步進式加熱爐裝鋼動態定位系統
2022-08-23 01:42:54景婧
機械工程與自動化 2022年4期
景 婧
(山西太鋼不銹鋼股份有限公司,山西 太原 030003)
0 引言
步進式加熱爐是棒線材軋制過程中的關鍵設備,作為首道工序,它將鋼坯加熱至設定溫度后輸送至軋機入口,其安全、穩定運行對整個軋線正常生產起著至關重要的作用。棒線材生產線上的加熱爐通常采用側進料的裝鋼方式,即原料在爐外經爐外裝料輥道運輸,從安裝于側墻的爐門進入爐內,再經懸臂輥道運輸至合適位置停下,等待步進梁前循環動作將懸臂輥道上的鋼坯放置在靜梁上。通常步進式加熱爐內由至少三根靜梁和兩根動梁組成,動梁的平移框架由兩排鋼制輪支撐其完成上、下、左、右動作[1],這樣的爐體結構即使鋼坯在懸臂輥道上定位偏差很大,當動梁托起向前行進至變軌處時,至少有兩根靜梁會支撐著鋼坯,不會發生偏移掉道的狀況。此外,如果大批量鋼坯朝同一側裝偏,因動梁是雙排滾輪支撐,也會避免框架重心偏移加劇向裝偏一側繼續傾斜的情況發生。因此,常規的設有三根靜梁的側裝鋼式加熱爐對鋼坯入爐定位的準確性要求不高,但對于僅設有兩根靜梁的狹窄爐體,需要精準的入爐定位才能保證加熱爐安全、穩定運行。為此,本文針對僅有兩根靜梁支撐鋼坯的側進側出式加熱爐設計了加熱爐裝鋼動態定位系統。
1 步進式加熱爐概況
某不銹線材廠共有高速線材、小棒和大棒三條生產線,以220 mm×220 mm×3 500 mm的初軋坯、連鑄坯為原料,能夠生產Ф5.5 mm~Ф20 mm的線材和Ф16 mm~Ф120 mm的棒材。因產品種類多、規格范圍廣,共有18條工藝路徑完成上述產品的軋制要求。廠內有一座步進式加熱爐,設計長度為32 m、寬度為4.2 m,采用側進側出、單排布料方式。爐體共分為預熱段、加熱一段、加熱二段和均熱段4個區域。因爐體較窄,料坯僅由兩根靜梁和兩根動梁支撐,升降框架由3組升降滾輪支撐[2]。靜梁進入均熱段后間距加寬,以減少或消除鋼坯在加熱過程中的“黑印”。
1.1 加熱爐裝鋼方式
鋼坯進入加熱爐需要分兩步完成,即爐外測長和爐內定位,控制過程為:料坯在爐外輥道行進過程中利用光電開關及安裝于輥道電機軸頭的編碼器來計算料坯的長度,待頭部進入爐內后經爐內輥道編碼器根據料坯的行進距離完成爐內對中定位,即實現爐體中心線與料坯中線對齊。編碼器測長、定位方式要求料坯有足夠長的行進距離,使得編碼器測算區間位于鋼坯的勻速前進階段,確保鋼坯速度和輥道線速度一致,避開鋼坯加速時與輥道發生的相對運動階段。
1.2 存在的問題
由于受場地限制,步進式加熱爐內僅有兩根靜梁,加熱爐變軌處示意圖如圖1所示。圖1中,LAD為料坯長度,LBC為靜梁變軌后的寬度,LAB和LCD為料坯端部超出靜梁的距離。以不銹線材廠步進式加熱爐實際應用情況為例,均熱段變軌處距離LBC=2.75 m,而原料最短長度LAD=3.15 m,此時料坯端部至靜梁的平均距離為LAB+LCD2=0.2 m,這就要求料坯對中定位精度應控制在0.2 m以內。從爐尾到爐口共計100步,如果每步橫向偏差2 mm,那么至變軌處必然會發生掉道事故。此外,動梁框架由于受空間限制沒有采用全部的雙排滾輪支撐,而是前后端部兩組為雙排滾輪,中間一組為單滾輪,一旦出現大批量物料裝偏的情況,必然導致平移框架扭轉變形,進而在行進中加劇鋼坯向裝偏側繼續偏移。因此,爐體對入爐定位精度要求很高。
此外,爐外輥道長度僅有3.4 m,其中供鋼坯行進的距離不到0.5 m,完全處于鋼坯加速階段,且不同鋼種的表面粗糙、摩擦因數不同,料坯與輥道的相對運動程度不盡相同,造成爐外料坯測量長度誤差最大可達3 m,直接影響料坯在爐內對中定位,調試中最大對中定位誤差達到了0.5 m,甚至直接碰到防撞裝置才停止。若以現有的對中控制方式裝鋼,必然會發生橫向跑偏損壞側爐墻、料坯掉道,造成被迫停爐取鋼的嚴重生產事故。提高步進式加熱爐裝料對中定位精準性,消除因對中偏差大造成的鋼坯掉道事故,確保加熱爐體安全、穩定運行尤為重要。因此,需要對鋼坯入爐定位方式進行優化。

圖1 步進式加熱爐變軌處示意圖
2 步進式加熱爐入爐動態定位系統設計
為消除鋼坯掉道隱患需要從兩個方面著手:一方面是為單滾輪配置輔助平衡裝置,以減少框架扭轉變形導致的鋼坯跑偏;另一方面是提高裝鋼精度,即解決爐外測長和爐內對中兩個問題。為克服編碼器控制帶來的相對運動、摩擦因數不同等弊端,決定采用激光測距儀進行非接觸式測量,將距離測量值采集至PLC控制系統,通過編寫一系列計算、糾偏程序,實現料坯的精準定位。
2.1 動態定位系統組成
動態定位控制系統主要由S7-400PLC、激光測距儀和測距儀支架三部分組成。S7-400為加熱爐順序控制PLC,激光測距儀采用DELTA公司的FT1500,有較強的抗干擾能力,在惡劣環境下仍能保持遠距離的測量精度和可靠性,實時性強、速度快、重復頻率高,可完成實時動態距離監測。由于預熱段沒有燒嘴,且爐體采用上排煙方式,使得裝料端溫度在300 ℃~500 ℃,工作環境熱輻射低,粉塵相對較少,不需要在爐體孔洞處加裝鏡片等額外設施,在傳播過程中的能量損失可以忽略不計,精度滿足要求。激光測距儀輸出信號為模擬量4 mA~20 mA電流,與測量值呈線性比例關系,采集至PLC模擬通道方便處理、維護。
2.2 測長及定位原理
激光測距儀長度測量示意圖如圖2所示。在加熱爐爐體裝料側南北兩端各安裝一臺激光測距儀,北激光測距儀位于裝料爐外輥道北端,南激光測距儀位于爐體南墻,爐體南墻開孔,使激光穿過爐體照射到爐內軌道的上部。當推鋼機將料坯推至裝料爐外輥道上時,點擊測長按鈕,系統自動打開裝料爐門,使料坯的兩端剛好能被南北兩個激光測距儀照射到,則料坯的實際長度LFG=LEH-LEF-LGH。通過這一方式可準確計算出料坯的實際長度,誤差確保在10 mm以內。
完成測長工序后爐外輥道啟動,料坯開始自北向南入爐。圖3為激光測距儀爐內定中示意圖,NO為對中完成的料坯,N′O′為入爐過程中的料坯。理論對中位置為料坯中心線與爐體中心線重合,此時南激光測距儀的測量值LMN=LMQ-LNO2。在裝爐過程中,南激光測距儀的測量值LMN′隨著料坯N′O′的行進動態變化,當LMN′=LMN時,表示鋼坯已行進到位,爐內輥道停止運轉。為避免輥道突然停止,料坯慣性前滑超出對中位置,在入爐過程中采取兩次降速,對中偏差值ΔL=LMN′-LMN,當ΔL=LMQ時,即料坯頭部到達爐體中心線時,將爐內輥道速度設定值調整為v02(v0為爐內輥道初始速度);當ΔL=800 mm時(800 mm約為最短料坯長度的14),將爐內輥道速度設定值調整為v04,開始第二次降速;當ΔL=200 mm時(200 mm為使用不同鋼種試驗得出的經驗值),停止爐內輥道。料坯利用輥道降速斜坡時間和慣性前滑,最終實現料坯中心線與爐體中心線基本重合,控制精度保持在|ΔL|<15 mm,從而確保物料均勻地放置在兩根靜梁之上,滿足了加熱爐裝鋼對中定位控制的精度要求。
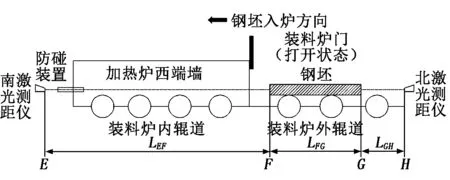
圖2 激光測距儀長度測量示意圖
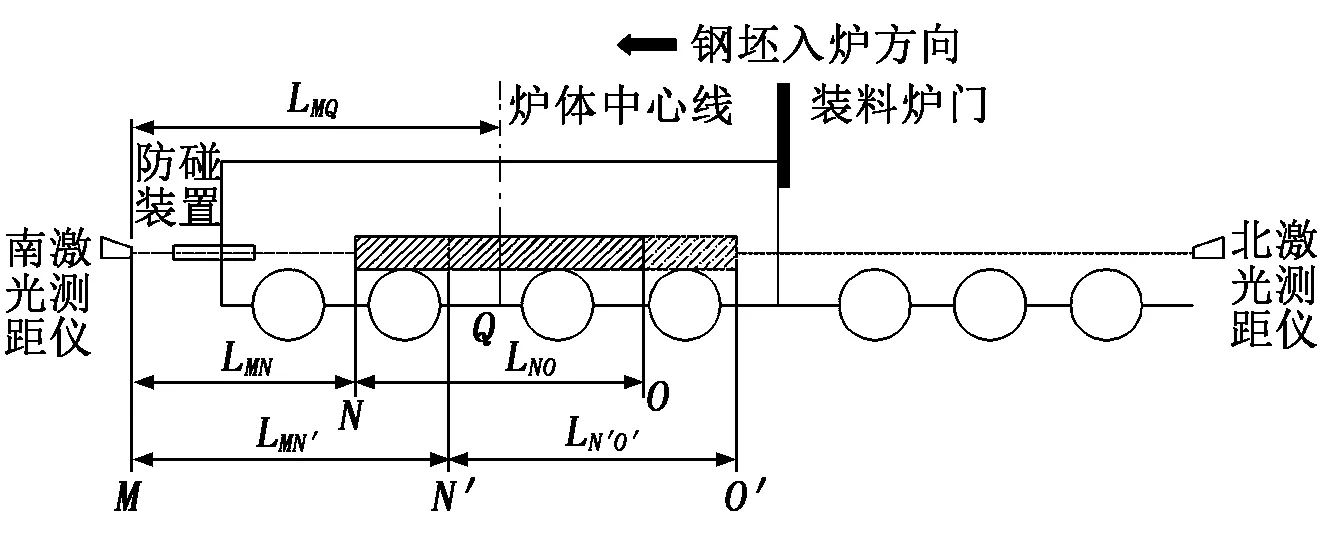
圖3 激光測距儀爐內定中示意圖
2.3 控制糾偏
2.3.1 北激光校驗功能
步進梁入爐對中階段,僅依靠南激光完成料坯行進距離的實時動態跟蹤,一旦南激光測量出現偏差,將導致對中失敗。為此,將北激光投入控制,作為入爐對中的校驗。只有當南激光檢測料坯已在爐體中心,同時北激光檢測距離顯示鋼坯尾部確已完全入爐,才可認為料坯完成對中,避免對中失敗裝料爐門下落造成的生產事故發生。
2.3.2 測長修正功能
當測量長度異常時,可通過上位機畫面對長度進行修正。當兩個激光測距儀其中有一個損壞時,為保證生產正常進行,僅投入南激光測距儀,人工手動錄入長度,利用南激光完成入爐對中定位,可作為故障狀態下的應急操作。
2.3.3 對中偏差修正
入爐定位通過對中偏差值ΔL調整爐內輥道速度來實現。當ΔL=200 mm時,停止爐內輥道。200 mm為使用不同鋼種試驗得出的經驗值,為適應多鋼種爐況,增加了修偏系數K,可以根據料坯表面平整情況和材質,適當調整系數K改變爐內輥道停止時間,滿足對中定位精度要求。
3 入爐動態定位系統的應用效果
入爐動態定位系統采用非接觸方式,克服了有限空間內編碼器測長及對中偏差較大的難點,實現了鋼坯爐內定位誤差<15 mm,完全滿足裝料過程中精準定位的要求。系統自投入運行以來,未發生一起鋼坯橫向跑偏損壞側墻、鋼坯掉道的生產事故,確保了爐體的正常運行,也可為同類型的設備應用提供一定參考。
