卡箍卷圓級進模設計
2022-08-24 00:58:52馮曉杰
模具工業 2022年8期
關鍵詞:設置
0 引 言
圓環狀五金制件一般是利用平板材料成形,先用落料模沖出落料件,再用卷圓設備將落料件卷成圓環,這種工藝雖然簡單,但存在以下弊端:①材料周轉環節較多,生產效率低;②卷圓時定位精度不高,成形的制件頭、尾兩端的位置偏差較大;③成形的制件圓跳動較大,合格率較低。對于成形尺寸較小的圓環狀制件,采用級進模進行卷圓,可以克服上述弊端,現以卡箍卷圓為例,采用級進模實現卷圓。
通過對控制器負反饋增益矩陣K的選取,使得閉環系統A-BK穩定,即矩陣A-BK的特征值均具有負實部。則對于文獻[3]中提到的極點配置法,只要將A-BK的極點配置在復數域的負半平面上,即可得到系統的穩定性。而基于LQR的最優控制,在滿足閉環系統穩定性的基礎上,對系統運動及控制過程進行優化。其過程可描述為,對于能控的線性系統尋求該系統的最優控制率:Uopt=-KoptX,使得以下設計的二次型性能指標函數J取得極值。
1 制件結構分析
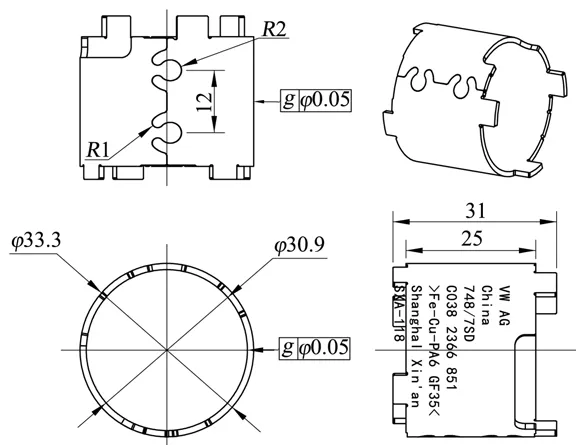
圖1 所示為卡箍,呈圓環狀,外徑為φ33.3 mm,內徑為φ30.9 mm,長度為31 mm,兩端各有幾個齒狀結構,頭尾嵌套。
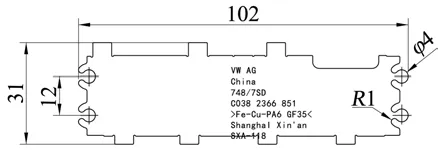
在卡箍的展開圖中,頭尾兩端各有2 個鋸齒狀特征,制件表面有若干文字,展開尺寸為102 mm×31 mm,如圖2所示。
如果采用單工序模成形該制件,需要落料、壓文字、預卷圓、卷圓4道工序,材料周轉環節多,生產效率低,且落料件兩端凸、凹特征結構如用1副落料模生產,落料模的凸、凹模容易產生爆裂、崩角等現象,模具維修率較高。用卷圓設備卷圓時,由于定位精度不高,落料件兩端容易出現偏差,不能完全吻合,導致成形制件的合格率較低。如采用級進模成形制件,將落料工序分解成多道,不但可以加強落料模凸、凹模的強度,防止爆模,而且可以省去材料周轉環節,提高生產率效。另外可以在卷圓工序設置定位零件,使落料件的頭、尾特征準確吻合,提高制件的合格率;卷圓時,在制件中間設置中心軸,使落料件繞中心軸卷圓,提高成形制件的圓度和同軸度。
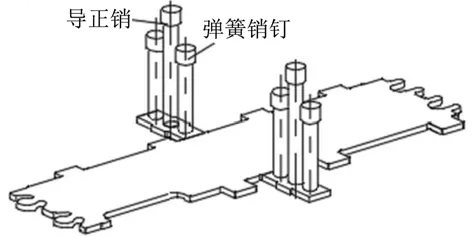
工序①~工序⑦中的抬料機構是導正銷、抬料銷、彈簧銷釘等,如圖4 所示,在下模料帶的兩邊設置抬料銷,在料帶的中間設置彈簧銷釘,在上模導正孔對應的位置設置導正銷,在導正銷的旁邊設置2 個彈簧銷釘。當上、下模閉合時,導正銷插入料帶的導正孔中,校正料帶的位置。當上模向上運動時,下模的抬料銷、彈簧銷釘與上模的導正銷共同將料帶抬起,料帶離開下模型面約10 mm后,由上模導正銷旁邊的彈簧銷釘將料帶從銷釘中頂出。
2 成形工藝分析及模具結構
成形卡箍的排樣如圖3 所示,共16 道工序,其中工序?是切斷和卷圓,為復合工序。

城市綜合客運樞紐功能布局的主體應該是交通功能,其布置方式是根據主要客流換乘的便捷方式進行的,能夠實現客流出城距離的最小化。乘客普遍存在趨近心理,在換乘條件便捷性、舒適性差的情況下,會出現混亂問題。除此之外,設計人員應該針對樞紐區域的實際情況,樹立無縫換乘和零換乘的理念,在客流相互換乘較大的情況下,為了實現客流的有效疏散,應該留出足夠的空間。
工序?空工位,工序?第2次預卷圓。利用凸、凹模的閉合,在第1次預卷圓的基礎上,對工序件的中間位置進行擠壓,使工序件進一步彎曲,第2次預卷圓的模具結構主要由凸模、凹模、凹模固定板、氮氣彈簧組成,如圖7所示。第2次預卷圓時用4根定位柱對工序件進行定位,當凸、凹模分開后,在氮氣彈簧的作用下,由頂塊將工序件從凹模中頂出。
工序⑦中由于料帶兩邊的材料已被切除,不需要在料帶的兩邊設置導正銷與抬料銷,在下模中只保留料帶中間的彈簧銷釘,在上模的料帶中間設置導正銷,由上模的導正銷與下模的彈簧銷釘共同將料帶抬起,如圖5所示。
工序①沖導正孔。該工序的主要目的是在料帶上沖出3個導正孔,對料帶進行定位,防止料帶定位不準,導正孔位于制件輪廓以外的區域,當沖壓結束時,導正孔會隨廢料一起流入收集框中。3 個導正孔中,中間的導正孔一直存在,直到全部工序結束后才被裁剪。工序⑦之后,料帶兩側的材料被裁去。
[7]陳寶生:《堅持以本為本推進四個回歸--建設中國特色、世界水平的一流本科教育》,http://news.cslg.edu.cn/index/read/id/77521.
支墩為鋼管結構,在頂部設置落梁,為保證整體穩定性,支墩間采用專門的連接件進行連接。承重梁為貝雷梁,共27排,貝雷梁間通過連接件實現連接,腹板以下的間距按照30cm控制,其他則按60cm控制。在貝雷梁的上部設置方木,其間距為25cm。同時在方木的基礎上設置竹膠板,將其作為底部模板。梁體外側方木避免設置鋼軌,為龍門吊的行走提供軌道。由木模制成外模,梁底部與頂部分別設置拉緊予以加固。通過拌和站對混凝土進行集中攪拌,采用罐車將攪拌好的混凝土運輸到施工現場,再由泵車進行連續澆筑[1]。

工序③~工序⑧沖裁。制件輪廓上有較多的鋸齒狀結構,為了加強沖裁凸、凹模強度,降低模具的維修率,將鋸齒狀結構分6次沖裁。
工序⑨空工位。因為工序⑧是沖裁,工序⑩是預卷圓,2 個工序的凸、凹模所占用的空間較大,為保證模具上、下模板的強度,給工序⑧和工序⑩留出足夠的空間安裝凸、凹模,工序⑨必須是空工位。
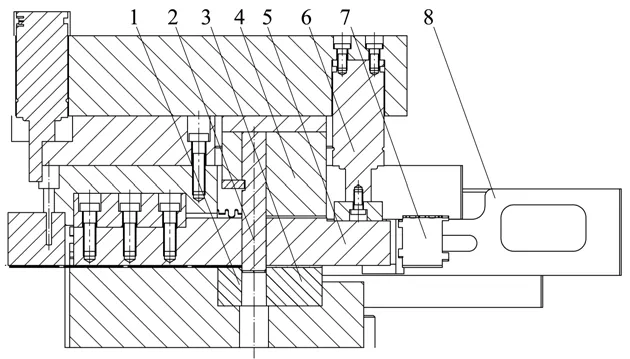
工序?、?空工位。經過第2次預卷圓后,還需要切斷工序和卷圓工序才能完成制件的成形,為了使切斷工序和卷圓工序正常進行,需要在這2 個工序的上模安裝一根軸,該軸的作用:①在切斷工序中起壓料板的作用;②在卷圓工序時放在工序件的中間,使制件繞該軸卷圓,保證卷圓制件的圓度和同軸度符合要求。使用3 根M8 mm 的螺釘將該軸固定在上模板,3 根螺釘位于工序?、?的位置如圖8所示。
工序⑩第1 次預卷圓。第1 次預卷圓的模具結構主要由凸模、凹模、頂塊、定位柱和氮氣彈簧組成,其中頂塊位于凹模內,在頂塊下方設置氮氣彈簧,如圖6 所示。利用凸、凹模閉合將料帶進行第1次預卷圓,使料帶的兩端彎曲,當凸、凹模分開后,在氮氣彈簧的作用下,由頂塊將工序件從凹模中頂出。

工序②壓文字。卷圓前必須在料帶的表面壓出文字,在工序②中的方框為字模,字模中的兩組同心圓為內六角螺釘。
偶爾迷茫的王老師(以下稱王老師):還不知道呢。現在中小學教師評職稱,需要做課題、發論文。美其名曰是要打造“研究型教師”,可是光發表論文這一條要求,就不知難為了多少人呢!
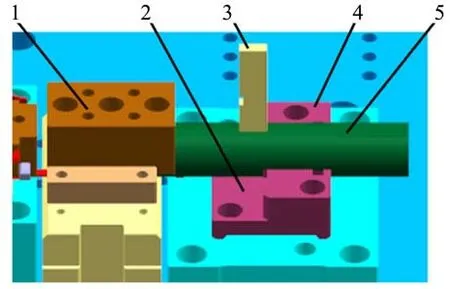
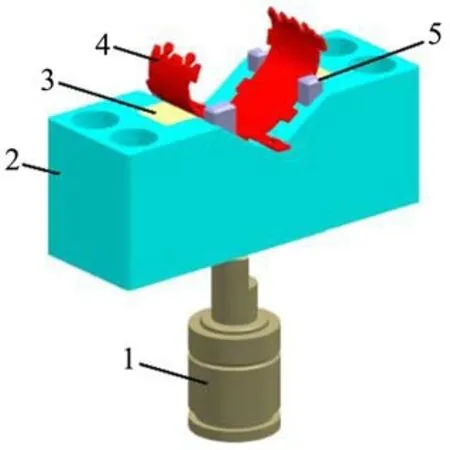
工序?空工位,工序?完成切斷和卷圓。切斷是將料帶中間連接工序?和工序?的材料切斷,切斷工序的凸模穿過中間安裝的軸,可以將卷圓工序的軸看成是切斷工序的壓料板。卷圓工序是利用上、下模將工序件繞中心軸卷成圓管狀,并將軸5包裹在成形制件中間,結構如圖9所示。
切斷與卷圓是該級進模的關鍵工序,其運動過程:當上模向下運動時,中間的軸首先與工序件接觸,將工序件壓住,然后切斷凸模將工序件與料帶分開,之后上模繼續向下運動,由于卷圓的上、下模均為半圓形,中間沒有中心軸,在上、下模閉合時,使工序件的兩端進一步向中間卷圓,并將中心軸包裹在制件中間。當上、下模完全閉合后,材料被擠壓成圓形,如圖10所示,卷圓時在制件的旁邊設置4根定位柱。
由于中間位置的軸是通過螺釘固定,螺釘位于軸一端,模具在長時間工作后,軸會出現翹曲變形,導致制件的同軸度超標。在軸的另一端安裝氮氣彈簧,生產過程中氮氣彈簧壓住中心軸的一端,可以防止軸翹曲變形,控制制件的圓跳動。
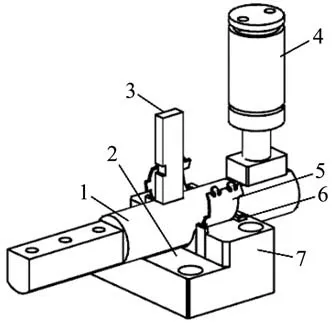
在模具的末端安裝2 個氣缸,氣缸的運動方向與料帶的前進方向一致,利用氣缸的撥動將卷圓后的制件從模具中分離,成形制件沿簡易工裝夾具自行滑出模具。氣缸的運動速度較快,可以在一個沖壓周期內將制件推出模具并復位,氣缸在級進模中的裝配如圖11所示。
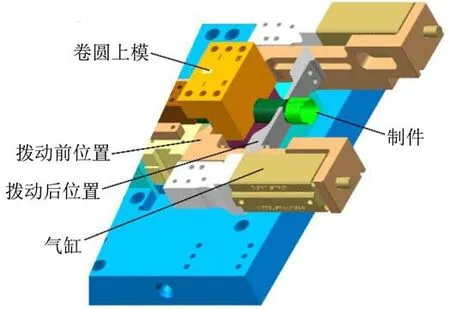
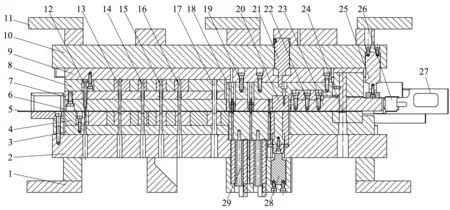
上模向下運動前,工序件已位于卷圓工序的位置,氣缸的活塞桿位于卷圓工序前,卷圓工序完成后,以下2個動作同時進行:一是氣缸活塞桿快速將卷圓后的制件撥出,然后快速回復到起始位置,制件沿簡易工裝流出模具,匯入到收集框中;二是料帶自動前進一個工序的距離。當上述2個動作完成后,開始下一個生產循環。最終的級進模結構如圖12所示。
美國工程木協會(Engineered Wood Association,APA)已經適應了人造板行業的變化,同時堅持其核心原則。
3 結束語
模具結構中為了增加沖裁凸、凹模的強度,減少維修頻率,將沖裁工序分解成6道,沖出卷圓前的外形輪廓;為了控制制件卷圓后的同軸度和圓度,先通過2 道預卷圓工序,將料帶兩端卷成一定的形狀后,再在工序件中間放置軸,利用上、下模和軸將制件卷成圓形,并利用上、下模閉合成形外圓形狀,中間軸修正內圓形狀,成形制件內圓精度能達到IT11 級,在級進模中進行卷圓時,在工序件的旁邊設置定位柱,定位的精度高,使頭尾鋸齒狀完全耦合。經實際生產驗證,級進模成形的制件外形輪廓的圓度符合要求,生產效率高。
[1]黃雄斌.齒形彈簧模具內側向傳輸結構設計[J].模具工業,2021,47(11):24-28.
[2]張燕琴.數據線殼多工位級進模設計[J].鍛壓技術,2017,42(7):117-121.
[3]秦國華,史雙喜,劉躍峰,等.汽車左座椅搖臂沖壓工藝分析及級進模設計[J].鍛壓技術,2019,44(9):113-117.
[4]杜繼濤,甘 屹.膜盒開關轉盤工藝分析與級進模設計[J].模具工業,2007,33(7):22-24.
[5]陳佩明,王 蕾.保險絲帽插件端子沖壓工藝分析及多工位級進模設計[J].鍛壓裝備與制造技術,2010,45(3):73-75.
[6]張燕琴.接插件多工位級進模設計[J].模具工業,2013,39(10):38-40,41.
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
