基于模型設計的上光機干燥控制系統研究
2022-09-21 11:31:26楊梅張梅蕊朱茜琳張明鳴靳露張宏軒焦慧敏
包裝工程 2022年17期
楊梅,張梅蕊,朱茜琳,張明鳴,靳露,張宏軒,焦慧敏
基于模型設計的上光機干燥控制系統研究
楊梅1,2,張梅蕊1,2,朱茜琳1,2,張明鳴1,2,靳露3,張宏軒1,2,焦慧敏1,2
(1.北京印刷學院,北京 102600;2.數字化印刷裝備北京市重點實驗室,北京 100005;3.廈門華廈學院,廈門 361024)
因干燥系統的控制參數具有時滯性、非線性而難于控制,文中嘗試一種更適用干燥對象的控制策略優化控制效果。通過分析上光機水性上光油干燥的工作原理,建立包含印品傳輸速度和送風量等因素的干燥模型,構造上光機干燥系統仿真平臺,設計適合滯后被控參數的Smith預測及PID復合控制算法。依據水性上光油干燥需求設計以S7–1500為控制核心、碳系發熱板為熱源的干燥硬件系統,利用基于模型設計方法開發PLC的溫度控制程序。文中將Smith預測算法引入了上光干燥系統,使干燥系統溫度響應達到超調量為0,無穩態誤差,相對于PID控制大大縮減了調節時間。運用模型設計方法,設計和實現了基于PLC的干燥控制系統,將基于碳系材料的發熱源應用于水性上光油干燥系統中。Smith預測算法適用于帶有延遲因子的上光機干燥系統,在印刷干燥領域引入基于模型的設計方法,便于先進控制策略在印刷包裝行業中的研究與開發。
上光機;干燥系統;基于模型設計;S7?1500
上光是印刷中一項重要的印后加工工藝,通過在印刷品上涂布上光涂料,經物理、化學反應在印品上形成牢固透明薄膜的過程[1]。上光技術增加了包裝印刷品的美觀性、耐用性和藝術性。目前,常用的上光方式有水性上光方式和UV上光。對于油墨和上光油,印刷領域常用的干燥方式有紅外干燥、熱風干燥、UV干燥、微波干燥和射頻干燥等方式[2],水性上光油和油性油墨采用紅外線、熱風干燥的方式;UV上光油和UV油墨采用UV干燥的方式[3-4]。水性上光涂料因其無毒環保,已經逐漸取代傳統的有機溶劑上光涂料,在上光復合領域占有重要一席,但因其干燥固化條件要求苛刻,使得水性上光機干燥系統的研發存在技術難點。李雪峰[1]嘗試將模糊PID應用于基于紅外線的上光油干燥系統,李海超[4]設計了基于單片機的納米碳上光油固化控制系統。
基于模型設計(Model-Based Design, MBD)方法是一種開發動態系統的先進設計方法。在整個項目開發過程中,包括需求分析、設計、實現和測試等環節,始終以系統模型為核心,還可對其不斷進行改進。基于模型設計方法借助計算機仿真技術建立系統仿真模型,利用代碼生成技術編寫嵌入式CPU的目標可執行文件,該設計方法很大程度地減輕了開發人員的負擔。相對于傳統的系統開發方法,具有開發周期短、研發效率高、代碼準確度高、系統更安全可靠等優點,被廣泛應用于航空航天、機器人、汽車、冶金、電力電子等領域[5-10]。至今,將該設計方法用于印刷行業的相關文獻很少。
在上光過程中,由于干燥溫度、傳輸速度、風量大小、印品材質、幅寬、涂布厚度等不相同,使得干燥對象根據具體情況不同而發生改變,同樣令上光干燥系統的控制器設計和參數調節變得復雜。傳統干燥系統控制器的研發方法,影響了一些先進控制算法在該領域的嘗試與應用,制約了印刷干燥控制系統的發展;利用基于模型的設計方法可根據不同的干燥參數和工藝要求,快捷地改變控制器的控制原理及參數,能優化干燥控制系統開發流程,縮短產品研發周期。文中研發水性上光油干燥控制系統的硬件系統,分析干燥系統的工作原理,利用模型設計方法開發適用于干燥溫度滯后參數的控制算法,并將其應用于可編程邏輯控制(Programmable Logic Controller,PLC)系統中。
1 上光干燥的工作原理
水性上光油上光機主要包含給紙、上光涂布壓合、輸送承印物、干燥固化、收紙等環節,見圖1,其中上光干燥系統作為上光機的重要環節,它的控制效果直接影響著印刷品的上光質量和經濟效益,上光干燥技術受到業界越來越多的關注[1]。光干燥系統主要負責快速干燥、固化那些經過上光涂布印品的上光涂料,滿足上光工藝要求,主要參照光澤度差值和附著牢度這2個參數,完成在印品表面均勻、牢固、平整地附著上透明薄膜[4]。

--圖1 上光機工作流程
1.1 上光干燥系統
上光干燥系統中包含承印物傳動機構、干燥執行機構和檢測機構。通常傳送機構由電機帶動傳動帶完成;檢測機構主要用于溫度檢測和電機轉速檢測環節,負責干燥系統中環境溫度的采集和電機運行的檢測;干燥執行機構根據干燥對象的不同而不同,水性上光涂料的上光機干燥系統通常采用紅外干燥和熱風干燥相結合的方式,加熱源執行機構可以是紅外材料、金屬電熱材料和碳系材料[4],風機執行機構可采用恒速電機和調速電機。
文中設計的上光機中物料傳送帶由伺服電機驅動,通過伺服驅動器改變涂布材料的傳輸速度,如果上光機與印刷單元相連,則與前續的印刷速度相匹配。控制器控制變頻器調節電風扇的轉速,改變干燥箱內的熱風速度。干燥箱內安裝測量熱風的溫度傳感器,將溫度信號傳遞給控制器,干燥控制器根據上光的工藝要求,調節碳發熱板的供電電壓,改變執行機構的表面供熱溫度,通過風扇及保溫部件改變干燥箱中環境溫度,促使印刷品的光油快速干燥固化[11]。
1.2 碳系干燥源
碳系導電填料是添加型電熱復合材料導電物質的一種,其中石墨烯、碳納米管和碳纖維等導電填料的電熱材料不僅具有良好的導電性,還具有很好的發熱性能,可以快速發熱[12-15]。陳新江[16]以碳材料加熱膜作為加熱核心,其熱效率達到98%。碳系導電填料因其良好的發熱特性被廣泛用于各類發熱產品,如取暖地板、電熱織物等[14-15],而在印刷干燥領域的應用很少。以碳系材料制成的發熱源作為上光機干燥源,相對于其他發熱源或固化材料具有無有毒氣體釋放、無明光釋放等優點,對工作人員的健康更好,對環境保護更有利;同時因其電熱原理和高發熱率對能源能高效利用,也便于節約更多的電能,大大減少了印刷上光的能量消耗。
上光干燥系統中發熱碳板的功率可由發熱板的面電阻和對其施加的電源電壓或電流計算得到。干燥箱內所需能量不僅用于印刷品上光固化中水分的蒸發,還將消耗于干燥固化箱中排氣損失、散熱損失和傳送帶因溫度變化造成的熱量損失等[1]。干燥箱熱源提供的熱量要大于等于上光干燥箱中需要的熱量,通過干燥箱所需熱量可計算出系統要提供的發熱碳板數量。不同的上光材質、涂布速度和干燥工藝,使得工作的發熱碳板數量與持續通電時間不同,需要根據具體上光復合的需求來調節。
1.3 上光質量主要影響因素
上光機的干燥部分是上光系統的重要組成環節,干燥效果直接影響著上光固化質量,而干燥箱中的溫度因素決定印刷品的干燥效果、上光復合效益。如果上光干燥溫度過高,涂層表面過熱易發黃,印品脆性變大,光澤度降低;干燥溫度過低,會造成光油不干,平滑性變壞,附著性差,甚至會出現印品黏手的情況。
印刷品的傳輸速度直接影響了上光工藝的速度。上光機根據印刷工藝要求可以在印刷單元后聯機工作,也可以單獨進行上光涂布操作。待上光的印品傳輸速度可由前面的印刷單元綜合來定,也可單獨確定,不同的工作流程也決定了聯機上光和涂布上光的涂布量不同。傳輸速度過快,會造成印品受熱時間過短,上光涂料干燥不充分;傳輸速度過慢,使印品干燥過度,印品變脆。
上光機干燥系統中有吸風電機和排風電機,風機間相互的協調工作使干燥箱中熱源產生的熱量流動起來,均勻分布于干燥箱內,將水分和溶劑抽出箱外,促進承印物上光涂料的快速固化。送風速度影響上光油復合的環境與反應效果。
2 上光干燥控制系統數學模型
上光機的干燥部分是系統的重要組成,干燥箱的控制效果直接影響著上光復合的質量。上光機干燥控制系統由溫度給定、控制器、執行機構、檢測機構等組成,見圖2,其中干燥溫度給定部分綜合了對系統影響較大的2個因素:上光承印物的傳輸速度和風機的送風量。
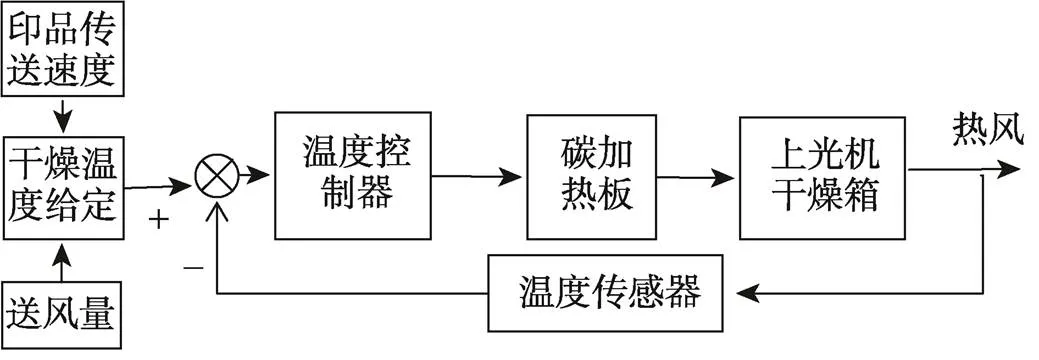
圖2 上光機電熱干燥控制系統原理
2.1 干燥箱被控對象
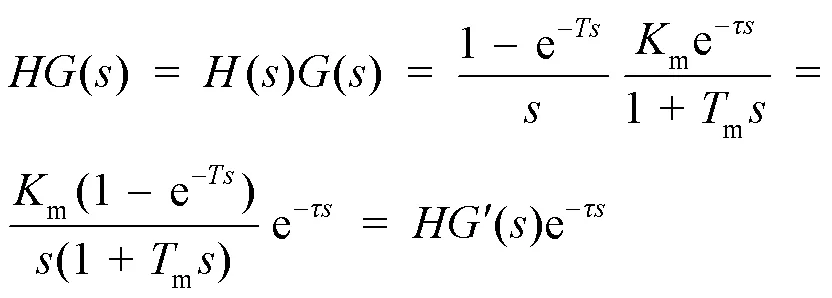
在設計上光機干燥的控制系統前,首先分析被控對象的運行特性,構建干燥箱的數學模型。由于上光工藝、干燥箱機械結構、承印物的不同,使得建立其詳細數學模型非常困難。上光機干燥系統通過改變碳加熱板的工作功率,配以風機運轉,改變干燥箱中印刷品溫度,加速其固化復合過程,其主要控制參數是箱體中的空氣溫度。對于溫度這類大滯后的物理參數,控制領域通常用帶純滯后的一階慣性系統來模擬,見式(1)。
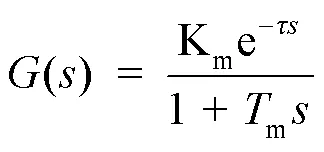
式中:m為系統增益;m為時間常數;為純滯后因子,單位為s。具體參數由干燥箱內部空間結構、保溫措施、空氣流動速度、電氣元件執行速度等綜合決定,干燥箱內部空間越大,需加熱的空氣量越大,散熱面積越大,純滯后因子越大。當保溫措施越得當、控制流動速度越快、器件執行速度越快,則環境溫度達到期望值越迅速,時間常數越小。采用工程中的飛升曲線進行測試與機理建模,經擬合得到被控對象的表達式見式(2)[17-18]。
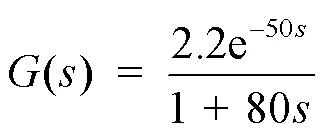
文中干燥系統的參數經過多次給干燥箱施以階躍溫度給定信號,記錄系統運行的響應曲線,取3個參數的平均值,得到m2.2、m80 s、50 s。
2.2 控制器Smith補償法
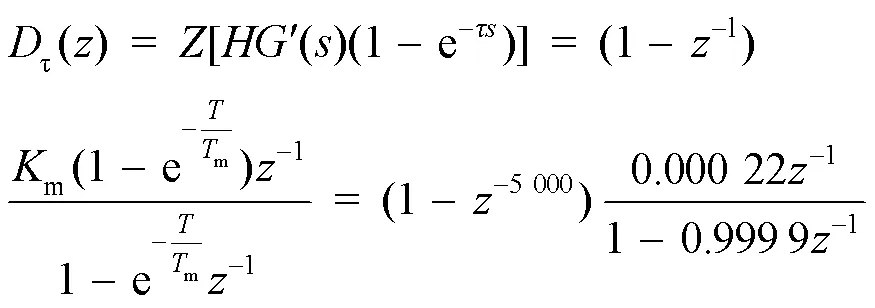
針對干燥系統被控對象的時滯性,采用Smith預估補償法來消除被控對象的延遲特性,使其等效被控制對象中不含有純滯后環節。通常Smith預估補償器復合原控制器來控制被控對象。比例積分微分控制算法(Proportion Integration Differentiation,PID)是控制領域中使用最廣泛、最有效的控制算法,文中為了對比PID與Smith預估補償器的控制效果,與Smith相復合的算法也采用的是PID,即Smith–PID復合算法[17]。純滯后因子與采樣周期的關系式為:
令采樣周期=0.01 s,則由式(3)計算可得=5 000。上光機干燥計算機控制系統中被控對象為(),不含純滯后環節的被控對象為()。
Smith補償器的連續表達式為:

將控制算法用于數字CPU得到數字控制器,將其離散化得到Smith補償器的離散表達式為:
3 干燥系統仿真系統及運行
3.1 上光機干燥仿真系統
上光機干燥系統的控制仿真見圖3,分別由溫度給定子模塊、控制子模塊和被控對象等模塊組成。干燥系統被控對象因上光工藝和干燥運行環境的不同而發生變化,在設計仿真模型時,考慮到仿真系統的普遍適用性,對象的增益、時間常數及滯后時間等參數采用變量形式表示,以便根據具體情況改變被控模型。系統采用數字控制器與連續被控對象相結合的混合仿真系統運行模擬試驗,令仿真系統更加貼近實際運行情況,而且模型化設計法對應的執行CPU采用的是可編程邏輯控制器,其中進行數字化運算,仿真系統的控制算法采用數字化表達,有利于后期PLC程序的實現。仿真系統采用的實驗紙張尺寸為307 mm×420 mm,紙張定量為130 g/m2,印品傳輸速度最高為5 000張/小時,吹風量最大為3 m3/min,干燥溫度設定最高溫度為90 ℃。
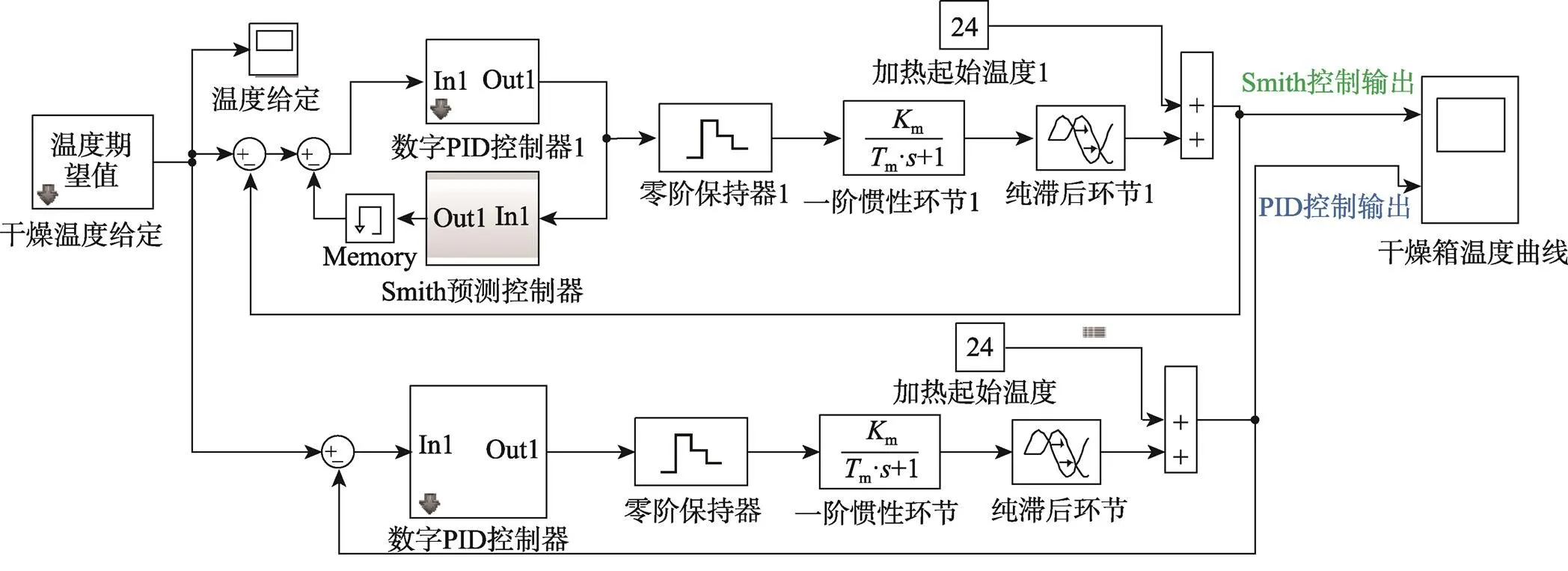
圖3 上光機干燥控制系統仿真圖
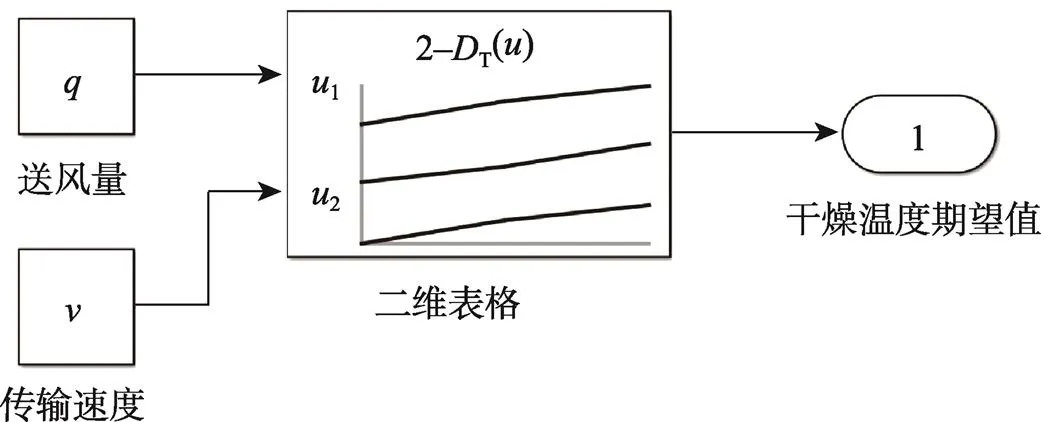
圖4 干燥系統溫度給定模塊仿真
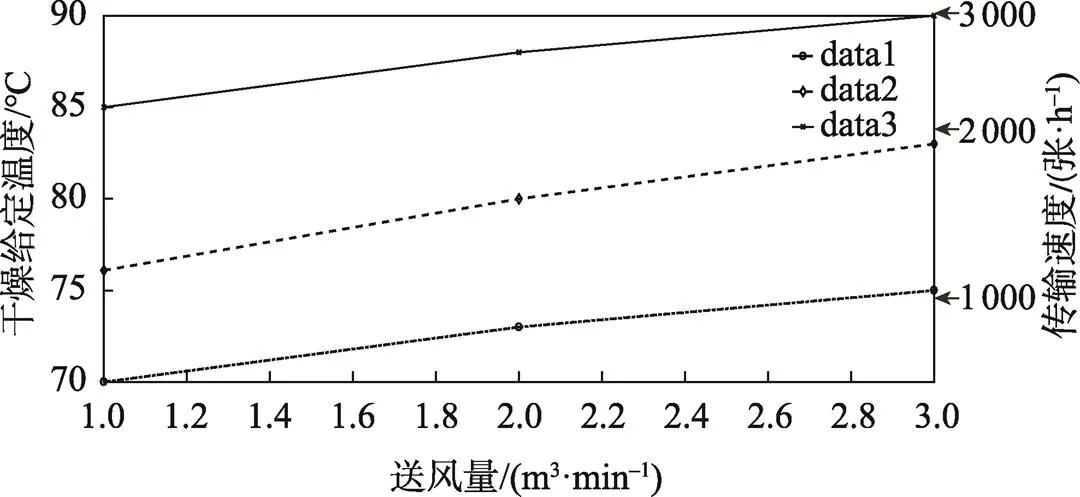
圖5 干燥溫度與印品傳遞、送風量的關系
3.2 干燥溫度給定子模塊
干燥系統的溫度給定值是根據具體的上光工藝、印品傳輸速度和送風速度而定的,仿真系統的溫度給定模塊設計見圖4。該仿真系統綜合考慮了上光機的送風量與傳輸速度,根據相互關系(圖5),在不同的送風量和傳輸速度情況下得到干燥系統的溫度期望值。通常隨著送風量的增加,印品傳輸速度的增加,干燥箱的給定溫度增加,如系統中,當印品傳輸速度為1 000張/小時、風量為1 m3/min時,對應的參考干燥溫度為70 ℃;當傳輸速度為2 000張/小時、風量為2 m3/min時,對應的參考干燥溫度為80 ℃。
3.3 仿真系統運行結果
運行如圖3仿真系統,采用龍格庫塔法定步長仿真算法,得到上光機干燥控制系統在控制器分別為數字PID控制算法和Smith預測控制算法下系統的干燥溫度響應曲線,見圖6。采用試湊法,根據系統響應反復調試數字PID的控制參數,最后得到系統在超調量、調節時間和穩態誤差等方面都比較理想的控制參數(P0.7、I0.000 1、D0),為對比2種控制算法的控制效果,Smith–PID中的PID控制參數與數字PID的控制參數一致。由圖6可得,采用數字PID的干燥系統溫度參數超調量為38%,而復合了Smith預測環節的干燥系統溫度響應沒有超調量,系統調節時間也大大縮短,系統在300 s時就達到了無靜差。相對于單純的數字PID,含Smith補償器復合數字PID對滯后對象的控制,效果改進了很多。Smith補償器將被控對象的純滯后特性用控制算法的形式補償在數字PID的反饋通道,Smith與PID 2種控制算法結合成Smith–PID控制器,作用于具有純滯后性的被控對象上,使得系統的等效閉環傳遞函數中不含有滯后環節,從而在系統響應中消除了純滯后因子對系統的超調量和調節時間的影響。
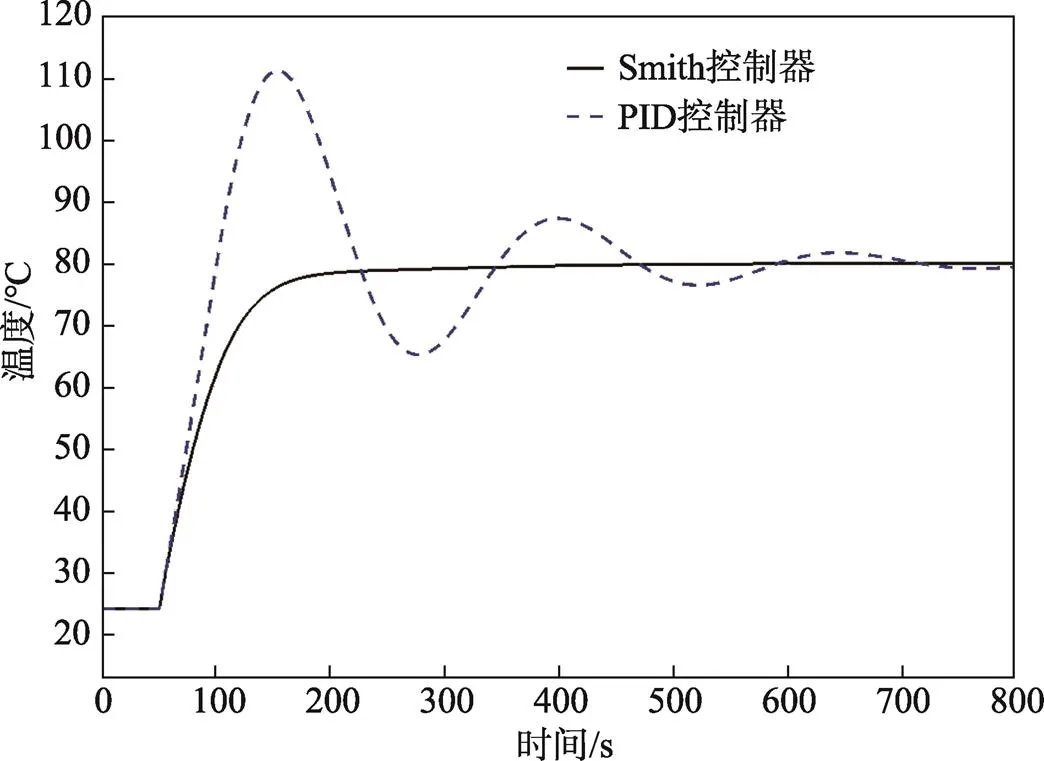
圖6 上光機干燥控制系統溫度響應曲線
4 基于模型設計的S7-1500干燥系統
傳統的可編程CPU控制系統開發過程要求設計人員具有良好的軟件開發能力,系統需在現場被控對象中運行調試其控制參數,調試中具有不可估計的損失。基于模型設計方法開發的CPU系統軟件是基于實際系統的仿真模型運行正常的前提才可以實施,控制器的設計與參數調節更加貼合實際系統,極大地縮減控制系統的開發與調試周期。由于控制器的參數調節結果在仿真環節中容易得到,建立的模型越接近實物系統,CPU控制系統的調節效果就越優良,由于參數不合理造成的危害可能性就更小,大大提高了系統安全性。第2、3節中干燥模型建立與系統仿真,為基于模型設計做好理論分析與系統開發依據,為支持該設計方法的CPU,即PLC的軟件系統設計提供控制算法的原型。
4.1 基于PLC的干燥控制系統
上光機干燥系統采用西門子S7–1500為控制核心,配以電源、CPU、數字量輸入(DI)、數字量輸出(DQ)、模擬量輸入(AI)、模擬量輸出(AQ)等環節,PLC系統通過以太網與觸摸屏人機界面(Human Computer Interface, HMI)進行通訊,可對系統運行狀態進行實時檢測和初始運行參數設置,詳細見圖7。該控制系統實現了上光干燥系統中的箱體溫度閉環控制、風機轉速調節、傳送帶運動控制和安全監測故障處理等功能。S7–1500的CPU1511–1不僅支持傳統的梯形圖(Ladder Diagram,LAD)編程,同時支持結構化控制語言(Structured Control Language, SCL)編程。SCL是符合國際IEC61131–3標準的結構化文本,能夠支持輸入與輸出信號之間更復雜的邏輯關系,接近高級語言的表達形式,有利于先進控制算法的實現,為采用模型化設計方法奠定了編程語言基礎。
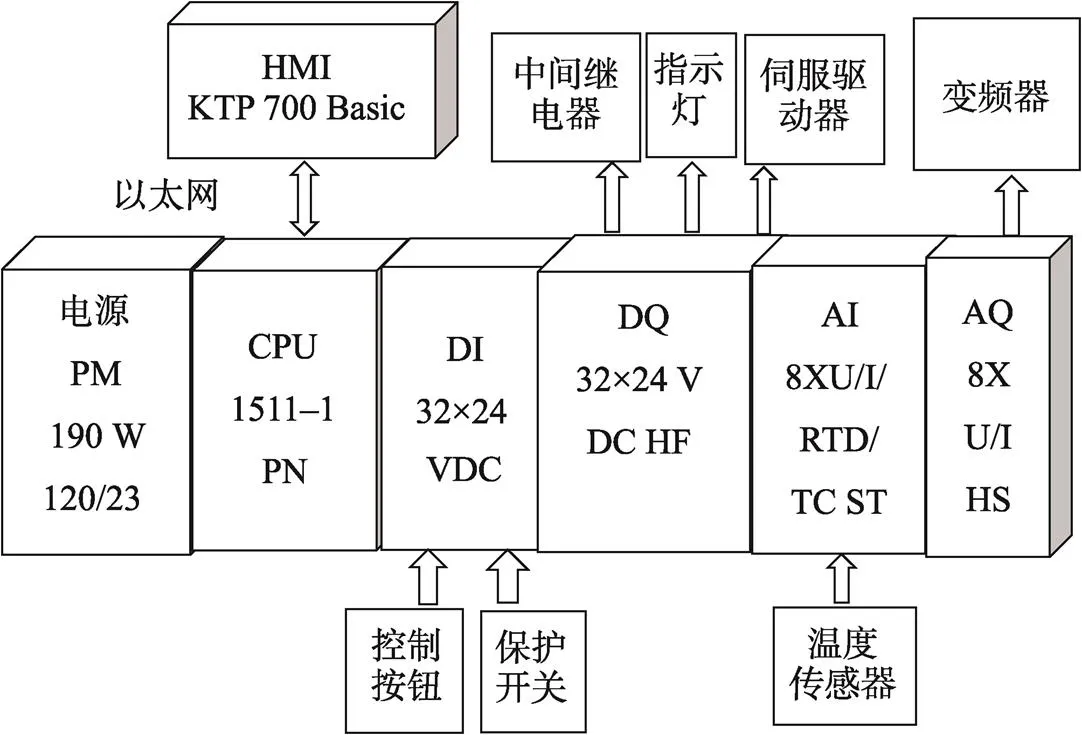
圖7 以s7–1500為控制核心的印刷機系統硬件框圖
4.2 模型設計法的SCL代碼
上光機干燥控制系統采用基于模型的設計方法。首先成功運行上光機干燥仿真系統,然后將控制算法轉換成S7–1500可運行的控制代碼,接著在上光機干燥系統中進行干燥箱溫度控制,實現上光油干燥過程。由實際系統運行現象與上光干燥品質來驗證模型的準確性及效果,并進行修正與系統改進。該系統選擇的目標集成開發環境IDE是支持西門子PLC的編譯器,以便生成S7–1500的運行代碼。為了避免代數環問題,將Smith控制算法拆成2個部分,一部分是數字PID仿真子模塊,一部分是消除純滯后的補償模塊,命名為Smith預測控制器,并且在反饋環節添加一個滯后環節。
干燥控制仿真系統中生成的Smith控制算法雖然是基于離散系統進行的設計,但輸出的碳加熱板的控制量幅值為連續形式,而對應上光機PLC干燥控制系統中的輸出控制量將作用于中間繼電器,需要調整輸出形式。干燥系統通過繼電器的通、斷控制碳加熱源的工作功率,以調節干燥箱熱空氣的溫度。根據S7–1500上光機干燥系統的硬件配置,調整仿真系統Smith控制量的輸出形式為PWM脈沖,與PLC的DQ輸出形式相一致。為了使仿真系統代碼中控制量的數據類型與PLC運行系統輸出相匹配,在仿真系統和PLC編譯環境中需做一些設置,即在仿真系統中添加一個數據類型轉換模塊。
4.3 S7–1500控制軟件
對仿真系統進行試驗運行,調節控制參數直至試驗結果符合干燥需求,運行控制器子模塊運行代碼編輯功能,仿真系統生成相應的SCL文件,并對其檢查和測試。在S7–1500的開發環境載入SCL文件,根據軟件系統整體性要求對調入的文件進行修改,將其生成的Smith算法FB函數塊,在程序塊OB中進行調用,與其他LAD編程代碼匯合,實現上光機的干燥系統控制,PLC控制干燥箱的工作流程見圖8。
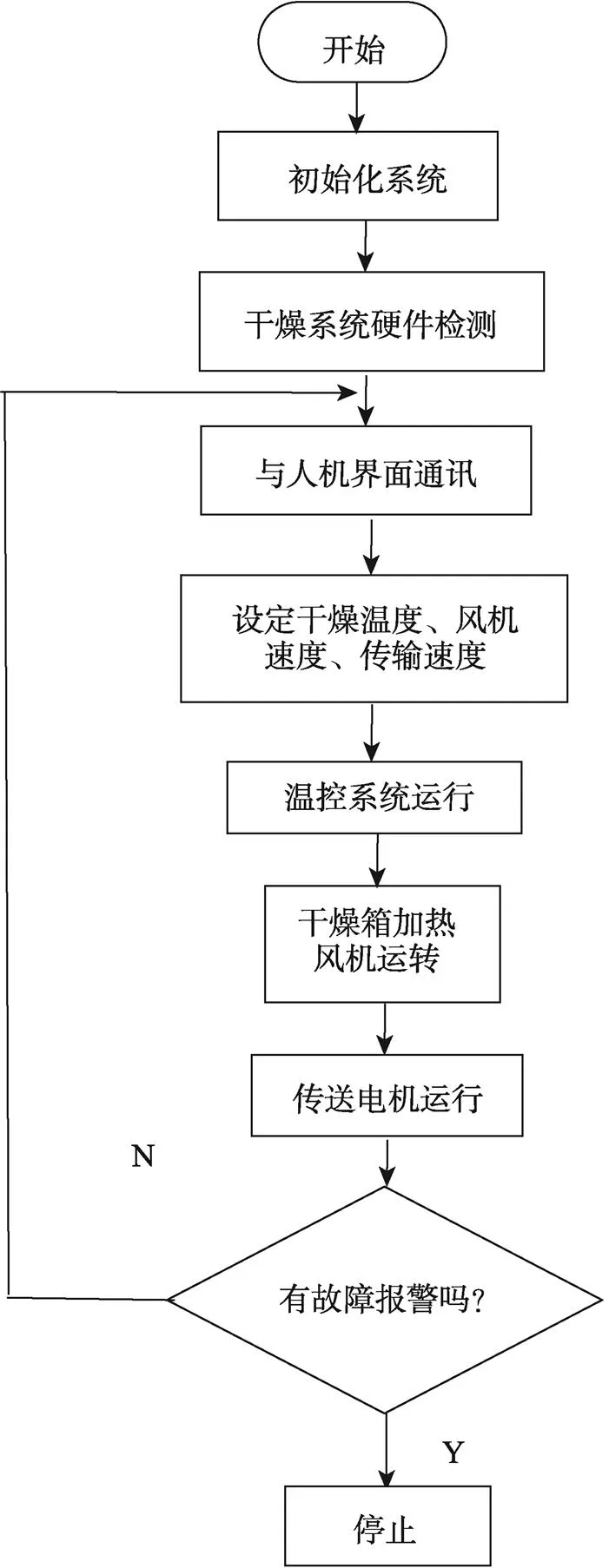
圖8 上光機干燥系統流程
5 結語
文中以碳系發熱板作為水性上光油固化的熱源,相對于傳統干燥方式具有更節能、環保的優勢,其高發熱率會為印刷業節約更多的能源。上光油干燥被控對象是受干燥工藝、上光材質綜合影響的時滯性對象,Smith–PID控制算法較PID算法更適用于水性上光干燥控制,更具有針對性。模型設計方法使復雜算法在上光油干燥PLC控制系統中的實現更具可靠性,控制算法的實現和參數的調節更加方便。文中通過建立涵蓋較多因素的被控對象,使其更接近實際干燥過程,在此平臺設計控制算法也更具有工程意義。將模型設計方法應用于印刷干燥研究領域,可以提高研發效率,促使復雜的控制策略便捷地應用于實際系統,增加上光機干燥的控制精度與速度。
[1] 李雪鋒. 環保節能型上光機干燥固化系統的研究[D]. 福州: 福建農林大學, 2011: 8-21.
LI Xue-feng. Research on Drying and Curing System of the Glazing Machine with Environmental Protection and Energy Conservation[D]. Fuzhou: Fujian Agriculture and Forestry University, 2011: 8-21.
[2] SAAD E, AYDEMIR C, ZSOY S A, et al. Drying Methods of the Printing Inks[J]. Journal of Graphic Engineering and Design, 2021, 12(2): 29-37.
[3] ZUR D, DES E. Environmental Pollution Reduction by Using VOC-Free Water-Based Ggravure Inks and Drying Them with a New Drying System Based on Dielectric Heating[D]. Wuppertal: Bergische Universit?t Wuppertal, 2008: 5-16.
[4] 李海超. 基于碳納米的綠色上光機干燥系統研究[D]. 北京: 北京印刷學院, 2020: 1-19.
LI Hai-chao. Research on the Drying System of Green Polishing Machine Based on Carbon Nano[D]. Beijing: Beijing Institute of Graphic Communication, 2020: 1-19.
[5] REHBEIN J, WRUTZ T, BIESENBACH R. Model-based Industrial Robot Programming with MATLAB/Simulink[C]// 2019 20th International Conference on Research and Education in Mechatronics (REM), Wels, 2019: 1-5.
[6] PHILIPPE S, STEVEN D W, ANNEMARIE K, et al. Using Code Generated by MATLAB for the Mold Level Control System of a Continuous Slab Caster in ArcelorMittal Gent[C]// 2019 24th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Zaragoza, 2019: 1497-1500.
[7] 劉璋, 吳朝俊, 黃天鵬, 等. 基于模型設計的SVPWM調制策略研究[J]. 國外電子測量技術, 2019, 38(12): 66-71.
LIU Zhang, WU Chao-jun, HUANG Tian-peng, et al. Research on SVPWM Modulation Strategy Based on Model Design[J]. Foreign Electronic Measurement Technology, 2019, 38(12): 66-71.
[8] 黃雷. 基于模型設計方法的兩級式光伏并網系統開發[J]. 電氣傳動, 2020, 50(11): 95-100.
HUANG Lei. Development of Model-Based Design of Double Stage Grid Connected PV System[J]. Electric Drive, 2020, 50(11): 95-100.
[9] BERGMANN A. Benefits and Drawbacks of Model-based Design[J]. KMUTNB International Journal of Applied Science and Technology, 2014, 7(3):15-19.
[10] DALTON W S, WAGNER F, BERGMANN A and BOCK B. Using MATLAB V&V-Toolbox for Target-Specific Model-Based Design[C]// 2018 Third International Conference on Engineering Science and Innovative Technology (ESIT), North Bangkok(TH), 2018: 1-5.
[11] 陳杰. 一種上光機風干裝置: 中國, 108437625A[P]. 2018–08–24.
CHEN Jie. Glazing Machine Air-Drying Device: China, 108437625A[P]. 2018-08-24.
[12] QIAN Ting-ting, ZHU Shi-kun, WANG Hong-liang, et al. Comparative Study of Carbon Nanoparticles and Single-Walled Carbon Nanotube for Light-Heat Conversion and Thermal Conductivity Enhancement of the Multifunctional PEG/Diatomite Composite Phase Change Material[J]. ACS Applied Materials & Interfaces, 2019, 11(33): 29698-29707.
[13] HE Xu-hua, YU Xin, WANG Yue-chuan. Significantly Enhanced Thermal Conductivity in Polyimide Composites with the Matching of Graphene Flakes and Aluminum Nitride by in Situ Polymerization[J]. Polymer Composites, 2020, 41(2): 740-747.
[14] 田文祥. 典型電熱聚合物基復合材料的設計與熱性能研究[D]. 合肥: 中國科學技術大學, 2020: 1-6.
TIAN Wen-xiang. Design and Thermal Properties of Typical Electrothermal Polymer Matrix Composites[D]. Hefei: University of Science and Technology of China, 2020: 1-6.
[15] 郭佩, 崔學民, 林朝旭, 等. 地聚物基碳系電熱涂料的制備與性能研究[J]. 陶瓷學報, 2019, 40(4): 469-476.
GUO Pei, CUI Xue-min, LIN Chao-xu, et al. Study on Preparation of Geopolymer-Carbon Based Electrothermal Coatings and Its Performances[J]. Journal of Ceramics, 2019, 40(4): 469-476.
[16] 陳新江. 一種遠紅外電加熱元件: 中國, 207869425U[P]. 2018–09–14.
CHEN Xin-jiang. Far Infrared Electricity Heating Element: China, 207869425U[P]. 2018-09-14.
[17] 何克忠, 李偉. 計算機控制系統[M]. 2版. 北京: 清華大學出版社, 2015: 259-272.
HE Ke-zhong, LI Wei. Computer Control System[M]. 2nd ed. Beijing: Tsinghua University Press, 2015: 259-272.
[18] 唐凡森. 凹版印刷機熱風型干燥系統的智能控制裝置設計[D]. 杭州: 浙江大學, 2016: 259-272.
TANG Fan-sen. The Design of Intelligent Control Device for Hot Air Drying System of Gravure Press[D]. Hangzhou: Zhejiang University, 2016: 259-272.
Drying Control System of Glazing Machine Based on Model Design
YANG Mei1,2, ZHANG Mei-rui1,2, ZHU Xi-lin1,2, ZHANG Ming-ming1,2,JIN Lu3, ZHANG Hong-xuan1,2, JIAO Hui-min1,2
(1. Beijing Institute of Graphic Communication, Beijing 102600, China; 2. Beijing Key Laboratory of Digitalized Printing Equipment, Beijing 100005, China; 3. Xiamen Huaxia University, Xiamen 361024, China)
The work aims to propose a control strategy more suitable for drying object to optimize the control effect aiming at the problem that the control parameters of drying system are time-delayed, nonlinear and difficult to control. The working principle of water-based glazing machine drying system was analyzed to establish a drying model including factors such as printing speed and air supply, construct a simulation platform for the drying system of the glazing machine, and design Smith-PID algorithm suitable for the time-delayed controlled parameters. According to the drying requirements of water-based glazing oil, a drying hardware system with S7-1500 as the control core and carbon heating plate as heat source was designed, and a PLC temperature control program was developed by the model-based design method. The Smith prediction algorithm was introduced into the glazing drying system to make the temperature parameter of the drying system reach an overshoot of 0, without steady state error, which greatly reduced the adjustment time compared to PID control. The model design method was used to design and realize the PLC-based drying control system, which was applied to the water-based glazing process based on heat source of carbon materials. Smith prediction algorithm is suitable for glazing machine drying system with delay factor. The introduction of advanced model-based design methods in the field of printing and drying can improve the efficiency and safety of system development, and facilitate the research and development of advanced control algorithms in the printing and packaging industry.
glazing machine; drying system; model-based design; S7-1500
TS803.9
A
1001-3563(2022)17-0116-07
10.19554/j.cnki.1001-3563.2022.17.015
2021–11–09
北京印刷學院基礎研究重點項目(Ea202003);北京印刷學院重點教改項目(22150121002/008);北京印刷學院校級項目(Ee202206);國家級大學生創新創業項目(22150122007);北京印刷學院橫向項目(D–2013–52);北京印刷學院學科建設項目(21090122002)
楊梅(1977—),女,碩士,副教授,主要研究方向為印刷機控制系統及干燥控制。
責任編輯:曾鈺嬋
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
