基于環境溫度的數控機床熱誤差模型研究
2022-08-26 03:03:56劉政周俊榮何靈王瑞超李會軍楊健
機械工程師 2022年8期
劉政, 周俊榮, 何靈, 王瑞超, 李會軍, 楊健
(1.五邑大學智能制造學部,廣東江門 529000;2.深圳市創世紀機械有限公司,廣東深圳 518101)
0 引言
在數控機床實際加工過程中,絲桿因受熱產生的變形將直接影響到三軸進給系統的定位精度。絲桿熱變形是由進給系統電流大小、絲桿轉速、絲桿受力情況等諸多因速綜合決定[1]。伺服驅動電動機電流大小反映了絲桿轉速和絲桿受力情況,電動機的電流越大,絲桿轉速越快,摩擦做功產生的熱量就越多,熱變形也就越明顯。Z軸滾珠絲桿與螺母座之間因相對位置變化而使得摩擦產生大量的熱能,最終通過熱傳導和熱對流的方式影響整個絲桿溫度場的分布,從而影響機床加工精度[2]。
本文的實驗研究對象是某款鉆攻加工中心。在應用領域方面,機床具有高精度、高速度及高剛度,集鉆孔、攻牙、銑削等加工為一體,廣泛用于3C行業、汽車零部件、小型模具加工、醫療器械等行業中的小型板零件、盤形零件、殼體類加工。
加工中心鑄件的裝配如圖1所示。由于Z軸方向有主軸箱自重、工作時來自刀具的切削力等因素,與其余兩軸相比,該軸進給系統產生的熱量更多,所以本文主要研究并構建Z軸進給系統的熱誤差模型。
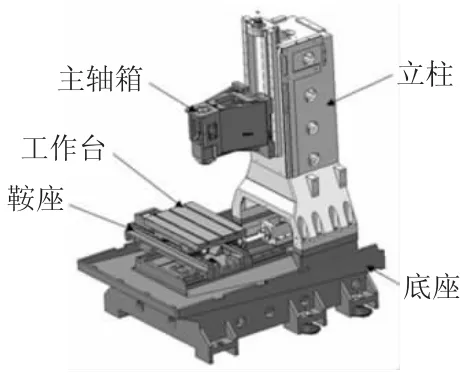
圖1 鉆攻加工中心裝配示意
1 基于環境溫度和實時數據的熱誤差建模方法
絲桿熱變形的主要影響因素有環境溫度的改變及機床的摩擦生熱[3]。機床所處的環境溫度因季節不同而發生改變;機床因加工過程中往復運動,產生了大量的熱,在內外熱源的協同作用下,機床進給系統中形成了非均勻分布的溫度場,從而導致熱變形情況產生。本文以一臺小型高端鉆銑攻牙機作為研究對象(如圖2),在此機床上采集2組實驗數據。
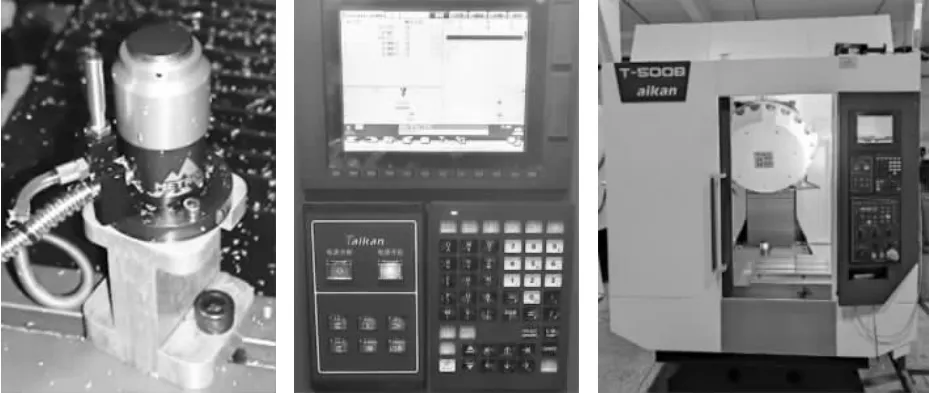
圖2 實驗數據采集設備
1)實驗1。測量環境溫度與Z軸熱變形的影響。機床熱變形測試工具有千分表和對刀儀。千分表實驗開始時,保持Z軸絲桿和主軸不動,利用對刀儀每隔1 min完成對刀動作,此時記錄Z軸坐標值,當前坐標值Li與上一坐標值L0之差ΔL即為此時的絲桿變形量,經過90 min的機床靜置,測得所需的實驗數據。
2)實驗2。保持主軸靜止,測量在環境溫度和運動時摩擦產生的熱量導致的Z軸熱變形。Z軸的極限行程為320 mm,測量機床在300 mm行程內做往復運動時的熱變形情況,實驗的對刀方式、對刀時間及測量總時間與實驗1一致。
如圖2所示,通過采集實驗1得到的測試數據可知,在90 min內,當環境溫度變化2 ℃時,機床Z軸絲桿的變形量可達0.02 mm。
通過采集實驗1和實驗2的測試數據,得到的熱變形曲線如圖3所示。
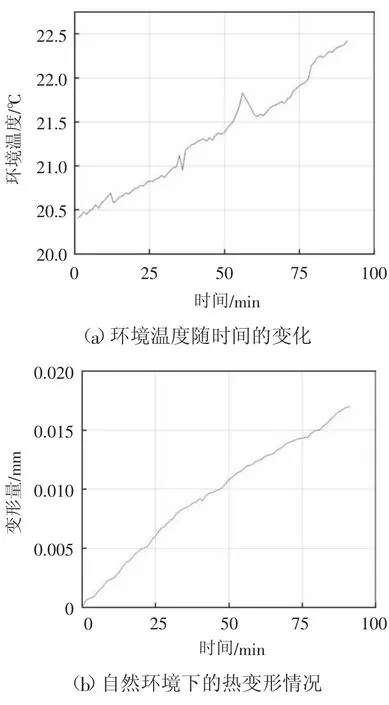
圖3 環境溫度改變引起的機床熱變形
機床Z軸絲桿在自然環境溫度和運動摩擦作用下的熱變形量如圖4所示,其中環境溫度對機床熱變形的影響小于機床運動摩擦生熱的影響,主要原因是機床在被測時間段中,環境溫度變化不明顯所致,而在運動過程由于摩擦的存在產生了大量的熱能,成為機床熱變形的主要原因之一[4]。由上述2組實驗可知,機床在實際加工過程中,環境溫度改變對絲桿變形量的影響也不應被忽視。
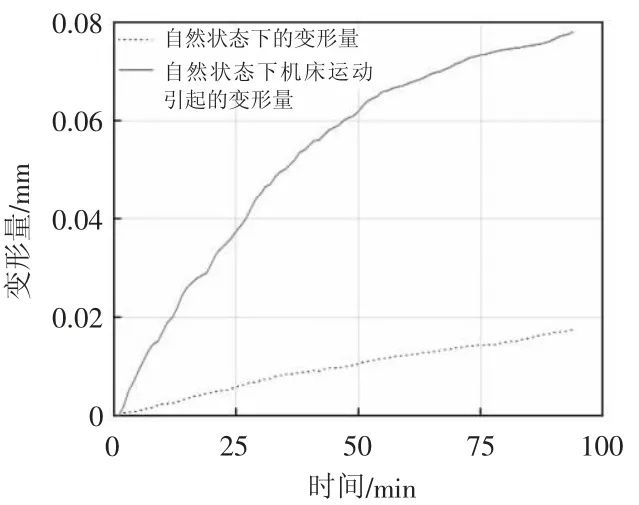
圖4 環境溫度和運動摩擦作用下的機床熱變形
2 基于環境溫度和實時數據的絲桿熱誤差建模
基于實時數據研究數控機床的熱誤差變化規律,轉而從產生熱誤差的根源上分析機床的熱致定位誤差。在機床的實際加工過程中,通過控制電流的大小、方向等方式來實現對機床進給系統的啟停、正反轉進行控制,驅動電動機的做功情況可通過電流加以反映,故機床產生熱誤差實質與電動機的做功情況相關[5]。在此規律的基礎上,如果能通過實時采集機床運行過程中電流大小等數據,并對采集的數據加以分析,構建能反映機床熱變形規律的數學模型,便能在理論上對機床熱誤差進行預測,從而達到對實際加工過程中機床熱變形情況的補償效果[6]。
在機床的實際加工過程中,因運動摩擦產生的總熱量Q總計算公式為

式中:Q總為機床Z軸驅動電動機從0到t時刻之間克服摩擦做功的總熱量;Ia和va分別為在任意a時刻Z軸驅動電動機的電流和速度大小;f為比例系數,表示系統中除了克服摩擦阻力做功之外,部分熱量還以其他的形式消散。
摩擦產生的總熱量除了作用于絲桿本身外,其余熱量以熱對流的形式消散。作用在絲桿上的熱量被絲桿吸收轉化為內能,導致絲桿主要呈現為沿軸向上的伸長,累積的內能ΔU為

式中:ΔU為絲桿吸收轉化的總內能;V為絲桿的體積;ρ為絲桿組成材料的密度;c為絲桿組成材料的比熱容;ΔTt為t時刻與初始時刻的溫度差。在機床的進給系統中,絲桿的材料一定時,密度ρ、比熱容c、體積V均視為常數。
對流換熱在傳熱學理論中的定義為:流體在流經固體表面時,流體的熱量會與固體之間發生交換。由于機床的結構所需和安裝要求,在機床進給系統中,絲桿直接與外界環境相接觸,當機床在加工運行時,運動摩擦使得絲桿產生大量的熱能,絲桿的表面溫度將高于自然環境溫度,就會導致絲桿所處的環境溫度出現對流散熱的現象[7]。對流散熱分為自然型和強制型。當機床保持靜止時,在布朗運動和空氣間密度差共同作用下,空氣將流經絲桿表面,此種現象為自然對流散熱。當機床運動時,絲桿和螺母的移動旋轉也會引起空氣流動,此類屬于強制對流散熱。
當絲桿與所處環境發生自然對流散熱時,查閱相關文獻可知其散熱量計算公式為

式中:Q1為機床Z軸絲桿從0時刻到t時刻與環境發生自然對流散熱時散失的熱量;k1為對流散熱常數,其值與絲桿表面積A和轉速v有關;T1為絲桿從0時刻到t時刻處于靜止狀態下的總時間,ms;Δti為絲桿與所處環境在任意時刻i的溫度差值。
當絲桿與所處環境發生強制對流散熱時,其散熱量計算公式為
式中:Q2為機床Z軸絲桿從0時刻到t時刻與所周圍環境發生強制對流散熱時散失的熱量;k2為對流散熱常數,其值與絲桿直徑d、轉速v和絲桿長度l有關;T2為絲桿從0時刻到t時刻處于運動狀態下的總時間,ms;Δti為絲桿與所處環境在任意時刻i的溫度差值。
根據能量守恒定律計算摩擦產生的總熱量Q總為

式(5)等效為

當物體的溫度升高時,根據熱脹冷縮的原理,物體的外形體積會發生一定的膨脹,從而導致物體形變的產生。熱膨脹系數用來描述物體因溫度變化導致其長度發生改變的物理量,數值上的定義為溫度每升高1 ℃,絲桿每米的伸長量。絲桿軸的熱位移將導致定位精度的下降,熱位移大小的計算公式為

式中:ΔL為絲桿的熱位移(熱變形)量;γ為絲桿的熱膨脹系數;Δt為當前時刻與初始時刻之間的溫度差值;L為初始時刻的絲桿長度。
由式(7)可計算出溫度為t時的表達式。
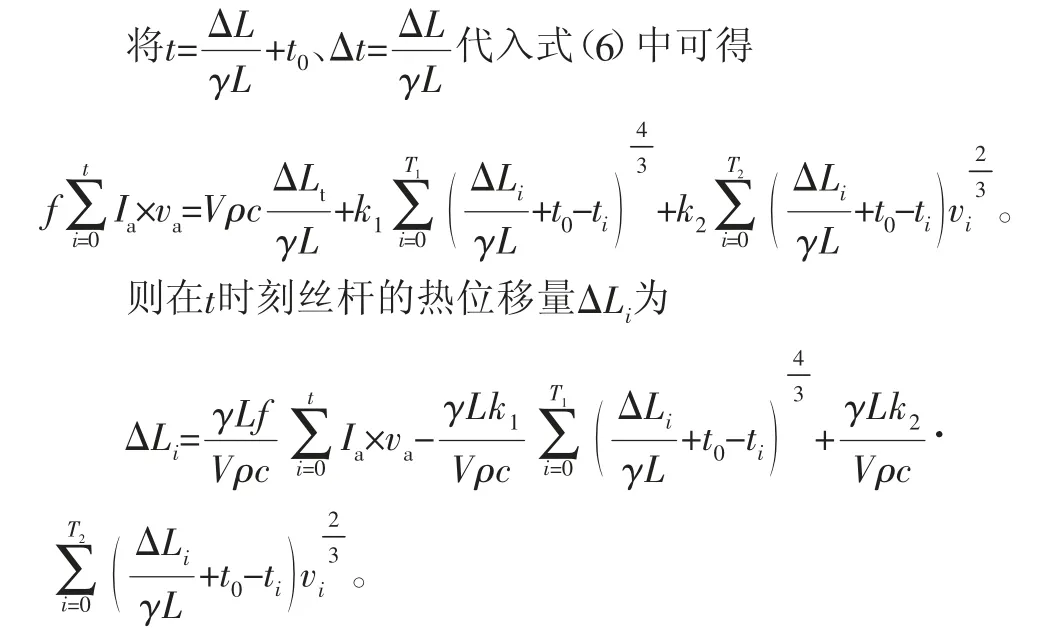
由于體積V、密度ρ、比熱容c均為常數,則可將其合并在比例系數f、k1、k2中,那么ΔLi可以表示為
式(8)中,γ=1.2×10-5℃-1,等式右邊各項表達式的系數均包含γL,故需先求出系數γL的值方可進一步計算出絲桿的熱變形量ΔLi。
3 實驗設計與熱誤差模型參數辨識
3.1 設計實驗求解模型參數
建立的數控機床Z軸絲桿熱誤差模型能適應環境溫度的變化,為了求解模型中的未知參數,需要在不同環境溫度下采集機床Z軸的實驗數據(包括電流大小、絲桿運轉速度快慢、絲桿變形量)和環境溫度變化,從而獲得熱變形規律曲線。在自然情況下,由于每天的環境溫度變化幅度較小,環境溫度引起的變形量也不太明顯,因而需要人為因素加以干預。機床的數據測量選在夏季,時間選在中午時段,室外溫度約32 ℃。調節實驗室溫度至20 ℃,以此刻溫度作為實驗測試的起點時間,然后再關閉空調,使得車間室溫逐漸達到與室外相近的溫度,并在此段時間內記錄機床在運轉過程中的被測數據。測試對象為圖2所示的鉆銑攻牙機,對機器連續采集3 d的實驗數據,并做好實驗記錄。
為了提高實驗準確性,需要快速準確地測量出環境溫度的變化,利用紅外線測溫儀測量被測機床外圍鈑金的溫度,以此來替代環境溫度,利用位移傳感器測量絲桿的尾端熱變形,從而提高實驗精度。機床運行狀態下的電流大小、絲桿轉速等數據可通過數控操作面板框直接讀取。
絲桿的變形量測試方法主要分為直接檢測和間接檢測。與間接檢測法相比,直接檢測法通過實時反映絲桿的長度變化來獲取絲桿由固定端到自由端方向的熱變形情況,避免了間接法測量刀具時,因主軸箱部件(如滑塊、主軸箱、主軸)的安裝間隙引起的整個實驗測量誤差,測量準確度更高,直接實驗的測量儀器及實驗方式如圖5所示。
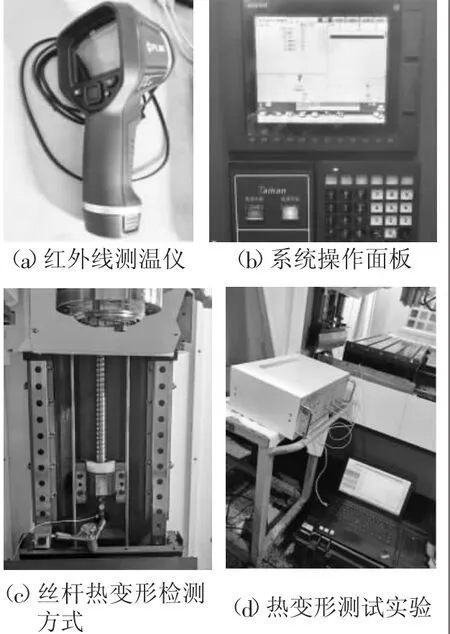
圖5 實驗儀器及檢測方式
3.2 熱誤差模型參數辨識
對式(1)~式(9)所建立的能適應環境溫度變化的機床Z軸絲桿熱誤差模型進行參數辨識,即
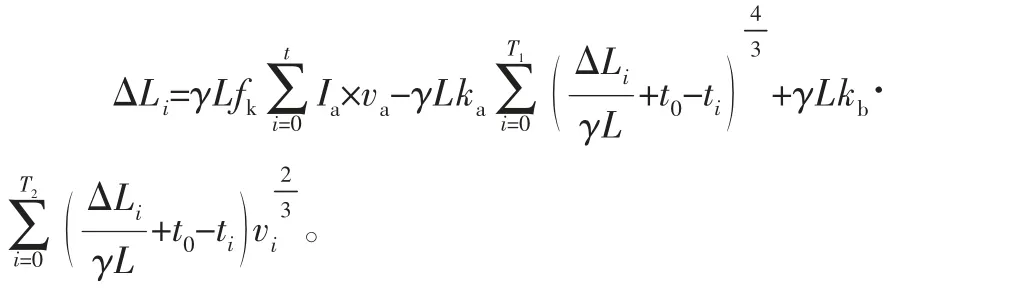
通過采集數控機床實際運行過程中的各項內部參數,對上式中的系數進行求解計算。模型中系數的標定如表1所示。

表1 熱位移模型系數標定
經過系數標定后的熱位移模型為

從熱位移模型中可以看出,γL的值在等式右邊的所有計算項中均有出現,因此需要確立絲桿的熱膨脹系數γ與絲桿初始長度L之間的函數關系,才可對式(9)進行累加求和計算。
利用3.1節中設計的實驗,獲得機床在運行過程中絲桿溫度變化與絲桿熱位移的部分數據,如表2所示。

表2 絲桿在不同溫度下的熱位移數據
由物體的熱脹冷縮原理可知,隨著溫度的變化,絲桿的長度也會發生改變。假設絲桿在初始時刻的長度為L,任意時刻的長度為Li。絲桿熱膨脹系數的定義為當溫度每升高1 ℃時,絲桿每米的伸長量,據此可以得到絲桿熱膨脹系數的表達式為

設在Ti時刻絲桿的長度為Li,變形量為ΔLi,則

設在Ti+1時刻絲桿長度為Li+1,變形量為ΔLi+1,則

由式(10)~式(12)可知熱膨脹系數的計算公式為

將熱膨脹系數的計算由測量絲桿的實時位置轉變為測量絲桿的實時熱位移,從而簡化實驗步驟。由式(13)可知絲桿熱位移變化與絲桿溫度變化的比值則為熱膨脹系數,即直線斜率。利用表2中采集的數據擬合溫度與熱位移之間的線性關系,如圖6所示,經計算可得熱膨脹系數γ=4.651×10-3℃。
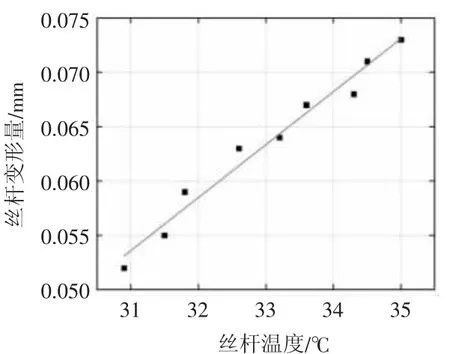
圖6 熱膨脹系數線性擬合結果
實驗數據采集時將車間的測試環境溫度下限設置在20 ℃,將此時的溫度定義為標準溫度,此溫度時刻我們認為物體處在標準長度下。由式(10)可知標準溫度下的絲桿原始長度L為

綜合上述熱膨脹系數γ的取值大小及絲桿原始長度L的計算公式,利用3.1節采集得到的實驗數據,可以求出式(9)中熱位移模型的各個累加項A、B、C,再根據最小二乘法原理計算各系數fk、ka、kb的值。經計算各系數的取值為fk=1.6511×10-7,ka=2.5458×10-7,kb=1.3801×10-7。利用最小二乘法所得的系數fk、ka、kb及實驗采集參數所求得的累加項Y、A、B、C,通過MATLAB 反求出模型(式(9))中熱位移的預測值。
4 模型預測結果與試驗結果分析
由圖7 可以得知,在數控機床運行過程中,Z軸絲桿的實際熱位移量與模型計算所得的預測熱位移量的誤差范圍在0.01 mm以內,表明了基于空氣對流散熱和絲桿內能變化所構建的熱位移模型能適應環境溫度的改變。
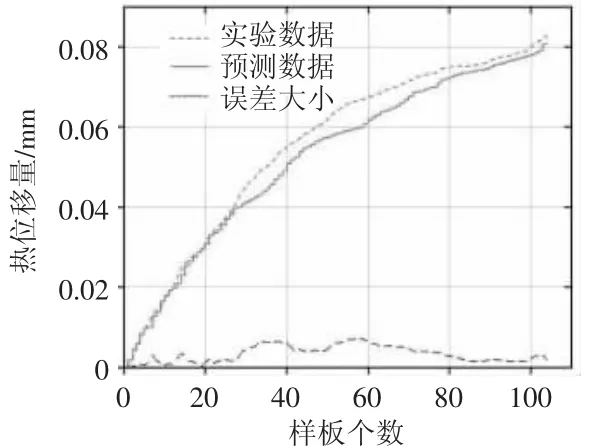
圖7 熱位移的試驗結果與模型預測結果
5 結語
為了提高機床的加工精度,較大的環境溫度變化對機床進給系統熱位移的影響不容忽視。本文首先分析了環境溫度變化對數控機床Z軸絲桿熱位移的影響,構建了基于環境溫度和實時數據(電流、速度、位置)的Z軸絲桿熱位移模型,在模型的參數辨識過程中,無需在機床溫度敏感部件上安裝多個溫度傳感器,節省了大量成本。該模型創造性地將環境溫度納入到影響機床熱誤差的因素之中,并通過在較大環境溫度變化的條件下驗證了模型的準確性。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19