CRH2A統(tǒng)及CRH380A系列動車組高級修時制動夾鉗與制動軟管間隙標準優(yōu)化研究
2022-09-20 06:45:44蔄濤尹浩李明星
運輸經(jīng)理世界 2022年2期
關鍵詞:標準
蔄濤、尹浩、李明星
(中車青島四方機車車輛股份有限公司技術中心轉向架開發(fā)部,山東 青島 266000)
1 研究問題
目前CRH2A 統(tǒng)及CRH380A 系列動車組在設計時對制動夾鉗與制動軟管間隙的技術要求為“在制動夾鉗緩解狀態(tài)下,制動軟管與制動卡鉗的最小間隙為15mm,兩相鄰制動軟管之間的最小間隙為15mm”。
高級修規(guī)程規(guī)定“制動夾鉗動作試驗后,在制動夾鉗緩解狀態(tài)下檢測制動夾鉗與制動軟管之間的間隙不小于15mm;拖車轉向架兩相鄰制動軟管之間的間隙不小于15mm。當檢測間隙小于15mm 時,須進行調整,調整后制動夾鉗動作-緩解循環(huán)3 次以上后再次測量,直至間隙滿足要求”。
動車組運行過程中制動盤和閘片存在磨耗,隨著磨耗量的增加,夾鉗后端閘調器處逐漸向外擴展,因此高級修時部分制動夾鉗與制動軟管的間隙存在小于15mm 的現(xiàn)象。
針對制動盤和閘片磨耗對夾鉗與制動軟管間隙的影響,從結構尺寸以及實車測量數(shù)據(jù)進行分析,制定相關解決措施,同時開展理論與實踐相結合的優(yōu)化研究方法。
2 結構介紹
CRH2A 統(tǒng)及CRH380A 系列動車組使用的制動夾鉗為四點式制動夾鉗。制動夾鉗制動時,閘調器擴展,制動夾鉗緩解時,閘調器收縮,且隨著閘片與制動盤的磨耗,閘調器往外擴展,具體如圖1 所示。
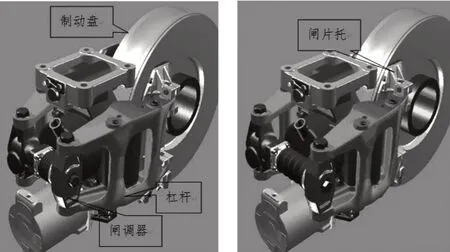
圖1 閘調器調整前后狀態(tài)示意圖
在構架上組裝制動軟管及制動夾鉗后,兩者間最小間隙一般位于閘調器附近,其中制動軟管通過構架管路錐螺紋、構架焊接U 型支架、夾鉗制動缸錐螺紋進行固定,在應用過程中位置不會發(fā)生變動。而閘調器會隨著閘片與制動盤的磨耗而動作,為確保軟管與夾鉗間不發(fā)生抗磨,因此在組裝后需控制兩者間距,如圖2 所示。
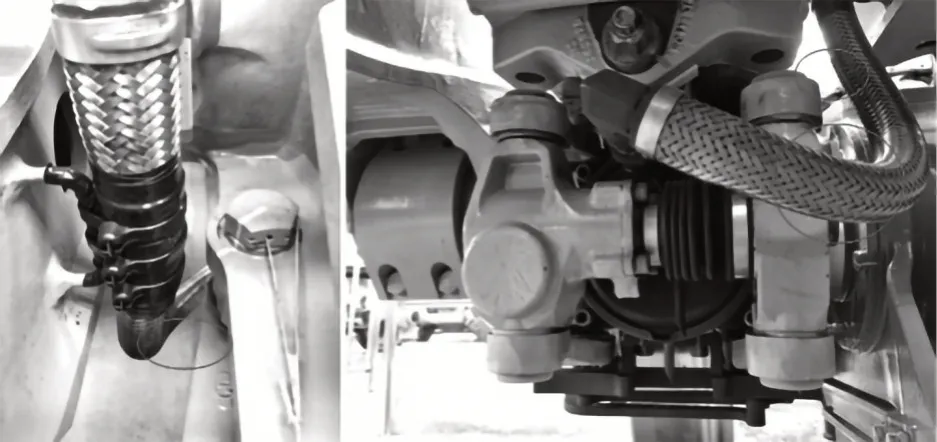
圖2 制動夾鉗與制動軟管間隙示意圖
3 理論間隙分析
3.1 理論計算
根據(jù)制動夾鉗杠桿結構,可以通過外部杠桿比、制動盤及閘片磨耗值、制動盤與閘片間隙值,按照三角函數(shù)理論計算出閘調器單側向外擴展值。相關參數(shù)示意圖見圖3。

圖3 緩解狀態(tài)下相關參數(shù)示意圖
計算公式及參數(shù)為:

式(1)中:L 為閘調器單側向外擴展值;L1 為杠桿前臂長度;L2 為杠桿后臂長度;X1 為閘片磨耗值;X2 為制動盤磨耗值;D 為單側制動盤與閘片間隙值。
CRH2A 統(tǒng)及CRH380A 系列動車組相關制動參數(shù)見表1。
根據(jù)表1 所示,CRH2A 統(tǒng)及CRH380A 系列動車組制動夾鉗前臂長度、后臂長度、輪盤磨耗最大值、軸盤磨耗最大值、閘片與制動盤單側間隙范圍均相同。這是因為CRH2A 統(tǒng)動車組閘片磨耗最大值為14mm,CRH2C2、CRH380A(統(tǒng))動車組閘片磨耗最大值為12mm,且軸盤磨耗速率一般大于輪盤,所以綜合考慮選取CRH2A 統(tǒng)動車組軸盤夾鉗進行間隙分析。同時,根據(jù)現(xiàn)車正常磨耗數(shù)據(jù)分析可知,CRH2A 統(tǒng)動車組120 萬km 的高級修周期間隔內制動盤磨耗的平均值為0.984mm,最大值為1.74mm。
表1 相關制動參數(shù)表
車型輪盤磨耗最大值/mm軸盤磨耗最大值/mm閘片磨耗最大值/mm單側制動盤與閘片間隙范圍/mm 杠桿前臂長/mm 杠桿后臂長/mm CRH380A(L)CRH2A統(tǒng)3 3 5 5 12 14 2±0.8 2±0.8 267 267 186 186
3.1.1 高級修時閘片不同磨耗階段間隙分析
高級修時在已知閘片不同磨耗階段情況下,按照公式1 計算出在120 萬km 的高級修周期間隔內閘調器單側向外擴展值,以此選擇相應的制動夾鉗與制動軟管的間隙,保證該間隙制動夾鉗與制動軟管始終不接觸。這里將不同閘片磨耗階段分為A、B 兩個階段,具體分析如下:
首先,A 階段:高級修時實測單側閘片磨耗小于半磨耗。
因為A 階段包括新品閘片,所以綜合考慮此階段的高級修制動夾鉗與制動軟管間隙標準按照新造圖紙技術要求執(zhí)行,即制動夾鉗與制動軟管間隙不小于15mm。
其次,B 階段:高級修時實測單側閘片磨耗大于等于半磨耗。
從表2 可以看出,在正常運用情況下,120 萬km的高級修周期間隔內閘調器向外擴展最大值為8.04mm。所以綜合考慮建議B 階段時高級修制動夾鉗與制動軟管間隙標準修訂為不小于12mm。
表2 B 階段閘調器向外擴展值分析
序號軸盤情況分類閘片可能磨耗最大值X1/mm 制動盤磨耗值X2/mm 單側制動盤與閘片間隙值D/mm閘調器單側向外擴展值L/mm 1 2 120萬km現(xiàn)車磨耗速率平均值120萬km現(xiàn)車磨耗速率最大值7 7 0.984 2.8 7.51 1.74 2.8 8.04
3.1.2 CRH2A 統(tǒng)動車組間隙標準優(yōu)化
為標準規(guī)范統(tǒng)一,CRH2A 統(tǒng)動車組制動夾鉗與制動軟管間隙標準皆按照軸盤夾鉗標準優(yōu)化,即高級修時A 階段間隙標準不小于15mm,B 階段間隙標準不小于12mm。
3.2 CRH2A 統(tǒng)及CRH380A 系列動車組高級修間隙分析
CRH2A 統(tǒng)及CRH380A 系列動車組按照CRH2A統(tǒng)動車組分析方法選取A、B 階段高級修時,制動夾鉗與制動軟管間隙檢測標準同時為標準規(guī)范統(tǒng)一,優(yōu)化的間隙標準為高級修時A 階段間隙標準不小于15mm,B 階段間隙標準不小于12mm。
4 實車驗證
為對理論結果進一步分析,采用厚度分別約為30.65mm(新品)和20.28mm(存在磨耗)的兩套閘片對10 個CRH2A 統(tǒng)動車組軸盤制動夾鉗進行實車驗證。通過測試上述兩種閘片安裝后制動夾鉗閘調器與制動軟管的間隙值(轉向架橫向Y 方向),換算出閘片磨耗1mm 時閘調器向外擴展值,具體驗證數(shù)據(jù)如表3 所示。
表3 現(xiàn)場實車數(shù)據(jù)表
軸盤制動夾鉗安裝新品閘片時間隙值/mm安裝存在磨耗閘片的間隙值/mm兩次間隙差值/mm閘片厚度的差值/mm單側閘片磨耗1mm時閘調器向外擴展值K/mm 1 2 3 4 5 6 7 8 9 1 0 26.69 22.73 22.74 25.11 26.40 22.85 18.93 24.60 18.01 22.41 19.39 14.85 17.55 19.72 20.02 15.75 12.39 19.31 11.65 14.91 7.3 7.88 5.19 5.39 6.38 7.1 6.54 5.29 6.36 7.5 7.88 6.49最大值平均值注:此次現(xiàn)場驗證中“單側閘片磨耗1mm”相當于“運用過程中單側閘片托縮進1mm”————10.37 10.37 10.37 10.37 10.37 10.37 10.37 10.37 10.37 10.37 10.37 10.37 0.70 0.76 0.5 0.52 0.62 0.68 0.63 0.51 0.61 0.72 0.76 0.63
通過用現(xiàn)場實車數(shù)據(jù)中的單側閘片磨耗1mm(即單側閘片托縮進1mm)時閘調器向外擴展的最大值和平均值計算120 萬km 高級修周期間隔內閘調器單側向外擴展值,從而對優(yōu)化后的間隙標準進行對比驗證。因為此次變更內容為B 階段的標準變更,所以對B 階段進行了驗證,具體驗證結果見表4。
表4 B 階段數(shù)據(jù)對比驗證表
軸盤情況分類單側閘片托縮進1mm時閘調器向外擴展值K/mm檢修后單側閘片可能磨耗最大值X1/mm軸盤磨耗最大值X2/mm軸盤與夾鉗單側間隙最大值D/mm檢修后閘調器擴展最大值L/mm優(yōu)化后的間隙標準J/mm平均值:0.63 0.984 2.8 6.79不小于12mm 120萬km現(xiàn)車磨耗速率平均值最大值:0.76 0.984 2.8 8.20不小于12mm平均值:0.63 1.74 2.8 7.27不小于12mm 120萬km現(xiàn)車磨耗速率最大值最大值:0.76 7 7 7 7 1.74 2.8 8.77不小于12mm注:L=K×(X1+X2+D)
通過表4 可以看出:優(yōu)化后的間隙標準可以滿足120 萬km 的高級修周期間隔內制動夾鉗與制動軟管間隙要求,所以此優(yōu)化的間隙標準通過現(xiàn)場驗證。
5 標準優(yōu)化后工作量減少分析
為了驗證優(yōu)化后的標準對高級修時調整工作量減少的程度,根據(jù)前期現(xiàn)場采集的18 列CRH2A 統(tǒng)動車組拖車的關于閘片磨耗與制動軟管制動夾鉗間隙數(shù)據(jù)范圍,進行了標準優(yōu)化后的調整工作量減少分析,具體如表5 所示。
表5 現(xiàn)場數(shù)據(jù)與理論分析對比驗證
閘片磨耗階段總個數(shù)節(jié)約工作量A B 644 380原標準下需要調整的個數(shù)326 292標準優(yōu)化后需要調整的個數(shù)326 80無72.6%
A 階段,由于標準沒有變化,所以沒有節(jié)約工作量。但此階段閘片厚度普遍偏厚,閘調器與新造相比向外擴展較小,大部分需要調整的間隙可以通過活接頭調節(jié)制動軟管(調節(jié)后需緊固活接頭),實現(xiàn)間隙調整,工作量較小。
B 階段,閘片厚度偏薄,閘調器與新造相比向外擴展較大,存在較多只通過調整制動軟管活接頭無法實現(xiàn)間隙調整的情況,優(yōu)化標準前只能通過更換較厚閘片來實現(xiàn)間隙調整,工作量較大。根據(jù)表5 所示,標準優(yōu)化后在B 階段可以節(jié)約72.6%的調整工作,可以節(jié)約大部分工作量。
6 結語
根據(jù)理論計算和實際數(shù)據(jù)驗證,并以安全運營為首要原則,建議將CRH2A 統(tǒng)及CRH380A 系列動車組高級修時制動夾鉗與制動軟管間隙標準修訂如下:
制動夾鉗動作試驗后,在制動夾鉗緩解狀態(tài)下檢測制動夾鉗與制動軟管之間的間隙,當單側閘片磨耗大于等于半磨耗時,制動夾鉗與制動軟管間隙不小于12mm;當單側閘片磨耗小于半磨耗時,制動夾鉗與制動軟管間隙不小于15mm。當一套閘片存在偏磨時閘片磨耗取最小值。當檢測間隙不滿足相應要求時,須進行調整,調整后制動夾鉗動作-緩解循環(huán)3 次以上后再次測量,直至間隙滿足要求。
綜上所述,該優(yōu)化分析研究系統(tǒng)考慮了制動夾鉗、制動盤、制動閘片的結構關系,同時采用理論與實踐相結合的方法,在保證產品質量、安全的情況下,進一步精細優(yōu)化標準,實現(xiàn)成本的合理縮減,這也為如何解決該系列問題提供了參考。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代陜西(2019年8期)2019-05-09 02:22:48
上海建材(2019年1期)2019-04-25 06:30:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
中國質量與標準導報(2014年4期)2014-03-11 19:54:25
中國質量與標準導報(2014年10期)2014-02-28 22:25:47
中國質量與標準導報(2014年7期)2014-02-28 22:24:39
