壓力容器D 類焊縫的焊接工藝評定
2022-09-23 09:31:12李亞軍曾柏森趙太源羅心懌黨文博
焊管 2022年9期
0 前 言
Q345R鋼板是當前特種設備壓力容器制造中用途最廣、 使用數量最大的專用鋼板, 其具有良好的塑性與焊接性
。 壓力容器中厚板筒體縱縫、 環焊縫通常采用埋弧焊, 陳思遠等
采用埋弧焊絲H10Mn2 和焊劑SJ101 研究了Q345R 鋼的焊接性能, 結果表明, 焊接接頭抗拉強度達到517 MPa, 在-20 ℃條件下, 沖擊功≤98 J, 滿足中厚板Q345R 的埋弧焊質量要求。 張亮等
研究了去應力退火溫度對Q345R 鋼焊接接頭性能的影響, 結果表明, 隨著退火溫度的升高, Q345R鋼焊接接頭抗拉強度和硬度降低。 目前關于壓力容器接管插入筒體的D 類焊縫焊接研究相對較少, 由于工況位置的特殊性, 容易造成焊縫未焊透、 夾渣、 氣孔、 未熔合等缺陷。 該類焊縫采用TIG 打底, 可以保證焊縫良好成形, SMAW 填充和蓋面, 可以提高焊接效率。 但若全部采用TIG焊接, 焊接熔敷率小、 效率低, 影響工程進度;若全部采用SMAW 焊接, 焊縫底部容易造成夾渣和氣孔, 存在質量隱患。
焊接工藝評定可以判定編制焊接工藝規程的準確性和合理性, 本研究以32 mm 厚的Q345R鋼為研究對象, 采用TIG+SMAW 進行焊接試驗,通過外觀檢查、 無損探傷、 拉伸試驗、 彎曲試驗、 沖擊試驗等方法研究了Q345R 鋼的焊接接頭工藝和力學性能, 為壓力容器D 類焊縫實際生產制造提供理論支持和技術保障。
1 試驗材料及方法
1.1 試驗材料
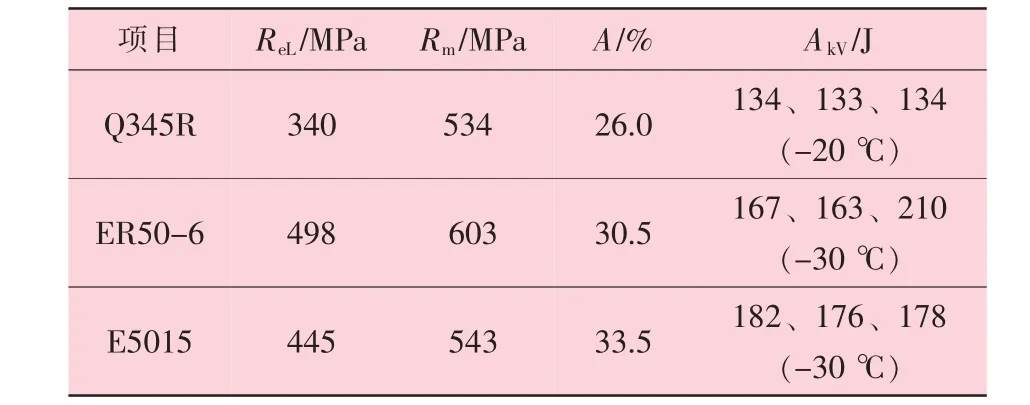
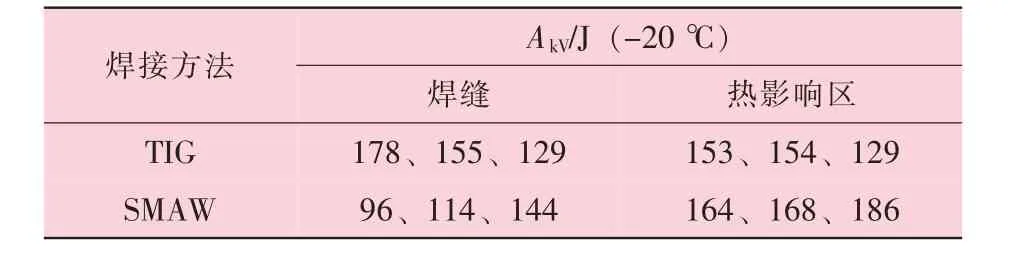
試驗用母材為國內某鋼鐵公司生產的Q345R鋼板, 供貨狀態為熱軋鋼板, 厚度為32 mm。 焊接試板尺寸為450 mm×150 mm×32 mm, 采用60°V 形坡口對接形式, 組對間隙為2.5~3.5mm,鈍邊為0.5~1.5 mm。 焊接材料為國內某焊材公司生產的Φ2.5 mm 規格ER50-6 氬弧焊絲和Φ5.0 mm 規格E5015 電焊條, Q345R 鋼板及焊材的實測化學成分見表1, 力學性能見表2。

1.2 試驗方法
E5015 電焊條焊前需要350~380 ℃保溫1 h烘干, 再放到保溫桶中, 保溫桶設置溫度為120~150 ℃, 隨用隨取。 焊接環境溫度為25 ℃,濕度為70%。
綜上所述,小學階段作為學生學習英語的開端,對學生的發展有重要作用。在教學過程中,教師要將學生作為課堂主體,根據學生的發展特點制定多元化的教學方式,激發學生的學習興趣,調動學生的積極性,促使學生主動地投入到英語課堂中來,進而有效提升課堂教學效率。
焊接設備為WS-400I GBT 型氬弧和電焊兩用焊機, 保護氣體為氬氣, 氣體純度為99.99%。試板焊接位置為平焊, 首先采用TIG 焊接第1~5層, 測得厚度為11.4 mm, 再采用SMAW 焊接第6~11 層, 直至蓋面層, 焊接層次分布如圖1所示。 試板焊接工藝參數見表3, 層間溫度不大于210 ℃。

2 焊縫外觀檢查及無損探傷
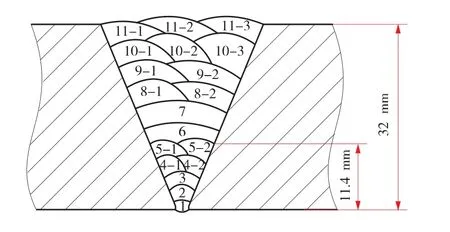
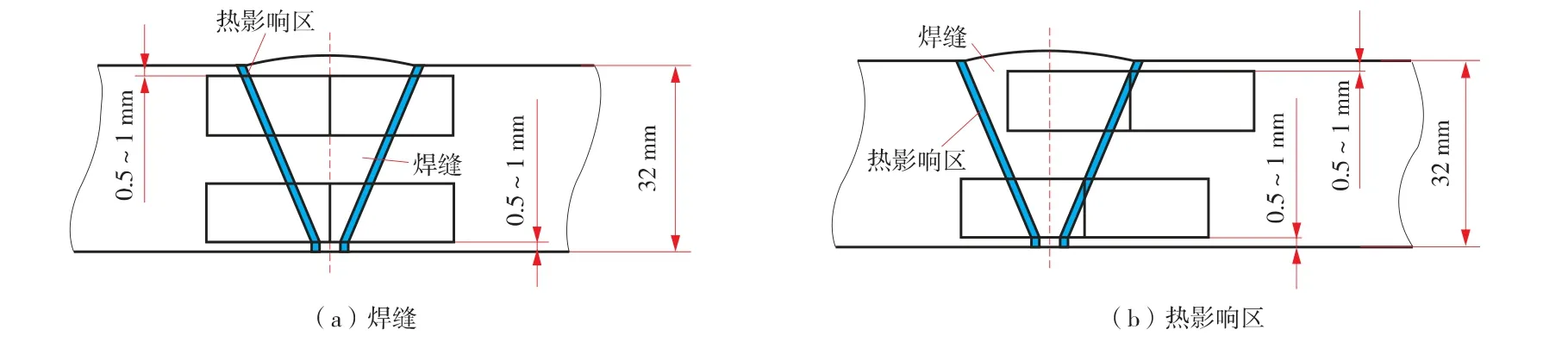
依 據NB/T 47014—2011, 采 用 線 切 割 在Q345R 焊件上截取12 個沖擊試樣, 取樣位置如圖5 所示。 試樣尺寸為10 mm×10 mm×55 mm,試樣在焊縫和熱影響區各有6 個開槽, 開45°V 形坡口, 坡口深度為2.0±0.2 mm。 按照GB/T 229—2007
, 在JBW-300B 型試驗機上進行沖擊試驗, 試驗結果見表5。 從表5 可以看出, -20 ℃焊縫和熱影響區沖擊功達到95 J 以上, 具有較大的裕量, 滿足NB/T 47014—2011 標準的規定。
依據NB/T 47014—2011
, 采用線切割工藝在Q345R 焊件上截取2 個橫向拉伸試樣, 每個試樣上下分層為2 個試樣, 編號分別為163L1-1、163L1-2、 163L2-1、 163L2-2, 共4 個拉伸試樣。按照GB/T 228—2010
, 在SHT4605 型60 t 微機控制電液伺服萬能試驗機上進行拉伸試驗, 結果見表4。 從表4 可以看出, 焊接接頭的斷裂位置均在焊縫, 但抗拉強度均大于GB/T 713—2014
中規定的Q345R 鋼抗拉強度的下限值 (500 MPa),試驗結果符合NB/T 47014—2011 要求
。

3 消應力熱處理
圖3 為拉伸試樣斷裂的宏觀形貌, 由圖3可知, 焊接接頭斷裂部位均為焊縫, 表明母材的抗拉強度大于焊縫的抗拉強度。
4 力學性能檢測
4.1 拉伸試驗
當“等價映射”無法實現時,這種情況下,譯者就需要調整源認知域的映射價元來配價目的認知域的映射關系,采用意譯法達到獲得相同目的認知概念的目的。如:
依據NB/T 47014—2011 標準, 采用線切割在Q345R 焊件上截取4 個橫向側彎試樣, 試樣尺寸為160 mm×32 mm×10 mm, 按照GB/T 2653—2008
, 在LWC2000 型彎曲試驗機上進行側彎試驗, 彎曲角度為180°, 彎曲直徑為40 mm。 側彎試樣宏觀形貌如圖4 所示, 從圖4 可以看出,在焊縫和熱影響區的彎曲面上沒有長度>3 mm的裂紋缺陷, 符合NB/T 47014—2011 中規定要求, 判定結果合格。

Q345R 試板焊接接頭X 射線探傷合格后,按照GB 150—2011、 NB/T 47015—2011
和GB/T 30583—2014
, 再結合焊接工藝評定的覆蓋范圍, 制定了焊后消應力熱處理工藝參數。 工藝參數為: 試件入爐溫度≤400 ℃, 當升溫至400 ℃后, 再以≤160 ℃/h 的速度升溫, 當升溫至(620±10) ℃后, 保溫3 h, 最后以≤160 ℃/h 的速度冷卻到400 ℃后取出, 空冷至室溫。

4.2 側彎試驗
4.投餌與追肥。我縣小龍蝦養殖采取仿生態低密度放養模式,以攝食天然動植物餌料為主,所以特別注重放苗前施肥和養殖期間適時追肥,在幼蝦投放5~7天施發酵的畜禽糞60kg/畝,6月下旬到8月下旬主要施有機肥和生物魚肥,培養大量輪蟲、枝角類、橈足類、水生昆蟲幼體。培育浮游生物及提供適量的有機碎屑作蝦飼料。

4.3 沖擊試驗
在Q345R 試件焊接過程中, 脫渣容易, 焊縫與母材過渡平緩, 焊縫成形美觀, 表面沒有氣孔和壓坑等缺陷, 焊縫宏觀形貌如圖2 所示。 經測量, 焊縫外表面余高為1.3 mm, 內表面余高為0.5 mm, 符合GB 150—2011
中規定外表面余高≤4.0 mm 和內表面余高≤1.5 mm 的要求。依據NB/T 47013—2015
對焊接接頭進行X 射線檢測, 技術等級為AB 級, 探傷結果為Ⅰ級,滿足不低于II 級的要求, 符合技術要求。
目前,地鐵軌道建設規模已經成為衡量城市水平的一個重要標準,發達的地鐵軌道可以提升人們的出行速度,降低交通壓力,提升城市效率。我國的地鐵軌道建設項目規模不斷增大,其質量安全問題必須得到充分的關注。加強施工中的重點難點分析,并提出科學合理的應對措施對提高地鐵軌道項目的質量至關重要,對延長工程項目的使用壽命、降低工程成本有很大的作用。
5 顯微組織形貌分析
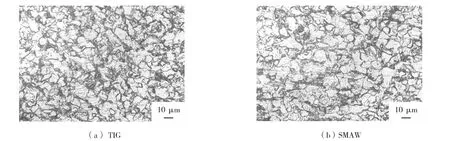
按照GB/T 13298—2015
, 采用4%硝酸酒精溶液對金相試樣表面進行處理, 得到焊縫金屬顯微組織如圖6 所示, 其中白色部位區域為鐵素體, 黑色部位區域為珠光體。 從圖6 可以看出, TIG 焊縫組織主要為塊狀鐵素體+少量珠光體, 鐵素體晶粒分布較均勻, 珠光體呈分散狀分布于鐵素體的晶界處; SMAW 焊縫組織為塊狀鐵素體+少量珠光體, 局部有大塊狀鐵素體, 鐵素體晶粒分布不均勻, 珠光體仍舊呈分散狀分布在鐵素體的晶界處。
6 工程應用
在Φ964 mm×32 mm 的Q345R 分離器筒體上開孔, 插入Φ250 mm×30 mm 接管, 采用TIG打底焊接, SMAW 填充和蓋面, 焊縫形貌如圖7所示。 焊接完成后對焊縫進行100%磁粉探傷,結果為Ⅰ級, 再進行焊后熱處理, 在620 ℃條件下保溫3 h, 最后進行耐壓試驗, 耐壓試驗的工作介質為常溫水 (水溫不低于5 ℃), 壓力為11.7 MPa, 保壓時間為1 h, 結果沒有滲漏, 無可見變形和異常聲響, 試驗結果合格。 截止2022 年3 月, 該分離器已運行3 個月, 運行狀態正常。

7 結束語
本研究針對32 mm 的Q345R 中厚鋼板, 采用TIG+SMAW 焊接工藝, 在焊后620 ℃保溫3 h消應力處理后, 焊接接頭抗拉強度>500 MPa,焊縫和熱影響區-20 ℃沖擊功>95 J, 側彎試驗合格, 滿足NB 47014—2011 規定要求。 采用該工藝制備Φ964 mm×32 mm 的Q345R 分離器, D 類焊縫磁粉探傷和耐壓試驗合格, 壓力容器運行正常, 表明采用鎢極氬弧焊絲ER50-6 和電焊條E5015 以及制定的焊接工藝, 可以滿足該壓力容器D 類焊縫的焊接質量要求, 從而為壓力容器D 類焊縫實際生產制造提供參考。
[1] 賀大松. Q345R 鋼厚板塔器的焊接工藝[J]. 焊接技術,2019,48(2):41-44.
[2] 郭靜,趙博,于宇新,等. 高溫熔融鹽壓力容器用Q345R材料的腐蝕性能研究[J]. 中國特種設備安全,2019,35(2):15-20.
[3] SHU X Y ,WU Y Z,ZHENG J Y,et al.Experimental study on the minimum design metal temperature of Q345R steel[J].Journal of Zhejiang University-SCIENCE A (Applied Physics&Engineering),2018,19(7):491-504.
[4] 黃建華.210 mm 厚度Q345R 壓力容器特厚板的研制[J].現代冶金,2021,49(3):20-23.
[5] 陳思遠,薛根奇,張穎杰,等. 中厚板低合金鋼Q345R埋弧焊接工藝研究[J]. 材料開發與應用,2021,36(2):79-82.
[6] 張亮,車鵬程,陳肇宇,等. 去應力退火溫度對Q345R焊接接頭性能及組織的影響[J].壓力容器,2016,33(7):6-9.
[7] 全國鍋爐壓力容器標準化技術委員會. 壓力容器 第1 部分:GB 150—2011[S]. 北京:中國國家標準化管理委員會,2011.
[8] 全國鍋爐壓力容器標準化技術委員會. 承壓設備無損檢測:NB/T 47013—2015 [S]. 北京:中國國家標準化管理委員會,2015.
[9] 全國鍋爐壓力容器標準化技術委員會. 壓力容器焊接規程:NB/T47015—2011[S]. 北京:中國國家標準化管理委員會,2011.
[10] 全國鍋爐壓力容器標準化技術委員會. 承壓設備焊后熱處理規:GB/T 30583—2014[S]. 北京:中國國家標準化管理委員會,2014.
[11] 全國鍋爐壓力容器標準化技術委員會. 承壓設備焊接工藝評定:NB/T 47014—2011[S]. 北京:中國國家標準化管理委員會,2011.
[12] 全國鋼標準化技術委員會. 金屬材料拉伸試驗:GB/T 228—2010[S]. 北京:中國國家標準化管理委員會,2010.
[13] 全國鋼標準化技術委員會. 鍋爐和壓力容器用鋼板:GB 713—2014[S]. 北京:中國國家標準化管理委員會,2014:6.
[14] 全國焊接標準化技術委員會. 焊接接頭彎曲試驗方法:GB/T 2653—2008[S]. 北京:中國國家標準化管理委員會,2008.
[15] 全國鋼標準化技術委員會. 金屬材料夏比擺錘沖擊試驗方法:GB/T 229—2007[S]. 北京:中國國家標準化管理委員會,2007.
[16] 全國鋼標準化技術委員會. 金屬顯微組織檢測方法:GB/T 13298—2015[S]. 北京:中國國家標準化管理委員會,2015.
猜你喜歡
口腔護理用品工業(2021年4期)2021-11-02 08:22:56
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國公路(2017年9期)2017-07-25 13:26:38
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
汽車維修與保養(2015年8期)2015-04-17 03:32:51
設備管理與維修(2015年12期)2015-04-09 06:57:24
