提高SWRH82B鑄坯內部均質化程度研究
2022-08-26 10:02:38張恭
天津冶金 2022年4期
張 恭
(天津鋼鐵集團有限公司,天津 300301)
0 引言
鑄坯偏析指數對鑄坯內部質量影響顯著,而末端電磁攪拌(F-EMS)是否準確作用于鑄坯凝固后期液芯,對鑄坯偏析指數的控制起到了至關重要的作用。目前天津鋼鐵集團有限公司(以下簡稱天鋼)用于生產150mm×150mm斷面SWRH82B方坯的1號連鑄機建于2004年,由康卡斯特公司設計制造,設計生產規格為φ150~φ210mm斷面圓坯,135mm×135mm、150mm×150mm斷面方坯。由于場地條件限制,設計時F-EMS的位置可調整范圍有限,無法保證各斷面的鑄坯在F-EMS位置均有足夠的液芯寬度。針對150mm×150mm斷面SWRH82B方坯碳偏析指數較高的問題,分析發現,可能是由于目前生產條件下F-EMS位置處鑄坯液芯寬度不足,F-EMS無法發揮應有作用所致。目前F-EMS距離彎月面約7.95m,由于二冷室內部構造限制,F-EMS無法向液芯寬度更寬的彎月面方向移動,因此為了確保F-EM裝置發揮作用,必須通過調整工藝參數等技術手段,拓寬現有F-EMS作用位置處的液芯。
本文依據射釘試驗、理論計算、取樣分析等結果,重新設計了包括拉速、F-EMS參數在內的SWRH82B方坯生產工藝,以彌補F-EMS作用位置固定的缺陷,解決F-EMS作用位置鑄坯液芯寬度不足的問題。
1 凝固偏析及生產現狀
1.1 凝固偏析原理
由于在鋼液凝固過程中,溶質元素不斷從凝固前沿向液相中析出,析出的元素在固-液相間發生再分配,造成鑄坯中心溶質元素富集、偏析。由于選分結晶現象的存在,溶質元素越是靠近凝固末端,其液相中富集程度越嚴重。SWRH82B鑄坯凝固末端枝晶容易形成“搭橋”,從而阻礙凝固末端富含溶質元素的鋼液與上游鋼液交換,產生中心偏析。另外由于SWRH82B鋼凝固兩相區間較寬,導致液相穴長度較長,為溶質元素析出、富集提供了充足的時間。高碳小方坯生產實踐表明,鋼的凝固范圍越大,澆注溫度越高,澆注速度越快,冷卻速度越慢,鑄坯中心偏析越嚴重。
1.2 電磁攪拌技術應用
電磁攪拌技術應用于連鑄生產中,有助于改善連鑄坯凝固結構,擴大內部組織的等軸晶比例,改善鑄坯表面和內部質量,提高鋼的純凈度。電磁攪拌裝置通電后所產生的磁場作用于鑄坯內部未凝固的鋼水,使其內部產生感應電流,磁場與感應電流間相互作用為鋼水的流動提供了電磁力。液相穴的鋼水由于電磁力的作用產生相對運動,這種運動對消除鋼水過熱度、改善晶體結構和成分偏析具有較大影響[1]。
F-EMS設置在鑄坯凝固末端的糊狀區,通過鋼水的不斷運動使新形成的等軸晶粒破碎,并由于其與原有鋼水流動方向相反,彌補了鑄坯中心凝固末端的縮孔等缺陷。因此F-EMS攪拌位置和功率對均勻鑄坯殘余液相的成分與溫度有著重要影響。
1.3 SWRH82B鑄坯偏析現狀
天鋼生產的SWRH82B連鑄方坯存在不同程度的低倍缺陷,主要缺陷包括角部裂紋、縮孔、中心偏析等。從鑄坯低倍取樣結果來看,122塊低倍試樣中,角部裂紋缺陷數為21塊,縮孔缺陷數為16塊,級別均為0.5~1.0級。從122塊低倍試樣中選取30塊進行碳偏析分析,鑄坯碳偏析指數最高值為1.22,平均值為1.13,處于較高水平。據相關文獻介紹,鑄坯中心碳偏析級別達到1.16以上,軋制過程盤條就容易出現3級以上的網狀滲碳體,導致晶界脆化,從而產生脆性尖窩狀斷口。
2 射釘實驗
2.1 實驗方法及步驟
F-EMS安裝位置與鋼種、中包過熱度、拉速、二冷強度和鑄坯斷面等因素有關。F-EMS應安裝在固-液兩相區,根據鑄坯液芯長度確定最佳的安裝位置,一般認為在液芯厚度大約為鑄坯厚度的1/3處安裝。F-EMS裝置安裝位置過高或過低,電磁攪拌冶金效果都不會理想。因此決定采用射釘法測量鑄坯在二冷區內不同位置的坯殼厚度。
根據平方根定律,鑄坯斷面尺寸與鑄坯液芯長度、拉速和綜合凝固系數存在以下關系:

式中:D為小方坯斷面尺寸,mm;L為鑄坯液芯長度,m;V為拉速,m/min;K為鑄機的綜合凝固系數,mm/min1/2。
凝固末端,鑄坯的坯殼厚度d=D/2,當凝固坯殼的厚度d<D/2時,L1表示從彎月面到坯殼厚度為d位置的長度,于是得到下面公式:

由于在連鑄關鍵工藝基本不變的前提下,連鑄機的綜合凝固系數K也基本不變,所以可以根據上述公式在二冷區某一位置進行射釘試驗,根據釘子形狀的變化仔細劃分三個區,得到該位置的坯殼厚度d,并根據該位置到彎月面距離L1和試驗時的拉速V,計算出連鑄機綜合凝固系數K[2]。
2.2 實驗過程及凝固系數計算
受1號連鑄機現場條件限制,不具備安裝多點射釘的條件,經現場研究,確定在離彎月面7.6m的位置(即二冷區3A和3B之間)安裝射釘槍支架,對150mm×150mm斷面SWRH82B方坯進行射釘試驗。
為了保證試驗結果的穩定性,中間包鋼水過熱度在控制23℃左右,調整連鑄拉速,并分別進行射釘,得到10塊含有釘子的試樣。
表1為SWRH82B方坯射釘試驗工藝參數。由表1可以看出,鑄坯拉速變動范圍為2.6~3.2m/min,過熱度變化范圍為20~26℃。

表1 SWRH82B方坯射釘試驗工藝參數
通過射釘試驗測得鑄坯坯殼厚度為47.8~54.4mm,即液芯寬度為41.3~54.5mm。將測得坯殼厚度d代入公式(2),計算出拉速在從2.6m/min逐漸增加到3.2m/min時,SWRH82B鋼種在天鋼1號連鑄機的綜合凝固系數為31~32.4mm/min1/2之間,具體測量結果及凝固系數計算見表2。
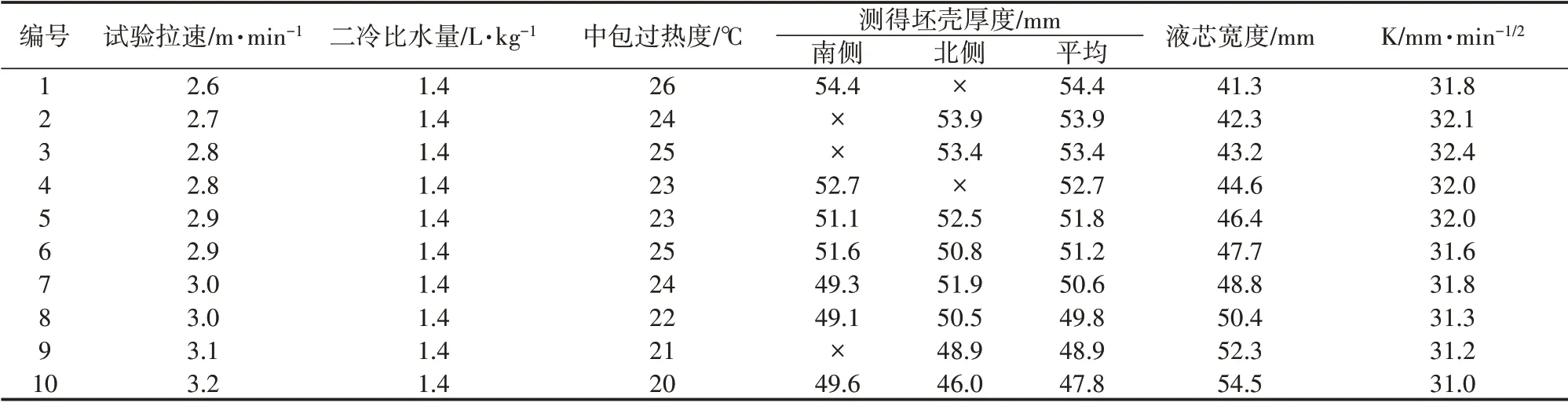
表2 測量結果及凝固系數計算
根據坯殼厚度和射釘位置距彎月面距離計算鑄機的綜合凝固系數,原則上要進行多點射釘。在接近凝固末端的位置(距離彎月面11.8m),共計射釘5只,測量結果及凝固系數計算(11.8m處)結果見表3。由表3可以看出,11.8m處射釘實驗計算出的SWRH82B凝固系數為30.8~31.8mm/min1/2。

表3 測量結果及凝固系數計算(11.8m)
2.3 實驗凝固系數計算結果分析
第一次射釘試驗的射釘位置是在距離彎月面7.6m處,距離F-EMS安裝位置較近;第二次射釘試驗的位置更接近鑄坯的凝固末端,在距離彎月面11.8m處。兩次試驗鑄坯綜合凝固系數的計算結果相差不大,因此判斷得到的鑄坯綜合凝固系數接近真實值。所以,對于150mm×150mm SWRH82B方坯,目前生產條件下,天鋼1號連鑄機鑄坯綜合凝固系數確定為31.4mm/min1/2。
3 工藝調整情況
3.1 拉速調整
對140~160mm方斷面小方坯拉高碳鋼種(鋼中C元素含量為0.72~0.82%),F-EMS應安裝在鑄坯中液芯厚度40~55mm的位置[3]。
對150mm×150mm斷面方坯,在原有拉速2.6m/min工藝情況下,F-EMS中心處到彎月面距離在6.6m時,液芯寬度為45.9mm,可以滿足F-EMS作用要求。考慮目前天鋼1號連鑄機的實際情況,FEMS中心處到彎月面距離約為7.95m,且由于二冷室內部構造原因,F-EMS位置無法繼續上移。基于此條件,計劃調整鑄坯拉速,以增加F-EMS作用位置處的液芯寬度。根據綜合凝固系數31.4mm/min1/2,F-EMS作用位置距彎月面7.95m,由公式(2)算得不同拉速下F-EMS作用位置的液芯寬度,不同拉速下液芯寬度情況見表4。
由表4可以看出,拉速2.8m/min以上時,液芯寬度大于44mm,F-EMS作用效果較為明顯,因此制定連鑄拉速范圍為2.8~3.4m/min。

表4 不同拉速下液芯寬度情況
3.2 結晶器水流量調整
鑄坯拉速提升后出現0.5級的角部裂紋,角部裂紋情況見圖1。通過低倍觀察裂紋形貌發現,裂紋出現在側弧,靠近角部的位置,距表面7~8mm,裂紋處低倍表面有塌陷,見圖1(a)、(b);通過電鏡分析發現該裂紋為高溫區產生的裂紋,見圖1(c)。

圖1 角部裂紋情況
鑒于1號連鑄機目前結晶器水縫精度不高,結晶器冷卻不均,引起鑄坯坯殼厚度不均、產生裂紋。因此在保證出結晶器坯殼厚度足夠的條件下,將結晶器冷卻水流量降低至2100L/min,以弱化結晶器冷卻不均帶來的影響。
3.3 二冷比水量調整
二次冷卻技術對鑄坯的表面質量和內部質量有重要影響,中心偏析和中心疏松等缺陷的形成均與二次冷卻工藝有密切的關系。生產實踐表明,在高碳小方坯連鑄生產過程中,二冷區采用強冷工藝、大比水量,在一定程度上可以阻止溶質元素的析出,防止鑄坯形成嚴重的中心偏析。二冷強度的選擇應同連鑄機拉速、中包鋼水過熱度及鑄坯質量等因素綜合考慮。降低結晶器水流量后,調整二冷比水量由1.4L/kg增加到1.55L/kg,增加鑄坯在二冷區內的冷卻強度。
圖2為不同比水量下碳偏析情況對比。由圖2可以看出:在2.6m/min以上的拉速條件下,1.55L/kg比水量的碳偏析指數控制水平優于1.4L/kg;相同比水量條件下,SWRH82B方坯碳偏析指數隨著拉速升高逐漸降低。

圖2 不同比水量下碳偏析情況對比
3.4 F-EMS參數調整
由于連鑄機F-EMS只能安裝在一個最佳位置,其作用位置液芯寬度基本是隨拉速變化,因此在其他工藝參數確定后,需要對F-EMS參數進行調整以匹配新的連鑄工藝。拉速提升以后,F-EMS位置液芯寬度有所增加,為了進一步增加攪拌效果,F-EMS參數修改為400A/8Hz。
表5為不同F-EMS參數對碳偏析指數的影響。由表5可以看出,不同拉速下新參數的碳偏析指數均好于之前,說明400A電流可以提供足夠的電磁攪拌力,且由于8Hz頻率攪拌的穿透性較之前有所增加,鑄坯碳偏析指數進一步得到控制。

表5 不同F-EMS參數對碳偏析指數的影響mm·min-1/2
綜上所述,最終確定天鋼1號連鑄機生產150mm×150mm斷面SWRH82B方坯時,使用的工藝為中間包鋼水過熱度控制在20℃±3℃,目標拉速控制在為2.8~3.4m/min,結晶器目標水流量為2100L/min,二冷比水量為1.55L/kg,F-EMS參數為電流400A、頻率8Hz。
4 結語
通過射釘實驗,對比分析了不同條件下150mm×150mm斷面SWRH82B鑄坯的內部質量及碳偏析情況,證明了末端電磁攪拌位置的液芯寬度對于SWRH82B鑄坯內部偏析指數影響顯著。本文依據射釘實驗結果,研究了天鋼1號連鑄機在原生產工藝條件下,生產150mm×150mm斷面SWRH82B方坯時坯殼厚度分布規律,根據計算出的凝固系數預測了不同拉速條件下末端電磁攪拌位置的液芯寬度,并依據預測結果對生產工藝進行了優化調整,最終形成了適合天鋼SWRH82B方坯連鑄全流程內部質量控制方案。
鑒于天鋼1號連鑄機F-EMS位置無法調整的情況,本文提出了通過優化SWRH82B鑄坯拉速、結晶器水流量、二次冷卻強度、F-EMS等工藝參數,實現增加F-EMS位置液芯寬度、降低鑄坯內部偏析的質量改進。實踐表明,按新工藝生產的150mm×150mm斷面SWRH82B方坯,實現了產量與內部質量的雙提升。
