熔煉工藝對Ti-662合金化學成分均勻性的影響
2022-09-15 12:26:24阿熱達克阿力瑪斯楊嘉珞
鈦工業進展 2022年4期
關鍵詞:工藝
岳 旭,陳 威,阿熱達克·阿力瑪斯,曹 瑞,楊嘉珞
(1.新疆湘潤新材料科技有限公司,新疆 哈密 839100)(2.西安交通大學 材料科學與工程學院,陜西 西安 710049)(3.新疆鈦基新材料重點實驗室,新疆 哈密 839100)
Ti-662合金是一種富β穩定元素的兩相高強鈦合金,名義成分為Ti-6Al-6V-2Sn-0.5Fe-0.5Cu,是在Ti-6Al-4V合金中添加β相穩定元素發展而來的,改善了Ti-6Al-4V合金淬透性不足的缺點,使Ti-662合金大截面零件的強化熱處理成為可能[1-3]。Ti-662合金力學性能良好、耐熱性能優異,而且具有良好的抗氧化性及耐蝕性,被廣泛應用于航空航天、海洋工程等多個領域[4]。
Ti-662合金中Cu、Fe元素的分配系數k<1,在真空自耗電弧熔煉凝固過程中會不斷向液相富集,導致這2種元素在樹枝狀晶間富集而形成偏析,呈較強的正偏析性[5]。且Cu元素的蒸氣壓比Ti高很多,熔煉過程中極易揮發,從而造成鑄錠化學成分均勻性差,甚至形成宏觀偏析[6, 7]。
在真空自耗電弧熔煉鈦合金過程中,合金元素添加方式、熔煉次數、熔煉工藝參數以及結晶器規格等因素均會對成分均勻性產生影響[8-10]。劉華等[11]對TC10鈦合金熔煉工藝進行研究,發現減小結晶器規格并使用中間合金代替純金屬可以提高Cu元素的成分均勻性。鄭亞波等[12]對TA13(Ti-2.5Cu)鈦合金的熔煉工藝進行了研究,發現在惰性氣體保護和低熔速熔煉工藝下,能有效避免Cu元素的宏觀偏析。贠鵬飛等[13]研究發現,充氬熔煉能夠減小鑄錠不同部位Al、Mo、Fe元素含量的偏差。
開展鑄錠大型化研制工作對于增加批次產品數量,提高生產效率,降低生產成本,提高產品批次質量一致性具有重要意義。目前,國內針對工業化生產φ700 mm以上大規格Ti-662合金鑄錠熔煉工藝的系統性研究尚不充分。為此,進一步研究了合金元素添加方式、熔煉次數和充氬熔煉等因素對Ti-662合金大規格鑄錠化學成分均勻性的影響,通過對熔煉結果對比分析,以期為工業化生產具有高均勻性化學成分的Ti-662合金大型鑄錠提供參考。
1 實 驗
以0級小顆粒海綿鈦、Al-V-Sn-Fe-Cu五元中間合金或Cu絲+Al-V、Al-Fe、Ti-Sn等二元中間合金為原料,按照表1中的3種熔煉工藝方案試制Ti-662合金鑄錠。在不同方案生產的Ti-662合金鑄錠頭部、中部和尾部分別切取試樣片(圖1a),車光、腐蝕后觀察其低倍組織。在低倍試樣的橫截面9個位置鉆取屑樣(如圖1b所示),用無機酸溶解,利用電感耦合等離子體發射光譜儀(Avio 500)測定各元素的含量。
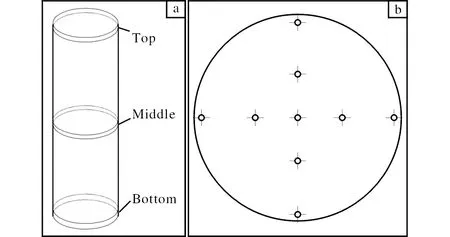
圖1 Ti-662合金鑄錠取樣示意圖
表1 Ti-662合金鑄錠熔煉工藝方案
2 結果與分析
2.1 熔煉工藝對鑄錠低倍組織的影響
對不同方案試制的Ti-662合金鑄錠頭、中、尾部的低倍組織進行觀察,其均為粗大的鑄態組織,未發現氣孔、疏松、偏析等冶金缺陷。方案A和方案B試制的Ti-662合金鑄錠頭部和尾部晶粒較為均勻,尺寸為4~12 mm;中部晶粒尺寸較頭部和尾部增大,特別是橫截面心部出現明顯的粗大等軸晶粒,最大晶粒尺寸超過20 mm。這是由于晶粒尺寸受結晶過程中冷卻速度的影響較大。鑄錠熔煉初期,坩堝底部冷卻強度較大;熔煉后期,由于補縮階段熔煉電流較小,熔池較淺,溫度變低,頭部和尾部液相保持時間較短,故晶粒尺寸較為均勻且未過分長大。而熔煉中期熔池呈V型,鑄錠心部保持液相的時間較長,熱容量較大,使心部晶粒有足夠的時間和能量不斷長大。方案C試制的Ti-662合金鑄錠頭部、中部和尾部的晶粒尺寸無明顯差異,且同一截面上分布較為均勻,晶粒尺寸為3~11 mm。這是由于方案C在第3次熔煉過程中采用了充氬熔煉,使冷卻速度增加,熔池深度降低,凝固速度加快,故結晶晶粒尺寸減小。充氬熔煉彌補了由于結晶器增大進而熔池增大、過冷度降低而造成的冷卻速度慢的不足,可減小晶粒尺寸,有效減弱因心部粗大等軸晶而產生結晶偏析的傾向。圖2為不同方案試制的Ti-662合金鑄錠中部的典型低倍組織。
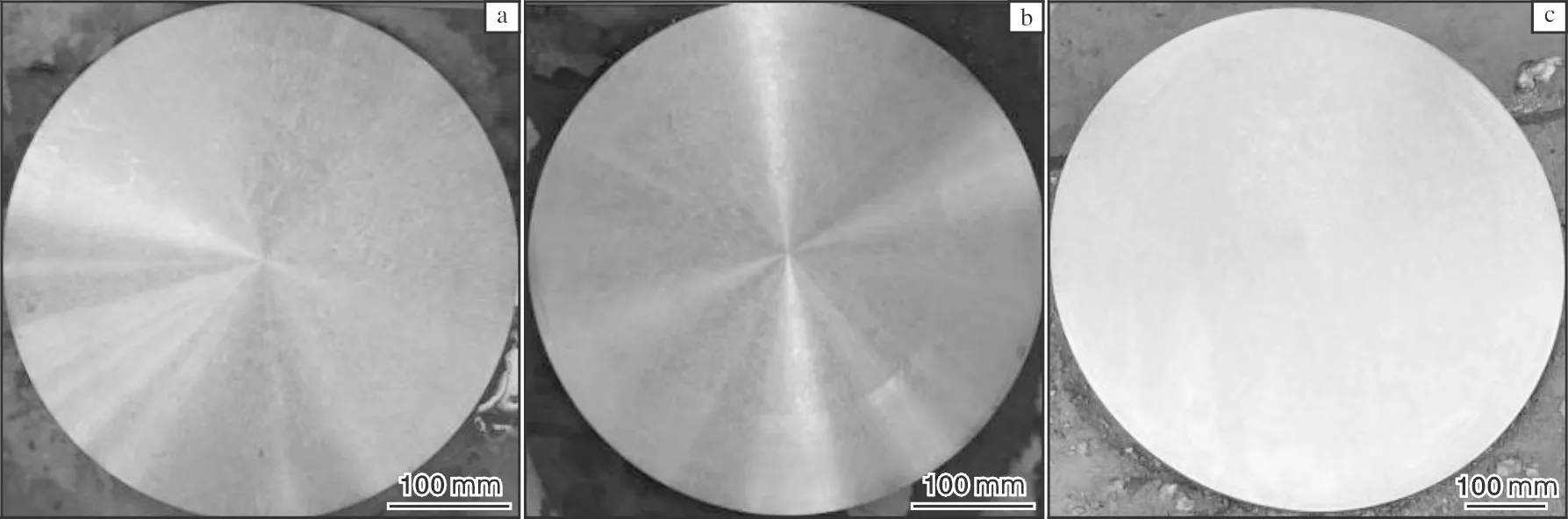
圖2 不同方案試制的Ti-662合金鑄錠中部的低倍組織
2.2 熔煉工藝對化學成分均勻性的影響
不同方案試制的Ti-662合金鑄錠頭、中、尾部橫截面9個位置的化學成分平均值及偏差見圖3。由圖3可見,鑄錠軸向和橫向不同位置的化學成分分布較為均勻。對于相同規格的鑄錠,方案A鑄錠采用五元中間合金,方案B鑄錠采用Cu+二元中間合金,可以看出方案A鑄錠的成分均勻性明顯優于方案B。方案A鑄錠頭、中、尾部橫截面上,Al、V、Sn元素的偏差不大于0.3%,Fe和Cu元素的偏差不大于0.1%;整根鑄錠Al、V、Sn元素的偏差不大于0.4%,Fe和Cu元素的偏差不大于0.1%。方案C亦采用Cu+二元中間合金,但經3次熔煉而成,其同一截面上Al、V、Sn元素的偏差不大于0.2%,Fe和Cu元素的偏差不大于0.1%;整根鑄錠Al、V、Sn元素的偏差不大于0.3%,Fe和Cu元素的偏差不大于0.1%。
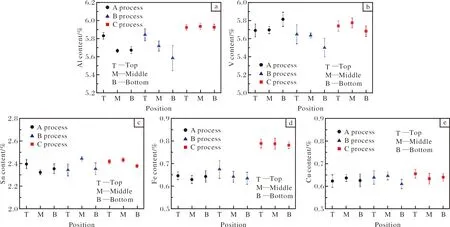
圖3 不同方案試制的Ti-662合金鑄錠頭、中、尾部橫截面的化學成分
從圖3的檢測結果來看,3種方案試制的Ti-662合金鑄錠化學成分及均勻性均能滿足AMS 6935B-2015要求,但整體而言,方案C鑄錠的化學成分偏差最小,具有最優的化學成分均勻性,方案A次之,方案B鑄錠的化學成分偏差最大。3種方案試制的鑄錠均未發現Fe元素和Cu元素出現明顯的偏析和富集現象。這是由于方案A和方案B采用了較小規格的結晶器,方案C雖采用了較大規格的結晶器,但增加了充氬熔煉,具有增強冷卻的效果,提高了過冷度,從而達到降低元素偏析傾向的作用。
從圖3還可以看出,方案A鑄錠中部各元素偏差明顯小于鑄錠頭部和尾部,而方案C鑄錠的頭、中、尾部各元素偏差基本相當,鑄錠軸向化學成分均勻性最好。
真空自耗電弧熔煉經歷布料、稱料、混料、電極壓制、電極焊接、多次熔煉等過程,除熔煉過程中電流、電壓、熔速等參數外,各元素在電極中的原始分布情況、熔煉次數、結晶器尺寸、冷卻速度等都會對鈦合金鑄錠化學成分的均勻性產生重要影響[10]。3種工藝方案中,方案A以多元中間合金代替方案B中純金屬和二元中間合金,改善了各合金元素在電極中初始分布的均勻性,有利于解決因合金元素在電極中局部富集而造成熔煉時來不及平衡分布就凝固所導致化學成分不均勻的現象,因而采用方案A試制的鑄錠具有較好的成分均勻性。但由于受水冷銅坩堝底部冷卻條件和熔煉末期補縮工藝的影響,導致鑄錠尾部、中部以及頭部的冷卻條件和熔池形狀、深度不同。鑄錠頭部和尾部熔池較淺,合金元素滯留時間較短,故鑄錠頭部和尾部的化學成分均勻性取決于合金元素初始分布均勻性。而鑄錠中部處于穩定熔煉階段,熔池深度適宜,加之穩弧電流產生的磁場攪拌,能夠有效促使合金元素的均勻分布。所以鑄錠中部的化學成分均勻性優于鑄錠頭部和尾部。
與方案B相比,方案C增大了坩堝尺寸,意味著增加了熔煉過程中熔池的深度。但方案C采用了3次真空自耗電弧熔煉,增加了熔煉次數,更有助于液相中各組元的二次擴散,改善鑄錠頭部和尾部的化學成分均勻性,并使鑄錠縱向化學成分均勻性得到明顯改善。此外,方案C在第3次成品鑄錠熔煉過程中采用充氬熔煉,降低了熔池熱容量,實現了加速冷卻、減小熔池深度的作用,使合金元素快速凝結,從而減少了鑄錠偏析程度。
關于熔煉工藝對鈦合金成分偏析的影響研究中,日本的Hayakawa等[14]對Ti-6Al-6V-2Sn合金熔煉工藝進行研究時發現,以較快的凝固速度和較大的溫度梯度結晶,可將偏析降至最小,所生產的鑄錠在激冷組織和柱狀組織中均沒有出現β斑。楊昭[15]對TB6鈦合金中的Fe元素偏析進行了研究,指出降低熔化速率,減小熔池深度,加快凝固速度能夠有效減少元素在宏觀及微觀上的偏析程度。本次實驗采用多次真空自耗電弧熔煉加充氬熔煉工藝也得到了類似的效果。
3 討論與建議
就合金元素添加形式而言,相同熔煉工藝參數下,相比純金屬和二元中間合金,使用五元中間合金能夠獲得化學成分更為均勻的鑄錠。但是,工業化生產條件下,不同生產廠家、不同批次的五元中間合金成分存在一定波動,生產中為了保障不同批次產品化學成分的一致性,需要額外添加Al-V、Ti-Sn、Ti-Fe等其他中間合金來滿足配料要求。并且五元中間合金制備工藝相對復雜,用途單一,用量較小,其價格高于二元中間合金。因此,為了實現Ti-662合金產品的一致性和低成本的應用,一般選擇價格較低的金屬銅絲和適當二元中間合金進行φ720 mm規格鑄錠的試制。與方案A和方案B相比,方案C在鑄錠截面增大的情況下,通過增加熔煉次數和充氬熔煉,仍能獲得化學成分均勻性較好的Ti-662合金鑄錠。
但是,對于航空轉動件、關鍵部位結構件以及高要求緊固件用鈦合金而言,對產品的冶金質量及批次質量一致性的要求遠遠高于單獨的成本因素。原材料冶金質量的優劣直接影響著最終產品的使用性能和安全性能[16],所以對于含有難熔金屬或易偏析元素的鈦合金,有必要開發專用的多元中間合金來提高鑄錠化學成分的均勻性和冶金質量。為避免因多元中間合金成分波動引起鑄錠化學成分批次穩定性差的問題,建議在設計多元中間合金時,考慮以難熔金屬或易偏析元素為基礎計算合金配比,根據多元中間合金的實測成分適量添加其他易于控制的合金元素以保障鑄錠的化學成分均勻性、一致性和冶金質量。
4 結 論
(1) 在相同真空自耗電弧熔煉工藝參數下,自耗電極中各元素的原始分布均勻性對鑄錠化學成分均勻性有較大影響。采用多元中間合金的添加方式能夠獲得比純金屬及二元中間合金添加方式更均勻的鑄錠化學成分。
(2) 充氬熔煉能夠增大冷卻速度,降低熔池深度,加快凝固速度,使結晶晶粒尺寸減小,彌補由于結晶器增大進而熔池增大、過冷度降低而造成的冷卻速度慢的不足。
(3) 增加熔煉次數有利于提高Ti-662合金鑄錠頭部和尾部化學成分分布的均勻性。
(4) 通過3次真空自耗電弧熔煉并結合充氬熔煉,采用純金屬Cu及相應二元中間合金的添加方式能夠生產出化學成分均勻性較好的大規格Ti-662合金鑄錠。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
