43:30
領(lǐng)導(dǎo)決策信息(2018年50期)2018-02-22 06:17:16
商周刊(2017年5期)2017-08-22 03:35:26
制造技術(shù)與機(jī)床(2017年3期)2017-06-23 08:11:34
中國(guó)衛(wèi)生(2016年2期)2016-11-12 13:22:16
華東科技(2016年10期)2016-11-11 06:17:41
