減壓閥球頭磨損故障分析及改進
2022-08-12 09:41:18徐登偉朱建國羅大亮曾維亮
火箭推進 2022年4期
關鍵詞:故障
徐登偉,朱建國,羅大亮,曾維亮
(西安航天動力研究所,陜西 西安 710100)
0 引言
恒壓擠壓式增壓系統具有結構簡單、工作可靠等優點,廣泛應用于液體火箭發動機中,減壓閥屬于該系統的核心組件,其作用是將氣瓶內的高壓氣體壓力調整至(額定)增壓壓力,且在不同流量下保證系統增壓壓力穩定。
某恒壓擠壓式發動機試驗過程中,減壓閥出口壓力出現振蕩現象,導致個別工況壓力超過系統設計要求。分解發現減壓閥內部調節元件有磨損、蹭傷痕跡,其中主彈簧座球頭(以下簡稱球頭)磨損極為嚴重。根據減壓閥內部各零件磨損現象分析和故障排查,球頭磨損是導致減壓閥出口壓力振蕩的主要原因。隨即對以往的典試產品進行分解檢查,同樣存在球頭嚴重磨損的現象。球頭磨損可能導致減壓閥閥芯自找正能力降低,彈簧調節系統對中性不良,進而導致內部各調節零件間異常接觸、摩擦力增大,引起出口壓力的振蕩,從而影響減壓閥的工作可靠性。因此,亟需采用措施解決減壓閥球頭磨損的問題。
本文針對減壓閥球頭磨損的問題,開展故障機理分析,通過仿真軟件對球頭接觸處的應力和應變進行了計算,提出結構改進方案,并驗證了改進措施的有效性。
1 減壓閥球頭磨損故障
1.1 結構介紹
減壓閥中壓蓋球窩(以下簡稱球窩)與主彈簧座球頭的結構如圖1所示,其作用是加載彈簧力時,減小摩擦力,防止膜片感壓元件受力褶皺,造成膜片的破壞或剛度改變,從而影響減壓閥的工作可靠性,廣泛應用于液體火箭發動機減壓閥結構設計中。設計時球頭的圓弧一般小于或等于球窩的圓弧,通常球窩圓弧稍大一點。對于彈簧力較大的結構應選用圓弧半徑較大者,有利于提高球頭結構的強度;當球頭與球窩圓弧尺寸存在一定差值時,有利于降低摩擦力,有利于減壓閥裝配和調整。某型減壓閥球窩和球頭的材料均為不銹鋼2Cr13,其中球窩半徑為2.5 mm,硬度為32~38;球頭半徑為2 mm,硬度為45~51。

圖1 球窩與球頭結構圖
如圖2所示,裝配減壓閥時,先將主彈簧座放在彈簧上一并放入彈簧外套中,彈簧外套通過螺紋與壓緊套筒連接,在加載彈簧力的過程中,彈簧外套旋轉帶動球頭旋轉,起初球頭與球窩不接觸,隨著螺紋的旋合,球頭逐漸接觸球窩,由于壓蓋隨膜片一起壓緊固定,球窩處于靜止狀態,球頭隨彈簧外套和彈簧處于轉動狀態;隨著彈簧力的加載,力值逐漸增大,直至施加的彈簧力滿足減壓閥出口額定點的要求。當額定點超出要求時,需卸載彈簧力重新調整。因此,在減壓閥的裝配及調試過程中,球頭與球窩逐漸接觸,接觸應力逐步增大,并伴有球頭的旋轉。
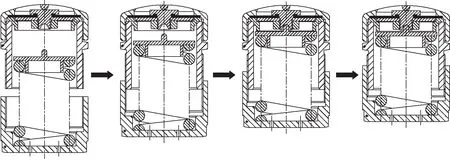
圖2 減壓閥裝配過程示意圖
1.2 磨損現象分析
減壓閥球頭磨損如圖3所示,磨損部位呈現螺旋一周的深度劃痕,球頭頂端圓弧幾乎磨平。磨損部位除了細小的顆粒外,還有大塊的金屬顆粒,理化分析與球頭材料一樣。從磨損的形貌可以看出,當減壓閥球頭與球窩發生相對旋轉運動時才會出現該部位磨損現象,而裝配后的球頭在彈簧力的作用下與球窩配合壓緊,無摩擦運動。因此,球頭與球窩的磨損現象只能發生在減壓閥的裝配及調試過程中。
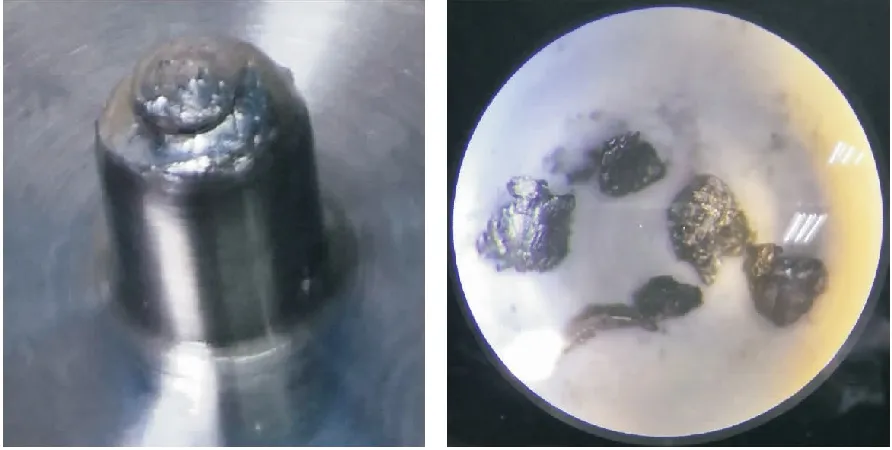
圖3 磨損(左)及脫落金屬塊(右)的照片
1.3 故障分析
將減壓閥主彈簧座球頭基體脫落作為頂事件,出現基體脫落的可能原因有球頭硬度偏低、球頭部位應力超大及材料選用不合理,建立故障樹如圖4所示。
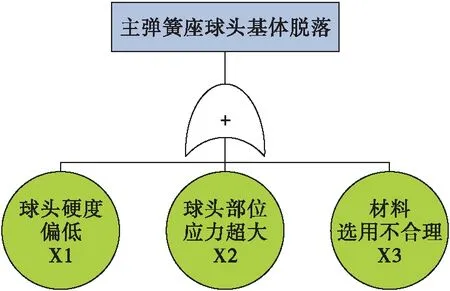
圖4 故障樹
對減壓閥球頭和球窩的硬度值進行復測,實測硬度為47.6~48.2,滿足技術文件中硬度43~51的要求,故障模式X1排除。
采用軟件 ABAQUS對主彈簧座球頭結構強度進行仿真計算,計算模型見圖5,設定主彈簧力為3 500 N,得到主彈簧座球頭的Mises應力分布及等效塑性應變分布,如圖6所示,接觸部位最大Mises應力為1 339 MPa,最大等效塑性應變0.031,接觸應力已超過材料的屈服極限。因此,故障模式X2不能排除。
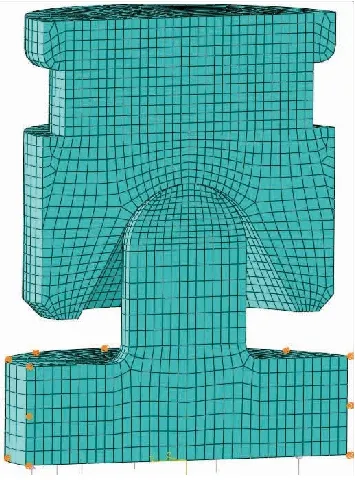
圖5 接觸部位計算模型

圖6 接觸部位應力及應變計算結果
通過對球頭和球窩磨損部位的顯微鏡觀察,部分金屬物黏著在球窩表面,而主彈簧座和壓蓋材料均為不銹鋼2Cr13,一般來說, 相同金屬或晶格類型,晶格間距、電子密度、電化學性質相近的金屬,在高應力的作用下易發生磨損。因此,故障模式X3不能排除。
綜上分析,故障模式X2、X3均不能排除。因此,本文對減壓閥球頭部位應力和金屬材料配對副磨損開展研究。
2 不同硬度2Cr13組合下應力/應變
不同硬度的材料組合能夠提高抗黏附磨損能力,脆性材料的抗黏著性能比塑性材料好。因此,開展了不同硬度2Cr13球頭和球窩配對組合下,接觸點應力和應變的變化研究。首先采用不同的回火溫度對不銹鋼2Cr13鋼棒試樣進行熱處理,對其力學性能進行測試,獲得不同硬度下鋼棒2Cr13試樣力學性能,每種狀態鋼棒試樣各3件,測試結果取均值后各狀態力學性能如表1所示。

表1 鋼棒2Cr13不同硬度的力學性能(實驗實測值)
按現有球頭和球窩的結構尺寸,將不同硬度2Cr13實測的力學性能修正到仿真模型中,分別計算彈簧力3 kN、3.5 kN、4.2 kN 3種工況下,接觸點處的應力與應變。計算時,還考慮了球頭旋轉的摩擦力,球頭與球窩的應力計算結果見表2。由應力計算結果可以看出,隨著零件硬度提高,其接觸應力增大;同一配對組合狀態下,隨著彈簧力的增大,球頭和球窩的最大應力幾乎沒有變化,均略高于屈服強度,說明接觸部位已發生局部結構變形和磨損。因此,在現有結構的基礎上,通過材料熱處理獲得零件高硬度的方式不能解決磨損的問題,需通過結構改進降低接觸應力。
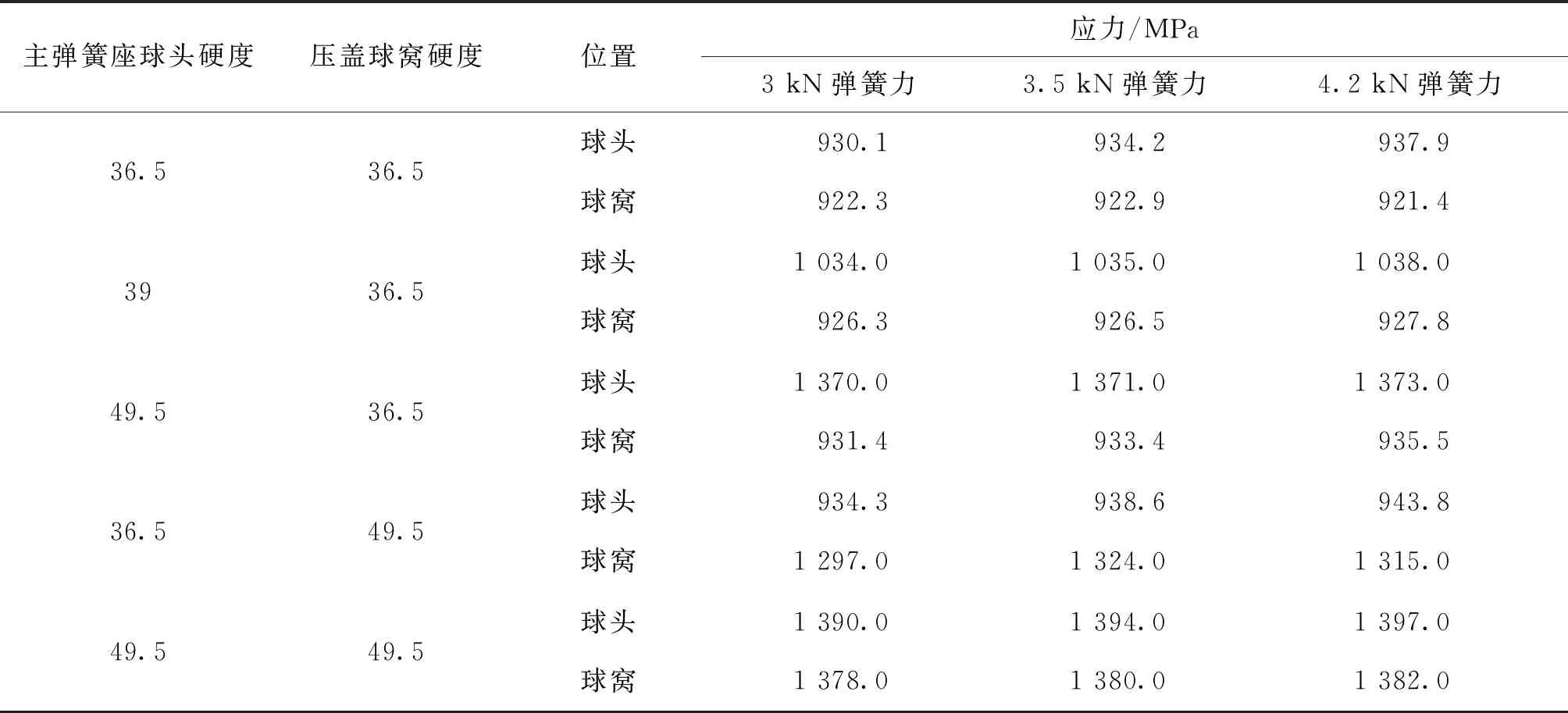
表2 不同球頭球窩組合應力計算結果
由表3所示應變計算結果可以看出,隨著材料硬度提高,各零件的最大應變降低;隨著彈簧力的增大,各零件的應變均呈現增大趨勢,且球頭的應變量相對更大,進一步說明球頭強度不足是結構的薄弱環節。
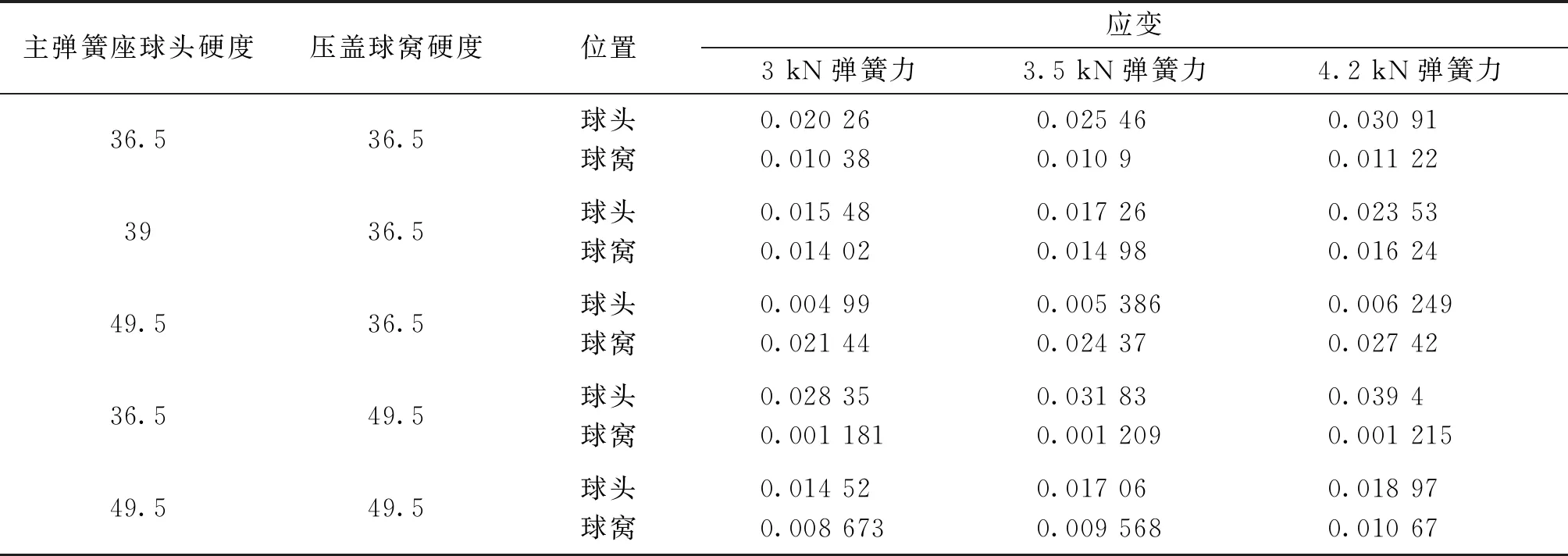
表3 不同球頭球窩組合應變計算結果
為降低球頭的接觸應力,將球頭半徑從2.0 mm增大至2.5 mm,仿真計算結果如表4、圖7所示,在最大工況下,球頭和球窩接觸處的最大應力均未超過320 MPa,且遠小于材料的屈服強度,接觸部分均未發生塑性變形,說明球頭應力超大的問題得到解決。
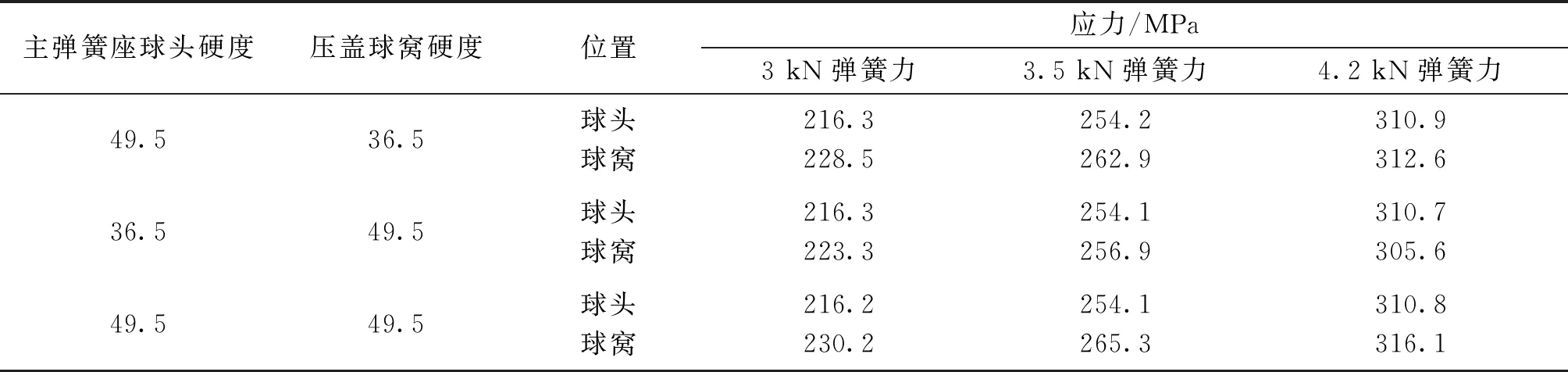
表4 改進后不同球頭球窩組合應力計算結果
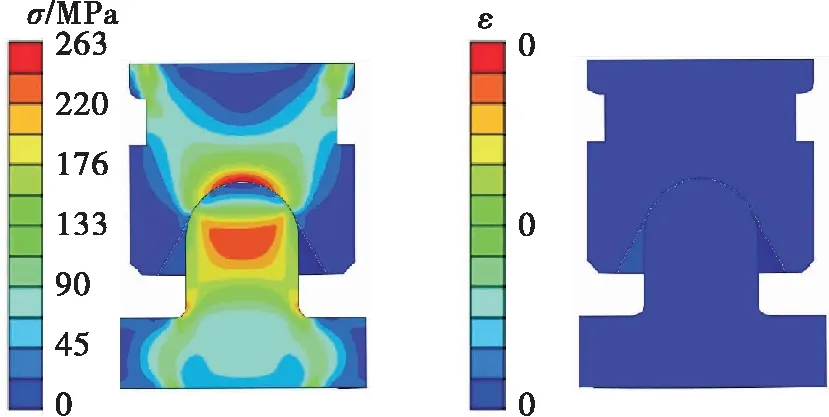
圖7 改進后接觸部位應力及應變計算結果
3 金屬材料配對副磨損研究
磨損除了與接觸應力大小密切相關外,還與材料的性質有關。材料的晶體結構決定材料的性質,常見的晶體結構包括面心立方晶體、密排六方晶體和體心立方晶體。其中面心立方結構是層狀的,晶胞每個面上的原子多,晶胞之間相互滑移的位移短,造成了晶胞之間容易滑移錯位,宏觀上表現為質軟,容易變形,即容易被磨損、黏著。而密排六方金屬滑移系少,滑移過程中可能采取的空間位向少,故塑性差。體心立方金屬滑移系較多,故比密排六方金屬塑性好,但其滑移面原子密排程度不如面心立方,滑移方向的數量少于面心立方,故體心立方金屬不如面心立方金屬塑性好。因此,金屬材料配對副應優先采用密排六方晶體或體心立方晶體材料,避免采用面心立方晶體材料,特別要避免采用奧氏體鋼,此外還要避免使用同種金屬配對副。常用材料中鈦合金是以鈦為基礎加入其他元素組成的合金,鈦有兩種同質異晶體,882 ℃以下為密排六方結構α鈦,882 ℃以上為體心立方的β鈦。所以,采用鈦合金作為摩擦配對材料具有一定優勢。
4 故障定位及機理分析
減壓閥球頭與球窩屬于點接觸,在較大彈簧力和旋轉摩擦力的作用下,局部接觸點的應力較高,并超過了材料的屈服極限。由于球窩相對較軟,接觸部位產生塑性變形,在高應力作用下伴隨著球頭的旋轉,接觸區域表面溫度急劇升高,導致接觸處材料熔化并形成黏結點,進而發生焊合。焊合點的強度高于材料的抗剪強度,其原因是材料晶粒滑移面上的碎晶塊和附加晶格的強烈扭曲,增大了滑移阻力,使其繼續滑移難于進行,在后續摩擦副的反復旋轉摩擦過程中,摩擦系數增大,引起球頭與球窩金屬基體的撕裂,在兩者接觸表面出現擦傷和劃傷,從而形成黏附磨損。該磨損過程發生得非常突然,往往一連串動作就發生在短短幾秒鐘內。由于主彈簧座硬度較高,材料相對較脆,焊合點墊在球頭與球窩之間,進一步阻礙了主彈簧座球頭的旋轉運動,球頭出現崩碎、顆粒。減壓閥球頭的磨損現象,前期為黏附磨損,后期主要為磨料磨損。
5 結構改進及試驗驗證
從減小接觸應力和避免黏附磨損的改進思路出發,根據目前型號常用的球頭與球窩組合和仿真計算結果,將球頭半徑增大至2.5 mm,并策劃了4種不同材料的組合方案,每種方案各3套配對零件,分別裝配到減壓閥上進行磨損對比試驗,每種狀態每套配對零件磨損10次,將減壓閥彈簧外套由自由狀態擰至額定點附近,再退至自由狀態為1次磨損試驗,最終通過磨損的程度確定優選組合。
改進方案磨損試驗對比如表5所示,結果表明同種類型的材料配對時,磨損比較嚴重,與材料的力學性能無關。J1、J2為同種類型材料組合,磨損嚴重。J3、J4為異種材料組合,磨損較輕或幾乎看不出磨損,說明相同的應力下異種材料具有較好的耐磨性。通過J2與J3磨損照片對比發現,鈦合金TC4 比不銹鋼1Cr11Ni2W2MoV的強度低很多,但后者磨損很嚴重,進一步說明磨損與材料的晶體結構密切相關,與材料硬度無直接關系。通過J3與J4磨損照片對比發現,J3狀態球頭無磨損痕跡。因此,最終減壓閥采用J3的改進方案。

表5 減壓閥球窩/球頭磨損對比
改進后的減壓閥經過了力學環境試驗(振動試驗、沖擊試驗,加速度試驗)、典型試驗及整機試車考核,減壓閥各項性能滿足系統設計要求,分解檢查主彈簧座球頭、壓蓋球窩無磨損現象,磨損問題得到徹底解決。目前改進措施已成功應用到多個型號的減壓閥中,并經過飛行考核。
6 結束語
利用仿真和試驗相結合的方法,分析了減壓閥主彈簧座球頭磨損的故障機理,并提出結構改進措施,通過磨損對比試驗驗證,確定了減壓閥的最終改進方案。經過減壓閥多個批次試驗考核,球頭磨損的問題得到徹底解決,驗證了改進措施的有效性。研究結果表明,在接觸應力未超出材料屈服強度的前提下,磨損與材料的晶體結構密切相關,常用金屬材料鈦合金作為摩擦副材料具有一定的優勢,為高應力摩擦副材料的選用提供參考。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39