二維彈道修正引信沖壓成形導轉翼面設計方法
2022-08-30 01:50:32肖晨星
探測與控制學報 2022年4期
陳 超,張 英,肖晨星
(西安機電信息技術研究所,陜西 西安 710065)
0 引言
二維彈道修正引信具有低成本精確打擊的優勢。無需全新研制彈藥,僅通過更換修正引信即可對大量庫存無控彈藥進行低成本靈巧化改造,在同樣毀傷概率條件下大幅減少彈藥消耗量[1]。目前國際上技術較為先進的二維彈道修正引信方案大都采用在引信頭部安裝兩對翼面來進行修正控制:一對升力翼面進行彈道修正,一對導轉翼面對引信頭部進行滾轉控制。滾轉控制主動力矩有電磁力矩和氣動力矩,典型代表分別為美國的PGK[2],英國BAE的銀彈引信[3]和以色列的Top GUN等。
可動翼二維彈道修正引信通過減旋機構實現修正組件相對彈丸整體減旋,通過導轉翼面產生氣動導轉力矩進行滾轉姿態穩定控制,而減旋機構與制式彈丸間的摩擦力矩會對修正組件滾轉穩定控制產生干擾。現有導轉翼面大多是菱形翼面,為適應摩擦力矩的干擾,一般通過舵機傳動機構設計使得導轉翼面反偏角度大于正偏角度,以對摩擦力矩進行等效補償,對引信總體設計和控制算法均提出較高的要求;同時,菱形導轉翼面采用切削加工工藝制造,前期加工過程表明,單片導轉翼面的切削加工需在四軸數控機床耗時2 h以上,對量產后的進度及成本控制帶來挑戰。
本文針對以上需求并結合二維彈道修正引信氣動控制特點提出一種采用沖壓成形工藝的導轉翼面設計方法,并對其氣動特性進行了仿真分析。
1 導轉翼面應用工況分析
1.1 引信滾轉角動力學模型
采用可動翼二維彈道修正引信的修正彈如圖1所示。
圖1 二維彈道修正引信的修正彈Fig.1 Correction projectile with two-dimensional trajectory correction fuse


(1)
式(1)中,Jf為引信極轉動慣量,ωxf為引信滾轉角速率,γf為引信滾轉角,δx為引信導轉翼面偏轉角,Mc為彈丸與引信之間的耦合力矩,c1和c3為引信滾轉角運動動力系數,c1和c3可表示為:

(2)
由式(1)及式(2)可以看出,引信的滾轉角控制與導轉翼面偏轉角及單位舵偏角產生的氣動導轉力矩相關。因此,在導轉翼面偏轉角一定的情況下,導轉翼面應提供較大的導轉力矩才能對引信頭部進行有效的滾轉角控制。
1.2 引信不同滾轉方向下的導轉控制力矩
對于采用可動導轉翼面的二維彈道修正引信來說,導轉翼面的偏轉方向不同所產生的導轉控制力矩方向不同,即可以控制引信頭部與彈體同向滾轉或反向滾轉,如圖2所示。

圖2 引信滾轉方向與彈體旋轉方向Fig.2 The fuze direction and the projectile body rolling direction
當需要控制引信頭部與彈體反向滾轉時,導轉翼面所產生的導轉控制力矩大小需要滿足:

(3)
當需要控制引信頭部與彈體同向滾轉時,由于引信在飛行過程中通過減旋機構減旋至較低的轉速,彈體保持原有轉速旋轉,轉速可達300 r/s,故彈丸轉速高于引信轉速,而減旋機構摩擦力矩方向始終是阻礙相對運動的[5],故導轉翼面所產生的導轉控制力矩大小需要滿足:

(4)
由式(3)及式(4)可以看出,控制引信頭部與彈體反向滾轉時所需導轉控制力矩較大,控制引信頭部與彈體同向滾轉時所需導轉控制力矩較小。為保證引信滾轉控制的穩定高效,在設計導轉翼面時應考慮不同滾轉方向下的導轉控制力矩不同。
2 沖壓成形導轉翼面設計
2.1 沖壓成形用于彈道修正引信的優勢
二維彈道修正引信部件設計應面向大規模批量化、機械化生產,并且降低制造成本,以保持其效費比高的優勢。沖壓成形技術屬于金屬無切削加工工藝,利用各種板類材料制造出任何幾何形狀的沖壓產品。沖壓成形在金屬加工方法中是比較經濟的,加工方法簡單,消耗工時少,材料利用率可達到70%~80%,相比傳統金屬切削加工生產效率提升5倍以上。隨著沖壓技術的發展以及金屬材料品種不斷擴大,機械物理性能不斷提高,沖壓制品代替金屬切削加工制品的趨勢越來越大[6]。
現有二維彈道修正引信翼面都為金屬切削加工而成,且多采用菱形翼型,如圖3所示。基于上述沖壓成形技術的優勢,本文將沖壓成形技術用于二維彈道修正引信導轉翼面設計。
圖3 切削加工的菱形翼型翼面Fig.3 Diamond wing formed by metal cutting
2.2 沖壓成形導轉翼面外形設計
菱形翼型的波阻系數最小[7],但對于導轉翼面來說,其僅提供一個繞彈軸方向的氣動力矩,這個力矩僅影響引信相對彈體的旋轉,對于彈道的影響很小[8]。故可以適當增加導轉翼面的翼型彎度以提高單個翼面的升力系數[9],進而提升導轉控制力矩。
沖壓成形加工導轉翼面采用模具和沖壓設備對板材施加壓力,使板材產生塑性變形,從而獲得具有一定形狀和氣動特性的導轉翼面,加工過程如圖4所示,成形后翼面如圖5所示。
通過沖壓成形加工,翼面截面由對稱翼型變為了有彎度翼型,翼面彎度的增加進而增加了上下翼面壓強差,增大了單個翼面的升力系數。當兩個所述導轉翼面對稱的布置在引信頭部時,能產生較大導轉控制力矩。
圖4 翼面沖壓成形過程Fig.4 Stamping forming process of the wing

圖5 沖壓成形的翼面Fig.5 Wing formed by stamping
3 氣動特性分析
3.1 計算模型及網格化分
為對比分析沖壓成形導轉翼面的氣動特性,本文分別對配用傳統切削加工菱形翼型導轉翼面和配用沖壓成形加工導轉翼面二維彈道修正引信的155 mm底凹彈進行數值模擬仿真,計算模型如圖6所示。兩種計算模型彈體及升力翼面完全相同,導轉翼面的平面形狀及面積相同,偏轉角度都為10°,僅翼面截面不同。沖壓成形導轉翼面為有彎度非對稱翼面,其正偏與反偏所產生的氣動力不同,故配用沖壓成形導轉翼面的計算模型有兩種導轉翼面偏轉狀態。

圖6 全彈計算模型Fig.6 The simulation shape of whole projectile
對全彈計算模型進行空間結構網格劃分。采用ANSYS ICEM CFD生成多塊結構化網格,網格量約為710萬網格單元,彈體距遠場邊界約20倍彈長距離。配用切削加工菱形翼型導轉翼面二維彈道修正引信彈體的計算網格較為簡單,且相關文獻較多,此處只展示配用沖壓成形加工導轉翼面二維彈道修正引信彈體的計算網格。全彈表面網格如圖7所示,導轉翼面網格細節如圖8所示。
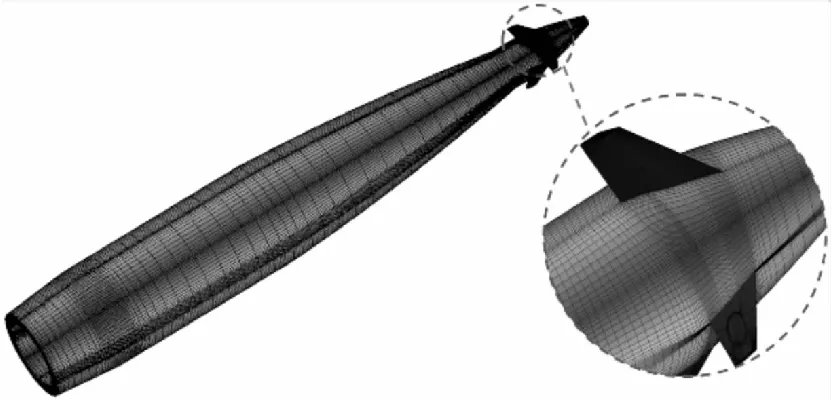
圖7 全彈表面網格Fig.7 The surface grid of whole projectile
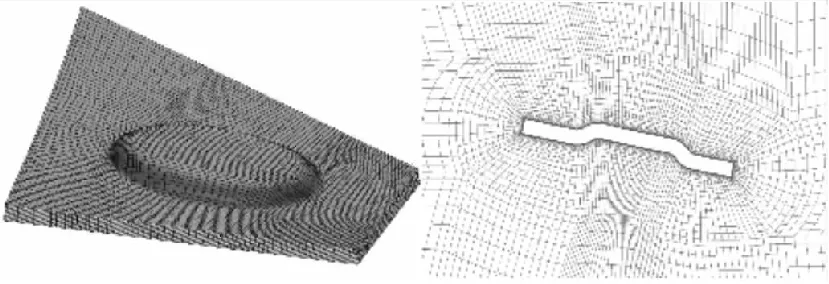
圖8 導轉翼面網格細節Fig.8 Grid distribution of roll wing
3.2 邊界條件及求解器設置
數值模擬計算采用雷諾時均N-S方程方法(RANS方法),Spalart-Allmaras(SA)湍流模型求解流場,該方法適用于飛行器擾流流場計算,湍流模型適用于具有壁面限制的流動問題,計算量較小并且穩定性較好[10]。
計算邊界條件參數設置:密度為1.225 kg/m3,壓力為101 325 Pa,溫度為288.15 K。
3.3 數值模擬仿真結果
計算工況:來流馬赫數為0.8、1.05、1.2、1.5,攻角為0°。
圖9給出了切削加工菱形翼型導轉翼面截面的流場壓力云圖,圖10給出了沖壓成形導轉翼面正偏時翼面截面的流場壓力云圖,圖11給出了沖壓成形導轉翼面反偏時翼面截面的流場壓力云圖。對比圖9—圖11可以看出,沖壓成形導轉翼面下部的高壓區域及上部的低壓區域在各馬赫數下都要大于菱形翼型導轉翼面,上下翼面的壓差的增大導致單個導轉翼面的升力增加,從而增加了導轉力矩。對比圖10及圖11可以看出,沖壓成形導轉翼面正偏時翼面下部有翼面前緣和靠近后緣的凹陷處兩個高壓區域,沖壓成形導轉翼面反偏時翼面下部只有翼面前緣一個高壓區域,因此沖壓成形導轉翼面正偏產生的導轉力矩大于負偏產生的導轉力矩。
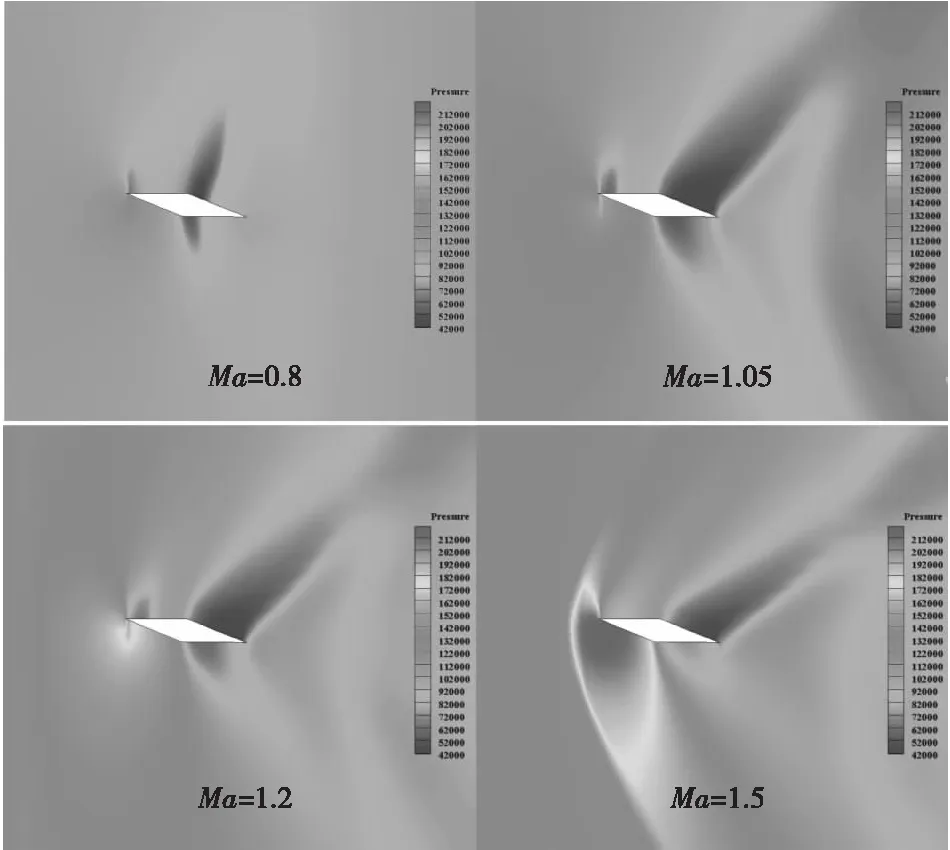
圖9 菱形翼型導轉翼面截面流場壓力云圖Fig.9 The pressure nephogram in slice plane of diamond roll wing

圖10 沖壓成形導轉翼面截面流場壓力云圖(正偏)Fig.10 The pressure nephogram in slice plane of roll wing formed by stamp(positive deflection)
圖12給出了導轉力矩系數隨馬赫數變化曲線,圖13給出了阻力系數隨馬赫數變化曲線。由圖12可以看出,沖壓成形的導轉翼面相比切削加工菱形翼型導轉翼面大幅提升了導轉力矩,最大提升幅度可達110%,表明沖壓成形導轉翼面產生導轉控制力矩能力更強;并且沖壓成形導轉翼面在偏轉角度相同但偏轉方向相反的情況下產生的導轉力矩大小不同,使引信頭部與彈體反向滾轉的導轉力矩大于使引信頭部與彈體同向滾轉的導轉力矩,表明沖壓成形導轉翼面能夠補償減旋機構摩擦力矩,對引信頭部的滾轉控制效率更高。
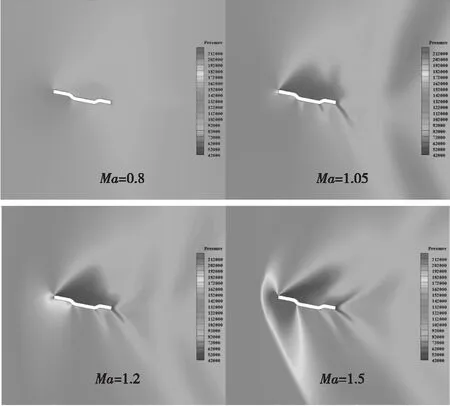
圖11 沖壓成形導轉翼面截面流場壓力云圖(反偏)Fig.11 The pressure nephogram in slice plane of roll wing formed by stamp(negative deflection)
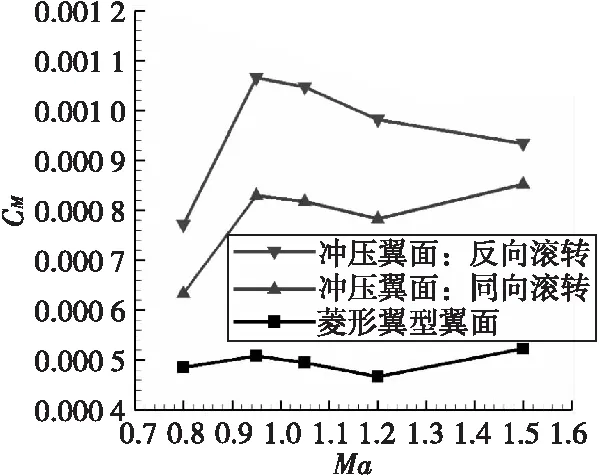
圖12 導轉力矩系數隨馬赫數變化曲線Fig.12 The change curve of rolling moment coefficient with Mach number
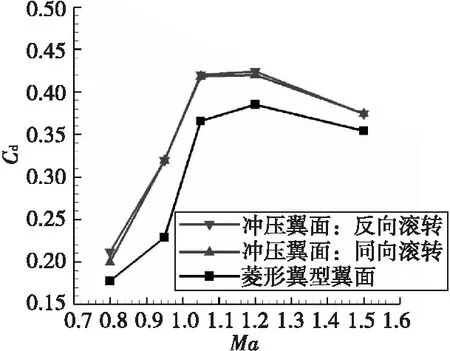
圖13 阻力系數隨馬赫數變化曲線Fig.13 The change curve of drog coefficient with Mach number
由圖13可以看出,沖壓成形的導轉翼面相比切削加工菱形翼型導轉翼面阻力系數較大,且沖壓成形導轉翼面的偏轉方向對阻力系數影響不大。雖然將波阻系數較低的對稱菱形翼型更換為不規則形狀的有彎度翼型會增加阻力,帶來射程損失,但相比導轉力矩系數的大幅提升,阻力系數增加幅度較小。
4 結論
本文提出一種二維彈道修正引信沖壓成形導轉翼面設計方法,該方法通過模具和沖壓設備對板材施加壓力,使板材產生塑性變形,從而獲得所需的有彎度翼形。對沖壓成形導轉翼面的氣動特性進行數值模擬仿真分析,結果表明,沖壓成形的導轉翼面相比切削加工的菱形翼型導轉翼面大幅提升了導轉控制力矩,且在偏轉角度相同但偏轉方向相反的情況下產生不同大小的導轉力矩,能夠補償減旋機構摩擦力矩,進而提高對引信的滾轉控制效率,并且能夠降顯著提升量產加工效率、降低成本。后續將通過風洞試驗進一步驗證其氣動特性。