散貨船艙口蓋舾裝工事焊接工藝改進方法
2022-08-23 08:43:18鈕東輝
船舶標準化工程師 2022年4期
鈕東輝
(南通中遠海運川崎船舶工程有限公司,江蘇南通 226000)
0 引言
作為重要的船體舾裝件,艙口蓋通常用來遮蔽艙口,保護艙內貨物不受風浪和雨水的侵襲。艙口蓋舾裝工事的進度對船舶建造周期影響很大。散貨船艙口蓋導軌及壓緊扁鋼均為平直角焊縫,焊接量大、焊接要求單一且焊接作業重復率高,利于機械化代替人工作業。此外,艙口蓋上作業空間狹小,人員作業姿勢勉強,且存在磕絆及高空墜落的安全風險。使用臺車對導軌及壓緊扁鋼進行焊接作業,可改變人員作業位置,從高處作業改為平面作業,有效提升焊接效率。
1 人工焊接能力現狀調查
1.1 焊接效率
61 000 t散貨船采用折疊式艙口蓋:直導軌長度為120 m,焊縫形式為3層雙面角焊縫;壓緊扁鋼長度為400 m,焊縫形式為單層雙面角焊縫。人工焊接耗時見表1,直導軌的平均焊接速度為1.5 m/h,壓緊扁鋼的平均焊接速度為3.5 m/h。
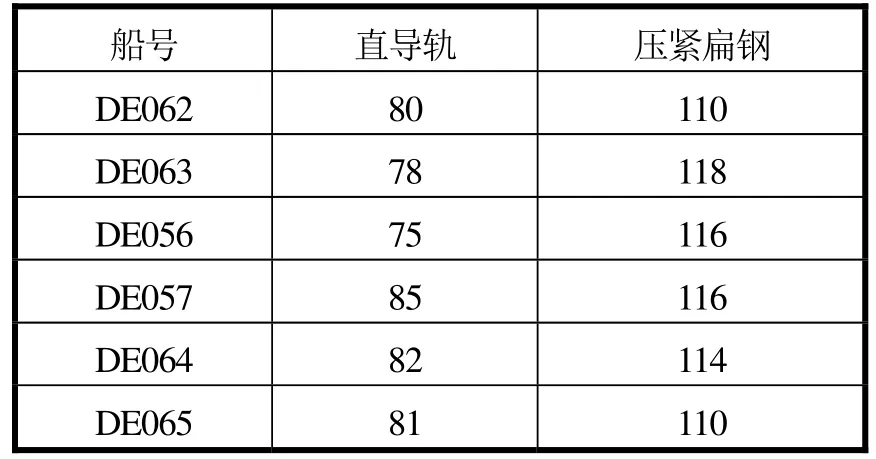
表1 人工焊接耗時(單位:h)
1.2 焊接質量
由于艙口蓋上作業空間狹小,人員作業姿勢勉強,且需要兩側間斷焊接,焊接過程中人為調整較多,易產生飛濺、焊渣、表面氣孔及咬邊等焊接缺陷,焊縫成型一般,需增加打磨等后處理作業。
2 臺車焊接可行性分析
2.1 理論分析
1)61 000 t散貨船艙口蓋直導軌和壓緊扁鋼的焊縫形式均為平直的角焊縫,焊接要求單一。
2)焊接行進路線單一,調整少,易實現臺車焊接。
3)臺車行進路線及焊槍的角度需留有避讓艙蓋墊塊及限位的空間,以便實現臺車的行進路線連續化。
4)由于艙口圍板尺寸有限,無法用于臺車行進的導向,因此需要為臺車配備行進導軌。該導軌可靈活鋪設,使臺車的行進軌跡與艙口蓋軌道及壓緊扁鋼平行,以便于臺車焊接。
5)焊接臺車的槍頭夾要便于靈活調整,以適用于不同類型的艙口蓋,并盡量減少行進路線上艙口蓋限位等因素造成的干擾。
2.2 臺車方案
艙口蓋限位墊塊可分為Fx-stopper、Fy-stopper和Fz-stopper等3種類型,61 000 t散貨船單個貨艙對各類型墊塊的需求為:Fx-stopper 8塊,Fy-stopper 6塊,Fz-stopper 28塊,總計42塊。限位墊塊在艙口圍板上沿著壓緊扁鋼的方向進行布置,見圖1。

圖1 墊塊布置情況(單位:mm)
墊塊的高度、位置和數量是焊接臺車行進路線的主要制約因素。綜合考慮艙口圍板較窄的現狀以及現場實際條件,制定合適的焊接臺車方案,見圖2。
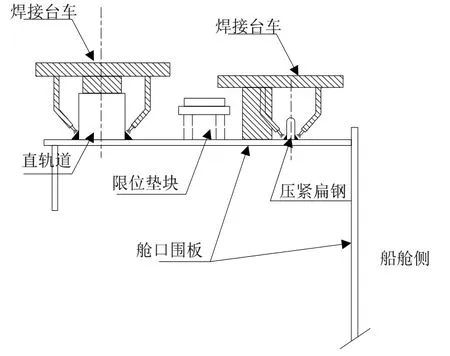
圖2 焊接臺車方案(單位:mm)
1)焊接臺車夾持雙焊槍,自帶吸附式導軌。對于直導軌,臺車自帶的吸附式導軌可臨時安裝在艙口圍板和直軌道表面,導軌方向與被焊部件平行,焊槍分布于焊接臺車的兩側;對于壓緊扁鋼,由于其寬度僅有16 mm,臺車自帶的導軌只能吸附在艙口圍板上,焊槍只能分布于焊接臺車的單側。由于臺車導軌和被焊接件的相對位置不同,臺車樣式需要能靈活組裝以滿足艙口蓋直軌道和壓緊扁鋼的焊接要求。
2)在焊接壓緊扁鋼時,由于受到艙口蓋墊塊的阻礙,臺車導軌的高度需要高于墊塊,以保證臺車導軌鋪設的連續性。
3)由于艙口圍板的平面度存在制作誤差,故被焊接件與面板之間存在的縫隙略有不同。此外,由于被焊接件的直線度也存在制作誤差,這就要求臺車的焊槍具備簡便調節功能。
在進行市場調研和考察的基礎之上,結合上述方案對焊接臺車進行研發和改進。焊接臺車示意圖見圖3。

圖3 焊接臺車示意圖
3 焊接臺車應用
3.1 直軌道焊接
直軌道焊接如圖4所示,將焊接臺車的導軌吸附在被焊接件的表面,焊槍位于臺車的兩側,其運行軌跡與焊縫平行。臺車槍頭方向可靈活調整,可對軌道內外同時焊接。臺車的鋁合金軌道吸附在直軌道表面,定位及對接方便,焊接的連續性得到保證。

圖4 直軌道焊接示意圖
3.2 壓緊扁鋼焊接
壓緊扁鋼焊接如圖5所示,將焊接臺車的導軌吸附在艙口圍板的表面,焊槍位于臺車的單側。臺車夾持雙槍頭,可對壓緊扁鋼內外同時施焊。臺車的軌道高度可有效避開墊塊的干擾,進而保證焊接的連續性。人員可站在甲板的馬凳上施工,可有效降低高處墜落的風險。

圖5 壓緊扁鋼焊接示意圖
3.3 焊接效果
焊接臺車對直導軌的平均焊接速度為2.96 m/h,對壓緊扁鋼的平均焊接速度為10 m/h,作業效率分別為人工焊接的1.97和2.86倍,顯著節省了人力。臺車焊接質量見圖 6,焊縫成形美觀,僅需少量打磨處理。

圖6 臺車焊接質量
臺車焊接在安全、成本、工程方面具備如下效果:
1)安全方面。臺車焊接可降低作業人員的勞動強度,避免高處墜落的安全風險。
2)成本方面。臺車焊接可節約腳手配合的成本。
3)工程方面。臺車焊接可有效推進船舶艙口蓋工事中的自動化生產,迎合快速的造船節奏。此外,該焊接臺車也能應用于側移式和吊裝式船舶的艙口蓋舾裝工事,通用性較強。
4 結論
艙口蓋是重要的船體舾裝件之一,其工事進度對船舶建造周期影響很大。本文以某61 000 t散貨船為例,對艙口蓋軌道和壓緊扁鋼焊接現狀進行分析,并分析臺車焊接的可行性。研究表明:臺車焊接不僅能有效提高焊接效率和質量,還能降低造船成本,擴大造船產量,提升造船效益。
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
設備管理與維修(2015年12期)2015-04-09 06:57:24
