試制階段線束設計風險識別與驗證
2022-08-05 11:11:44莊薇韓星
汽車工藝師 2022年7期
莊薇,韓星
上汽通用汽車有限公司 上海 201201
隨著市場對汽車功能需求的不斷提升及汽車技術的不斷發展,越來越多的電子產品應用在汽車上,加大了線束復雜度及前期設計難度[1,2]。線束設計工程師雖然在零件前期設計已充分研究線束整體排布、操作可行性及安全性等風險,但線束本身為非剛體零件,繞性較高,僅依靠虛擬裝配無法充分識別風險,因此試生產的實物造車驗證成為必要的驗證環節。
樣車試制是整車從研發邁向量產的首個實物造車重要環節,是充分驗證產品設計及工藝設計的關鍵點。在低節拍、高要求的試制生產環境下能更有效地驗證、識別并推動解決線束設計風險,大大縮短線束開發周期及降低設計成本[3]。
線束遍布在汽車各個角落,連接汽車的電子部件并使之發揮作用,作為汽車的關鍵部件,如何能在試制階段充分驗證線束產品及工藝設計可行性至關重要。本文通過建立試制階段線束風險識別體系,描述線束風險識別關注點及具體案例,利用電子問題看板系統,不斷完善體系標準,為提高試制造車線束風險識別能力奠定堅實基礎。
試制階段線束風險識別與驗證體系建立
線束在試制階段的風險識別與驗證體系建立流程圖,如圖1所示。
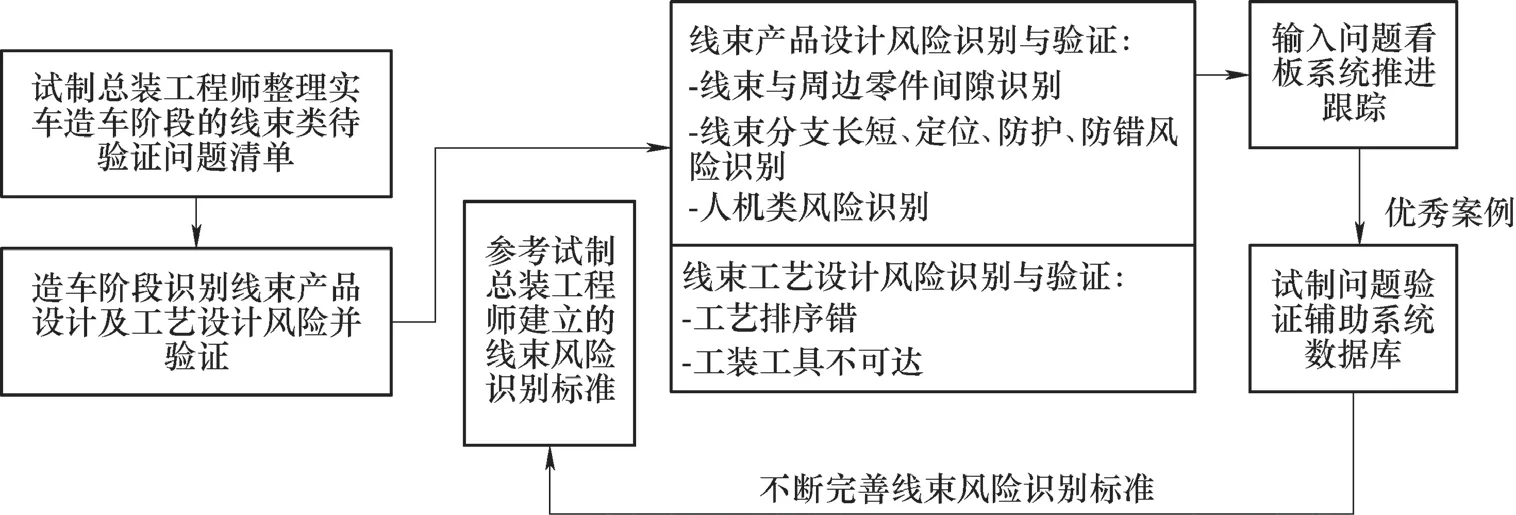
圖1 線束風險識別與驗證體系建立流程
1.試制裝配工藝準備階段
1)試制總裝工藝工程師與整車制造總裝工藝工程師協同研究,通過虛擬評估確定需要在試制階段驗證的線束問題清單,如線束與周邊零件間隙、裝配便捷性與可行性及工裝工具可達性等驗證清單。
2)試制總裝工藝工程師建立線束風險識別操作指導,描述線束安裝前的零件檢查關注點、安裝過程中及安裝后的線束風險識別關注項。
2.試制裝配過程階段
1)將工藝準備階段收集的線束類問題清單在實車裝配中進行驗證,驗證后若存在線束設計、工藝排布及工裝工具不可達等風險,提前推動工程及制造研究解決方案。
2)操作技師根據線束風險識別操作指導,在裝配過程中從線束外觀質量、線束的定位及防錯、線束與周邊零件的匹配與間隙、安裝力及操作空間等角度識別風險,提前推動問題解決。
試制階段線束設計風險識別與驗證
試制階段線束設計風險識別與驗證包含線束產品設計和工藝設計風險識別與驗證。
1)線束產品設計風險識別主要包括:識別線束安裝后與周邊零件間距過小或干涉,線束分支長或短引起難安裝,線束未定位或定位難,線束接插不匹配,線束無防護或防護不到位,線束無防錯及安裝過程中人機等風險。
2)線束工藝設計風險識別主要是識別線束工藝排序錯誤及工裝工具不可達等風險。在試制造車階段將以上識別的線束設計風險進行驗證,并推動解決,以下對各類線束設計風險識別進行描述。
1.線束與周邊零件間隙風險識別
(1)線束與運動零件間隙小 車輛靜止狀態時間隙小可能導致運動時存在線束與運動件干涉,出現線束易磨損的風險。如檢查發動機皮帶輪、轉向管、懸架等運動件與周邊線束分支的間隙,確保運動時不會干涉磨損線束。
(2)線束與周邊零件干涉 如線束與車身鈑金銳邊干涉,發動機線束與發動機控制模塊、變速器冷卻管、線束支架等干涉,車身線束與冷卻水管、大燈支架、進氣道等干涉,前艙零件種類多且排布密集,易出現線束干涉問題,提前發現該類問題,做好線束防磨或零件設計避讓等措施,防止出現線束易斷等現象,如圖2所示。

圖2 線束與周邊零件干涉風險識別示例
2.線束分支風險識別
線束分支風險識別包括識別線束分支長度和分支出線角度是否合理。線束分支長度問題一般包括分支太長或太短導致無法安裝或安裝后引起擠壓、異響等問題。
1)線束分支太長會導致安裝后與周邊零件干涉,或者在周邊零件安裝時擠壓長端線束,如車身線束連接前刮水器電動機的分支過長,導致緊固前懸架到車身避振塔時墊片易擠壓長的線束分支,安裝時需要手工輔助線束,影響節拍,如圖3所示。線束太長也會導致安裝后與周邊零件干涉產生異響,如門線束與搖窗機連接的分支太長,門玻璃升降時易與其干涉產生異響。
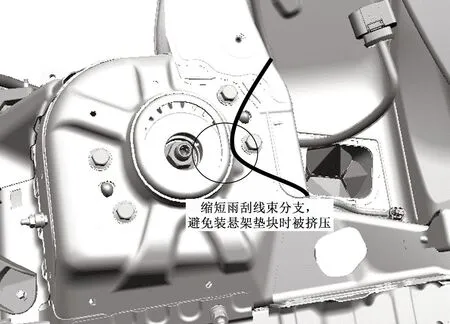
圖3 線束分支過長風險識別
2)線束分支太短會導致線束安裝不了,或者安裝后線束拉太緊。如舉升門線束過短與后攝像頭線束無法連接。線束分支問題指分支位置不正確,如發動機線束分支過短,接插后與發動機缸體干涉。
線束分支出線角度合理可以較好地控制與周邊零件的間隙,避免與尖銳鈑金、熱源零件及運動件等接觸,提高線束可靠性。
3.線束定位與連接風險識別
線束定位主要通過線束卡釘定位到鈑金、支架或周邊其他零件上,線束卡釘形式多樣,杉樹頭和玫瑰頭軋帶式卡釘為整車最常用的類型。
線束定位風險識別一方面識別線束卡釘和接地的定位風險。識別線束卡釘能否準確定位,包括安裝過程中識別卡釘齒條完整無咬花,避免安裝后易松脫;識別卡釘方向是否正確,無180°裝反;識別對手件的孔位偏移、孔徑不匹配或孔被膠水堵住等情況,避免無法固定線束卡釘;識別線束接地端子是否有防轉功能,避免接地緊固件打緊時跟轉。
線束定位風險識別另一方面是識別線束安裝后無漏水風險,如識別門線束卡釘安裝到門內板上是否使用帶防水泡棉的卡釘,且安裝后泡棉與鈑金無漏縫。
線束連接通過線束插頭與模塊、傳感器等對手件連接。線束連接風險識別包括識別線束插頭公母端是否匹配,公母端對接后插頭的接插限位是否完全插進槽口,接插過程不與周邊零件干涉,插頭拉拔后是否易松脫,識別插頭二次保險銷安裝方向是否易拆卸,接插位置是否可以優化等,如圖4所示。

圖4 線束定位風險識別示例
4.線束防護風險識別
發動機線束主要用高阻燃性、防水及機械強度高的波紋管包扎,部分高溫區域用隔熱鋁箔紙包扎,底盤線束主要用波紋管包扎防止線束磨損。線束穿過車身鈑金孔一般用橡膠悶頭過渡,以起到耐磨、防水及密封等作用。如整車線束穿過前圍板或后箱地板,前后門線束穿過側圍鈑金等基本用橡膠悶頭過渡。
線束防護風險識別,包括識別發動機高溫區域如排氣支管、三元催化器、渦輪增壓器等附近線束是否有隔熱防護,識別與車身鈑金尖銳部分較近的線束區域是否有防割保護,識別線束悶頭安裝后唇邊是否與鈑金貼合,自帶鉤子是否能牢牢鉤住鈑金,避免漏水。
5.線束防錯風險識別
線束防錯包括接插件防錯、卡扣防錯及左右件防錯。識別線束是否存在防錯設計,能有效防止線束錯裝導致整車功能無法正常運行[4]。
線束接插件防錯主要通過接插件凹槽和凸筋的位置結構來區分。造車階段需要識別相近裝配區域是否有形狀相同或相近的接插件,若插頭自身結構上沒有區分的,識別是否在線束長度或插頭顏色上做了區分,如圖5a所示。
線束卡扣防錯主要通過線束長度和不同安裝卡扣形狀來區分,造車階段需要識別相近裝配區域是否使用多個相同類型的卡扣且無法用線束長度區分的,避免卡扣安裝錯誤,偏離線束的設計狀態走向,如圖5b所示。
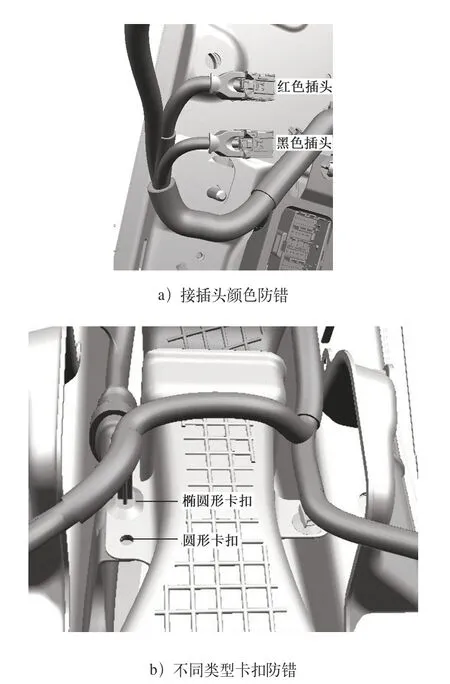
圖5 線束防錯風險識別示例
線束左右防錯主要是左右門線束的防錯,識別左右門線束是否有左右標識。
6.線束安裝人機風險識別
線束安裝人機風險識別包括識別是否存在安裝力大、安裝空間不足及操作不可達等風險。
安裝線束時手接觸面積在100mm2可接受的力約為45N,接觸面積在15mm2可接受的力約為22N,可接受的安裝力大小會隨著接觸面積和接觸面角度、間隙等因素變化而有所不同。安裝線束時識別線束悶頭及卡釘的安裝力是否超出可接受范圍,如線束悶頭安裝到車身鈑金時,識別是否存在悶頭材質硬、悶頭和鈑金孔尺寸不匹配等導致需要較大力按壓的現象。
安裝線束時識別操作空間是否不足風險,如固定門分支線束到車身外板孔時需要穿過內板孔,識別車身內板孔是否有足夠手部空間穿過,如圖6a所示;如連接車身線束分支與前大燈時,操作員手是否會與車身翼子板或橫梁鈑金干涉導致不易安裝,如圖6b所示。
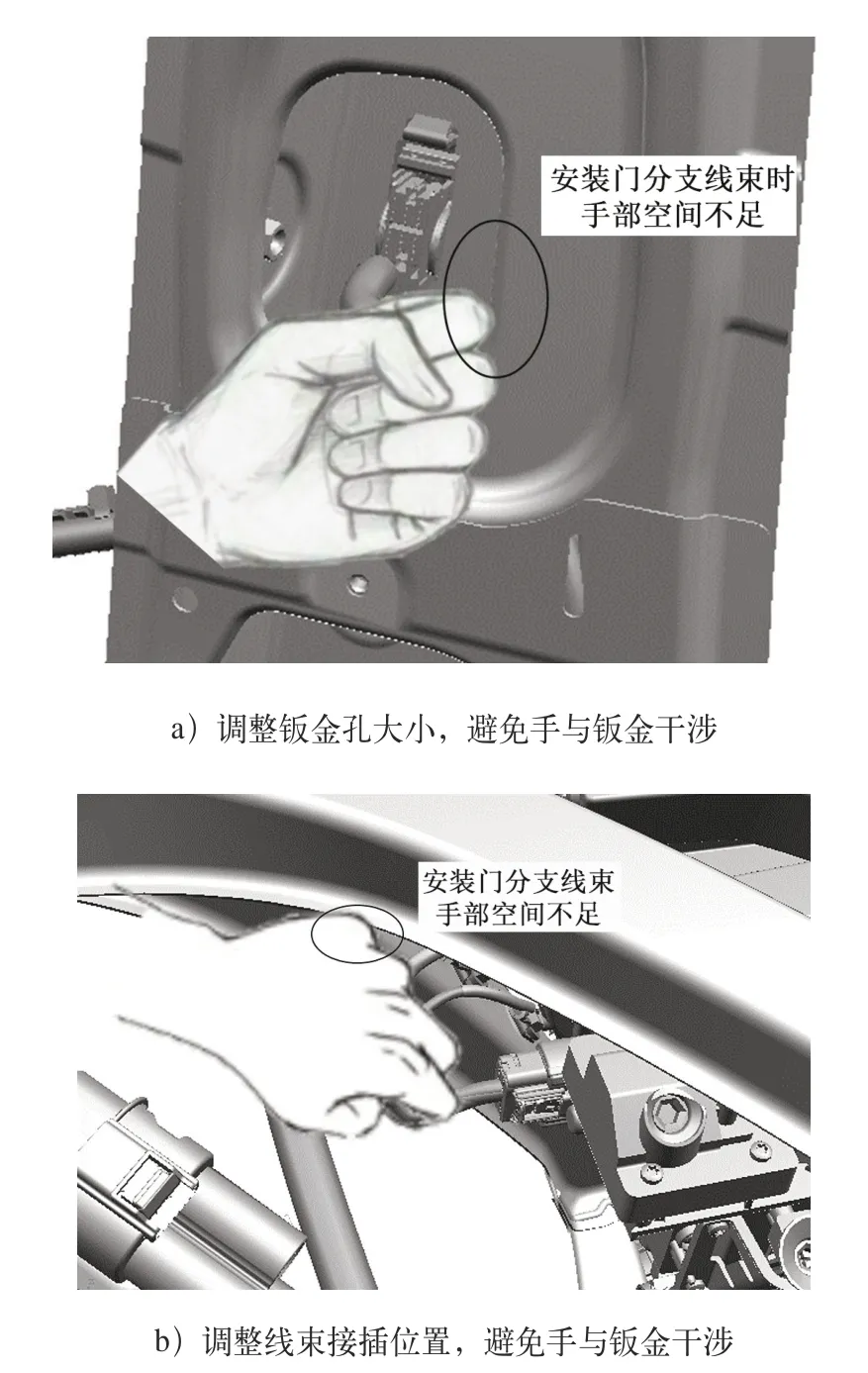
圖6 線束安裝人機風險識別示例
安裝線束時識別操作是否可達,如安裝車身主線束悶頭穿過地板時操作工是否能夠接觸,是否需要借助輔助工具安裝。
7.線束工藝設計風險識別
線束工藝設計驗證在試制階段主要包括工藝排序驗證和工具工裝可達性驗證。
線束工藝排序驗證指按照預生產排序裝配是否可行,如線束被其他零件遮擋無法接插或定位,或線束未定位影響其他零件安裝等。工具工裝可達性驗證指圍繞所有線束的緊固點及工裝定位安裝點逐一進行驗證,如驗證動力工具打緊線束接地點時空間是否足夠,工具參數設計是否滿足等,驗證小工裝定位線束卡扣時距離、角度及安裝力是否滿足人機要求等。
8.線束類問題試制看板系統建立
試制問題看板系統包括問題描述模塊和問題措施跟蹤模塊。問題描述模塊描述問題的基本信息,包括項目名稱、零件號、零件名稱、零件位置、車輛號、所屬工位工序、提出人信息、問題描述及問題照片等。問題措施跟蹤模塊記錄問題的解決狀態,包括問題的責任人及責任部門、根本原因、長短期措施、斷點時間及問題狀態。試制階段識別出的線束產品及工藝設計類風險由識別者記錄到電子試制問題看板系統,通過應用該系統,確保問題被完整記錄、傳遞并及時有效地推進并解決。
操作技師和試制總裝工程師識別出線束風險問題,和線束類試制總裝專家工程師共同判斷是否需要補充到線束類風險識別數據庫,并完善風險識別操作指導書,為提高風險識別能力提供有利資源。
實例驗證
以A車型在試制階段的線束類風險識別為例。在試制工藝準備階段,工藝工程師通過虛擬裝配評審識別出線束類問題,并整理出試制造車階段需要驗證的線束類問題清單。同時操作技師參考以上線束風險識別標準,識別出線束與周邊零件間隙、線束定位與防護、線束防錯及人機類風險,確保在試制階段能盡可能地識別線束類問題,減少線束設計開發周期與費用。
通過分析比較A車型和B車型遺漏到生產線的線束類問題數量(遺漏到生產線的問題指在試制階段能識別出但因人為因素未識別出而遺漏到量產前試生產階段的問題),從表1可以明顯發現,使用了風險識別體系的A車型線束在試制階段得到了充分驗證及優化,為線束設計團隊提供了設計改進時間,減少了開發周期與研發成本。
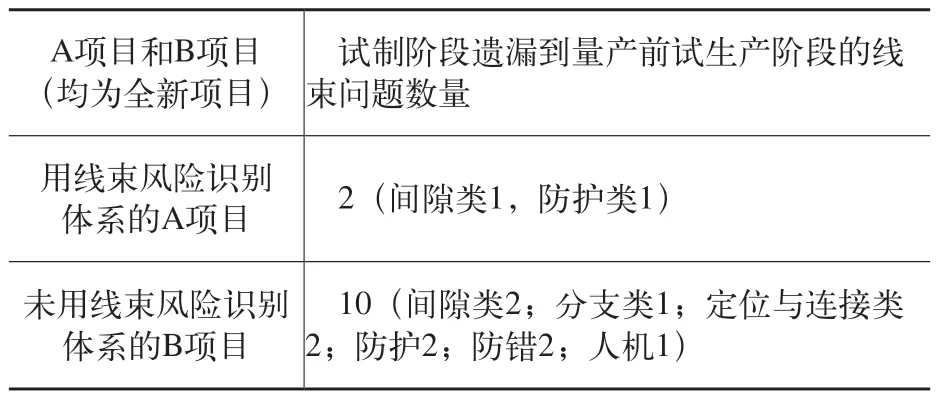
表1 線束風險識別體系前后效果對比
結語
線束風險識別與驗證體系對試制階段的線束設計改進有很大的意義,可以提高識別試制線束風險的能力,減少線束設計開發周期及成本。本文通過描述試制階段線束潛在的產品設計及工藝設計風險,結合線束裝配前裝配過程中及裝配后的關注點和注意事項,并結合試制造車過程中發現的實際案例及整車案例證明其有效。試制階段風險識別與驗證是整車量產前的關鍵環節,如何將整車其他零部件進行有效識別與驗證將是值得不斷研究的課題。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
