HDT氣流烘絲機工藝氣體載水量自動控制系統的設計與應用
2022-09-24 08:59:04林利明陳振業洪凱強洪貴鑫成少鋒陳榮峰伍穎翔劉灼成
煙草科技 2022年9期
關鍵詞:工藝
陳 然,林利明,陳振業,洪凱強,洪貴鑫,成少鋒,劉 欣,陳榮峰,伍穎翔,劉灼成
廣東中煙工業有限責任公司廣州卷煙廠,廣州市荔灣區環翠南路88號 510000
HDT氣流烘絲機是德國HAUNI公司生產的煙絲干燥設備,工作時的工藝氣體溫度為150~250℃[1],主要通過氣流對物料進行輸送和干燥[2],并由溫度控制器和含水率控制器調節燃燒爐功率,進而調節工藝氣體溫度,最終影響出口煙絲的溫度、含水率(質量分數,下同)以及填充值等物理指標[3-4]。HDT氣流烘絲機具有干燥效率高、加工強度大等特點[5],可以有效減少煙絲雜氣、降低煙氣刺激性并提高煙絲填充值[6]。近年來針對煙絲干燥設備的出口含水率和工藝氣體溫度的穩定性已開展了大量研究。林天勤[7]對燃油管道式烘絲機(HXD)的燃燒爐柴油管路系統進行改進,實現了對助燃空氣風量的自動調節,解決了燃燒爐溫度控制精度低、故障率高、耗油量大等問題;陳飛云[8]通過定期校對和調整定量喂料裝置,提高了SH9611型氣流烘絲機入口煙絲流量的穩定性,進而提高了出口煙絲含水率的控制精度;孫成順等[9]基于恒脫水量烘絲模式對HDT烘絲機進行改進,提高了烘后煙絲含水率以及工藝熱風溫度的穩定性。研究發現,載水量(質量流量,下同)對工藝氣體熱焓值和除水能力影響顯著,維持載水量恒定可以有效提高煙絲填充值的穩定性[10-11]。然而實際生產中一般根據經驗將控制排潮氣體流量的排潮負壓設置為固定值,無法起到實時調節工藝氣體載水量的作用。為此,基于HDT氣流烘絲機設計了一種工藝氣體載水量自動控制系統,以期實現載水量的精確控制,提升出口煙絲物理指標的穩定性。
1 問題分析
1.1 工作原理
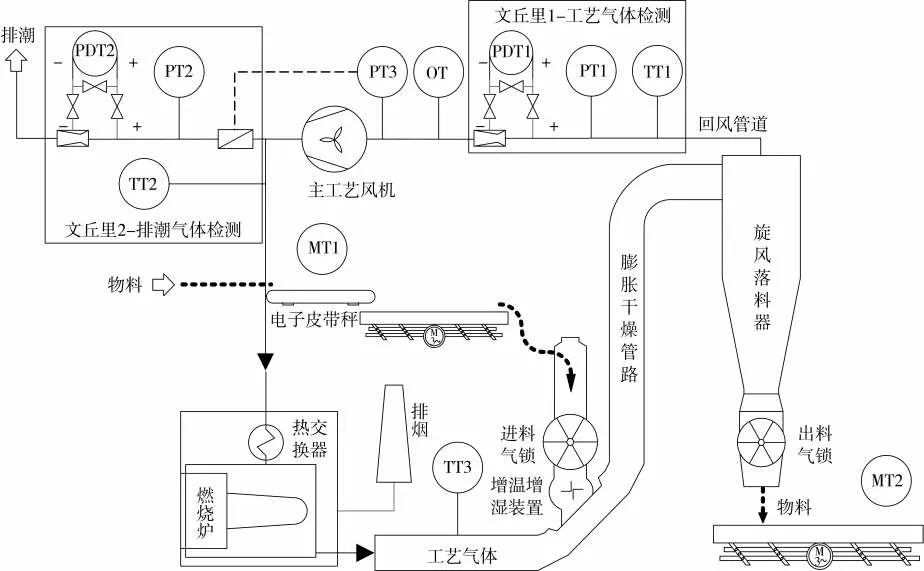
圖1 HDT氣流烘絲機工作原理示意圖Fig.1 Working principle of HDT pneumatic tobacco dryer
HDT氣流烘絲機主要由工藝氣體循環系統、排潮系統、煙絲流量控制系統三大部分組成。由圖1可見,煙絲經過電子皮帶秤形成流量可控的物料流后進入增溫增濕裝置,在蒸汽的作用下膨脹并獲得較高的溫度和含水率;膨脹后煙絲在高溫工藝氣體的作用下進入膨脹干燥管路并與高溫工藝氣體充分混合,使得煙絲細胞內的水分因高強度的對流傳熱而迅速汽化和蒸發,煙絲在1~2 s內快速脫水膨脹定型[12],由此獲得較高的填充值;脫水后煙絲經旋風落料器冷卻定型后從出料氣鎖下落至出料振槽并被輸送至下一工序。①工藝氣體循環系統:工藝氣體經旋風落料器與煙絲分離,通過回風管道被輸送至燃燒爐,經熱交換器加熱后形成新的高溫工藝氣體完成氣體循環,避免了熱量浪費;燃燒爐使用的天然氣流量恒定[9],即HDT氣流烘絲機的脫水能力恒定。②排潮系統:生產時需要在增溫增濕裝置中定量施加補償蒸汽,補償蒸汽既可對煙絲進行膨脹和增溫增濕,也可降低工藝氣體的氧含量,防止高溫干燥過程中煙絲發生燃燒;施加補償蒸汽和煙絲脫水均會增加工藝氣體載水量,因此需要通過排潮風機將部分工藝氣體排出以保持載水量恒定。③煙絲流量控制系統:由于HDT氣流烘絲機脫水能力恒定,為保持出口含水率在設定范圍內,需要根據入口含水率的變化實時調整電子皮帶秤的煙絲流量;入口含水率增加,則降低輸送帶速度以減小煙絲流量,反之則增大煙絲流量,確保煙絲脫水量與烘絲機脫水能力相匹配。此外,烘絲機中設置有壓差傳感器(PDT)、溫度傳感器(TT)、壓力傳感器(PT)和氧含量傳感器(OT),用于檢測工藝氣體溫度并計算工藝氣體的質量流量、載水量等參數;設置的在線水分儀(MT)用于檢測煙絲含水率。
1.2 存在問題
分析可見,影響工藝氣體載水量的主要因素有煙絲干燥過程的脫水量、補償蒸汽含水量以及排潮氣體流量。其中,煙絲干燥過程脫水量和補償蒸汽含水量為不可控變量,需要通過調節排潮氣體流量使載水量保持恒定。生產中通常根據經驗將控制排潮氣體流量的排潮負壓設置為固定值(如廣州卷煙廠一般將排潮負壓設為-800 Pa,此時排潮風門開度約為25%),無法實時調節工藝氣體載水量,因此影響煙絲填充值的穩定性。
2 系統設計
2.1 控制原理
為使工藝氣體載水量保持穩定,在HDT氣流烘絲機中設計并增加了工藝氣體載水量自動控制系統,其控制原理見圖2。設備啟動并開始投料后,排潮風門開度設置為25%,每隔5 min系統通過PLC采集一次工藝氣體溫度(TT1測量值)、工藝氣體壓力(PT1測量值)、文丘里管1的壓差(PDT1測量值)以及工藝氣體氧含量(OT測量值)等數據,并根據采集的數據計算工藝氣體實際載水量。若實際載水量超出設定值±2%,則PLC控制排潮風門開度增大或減小1百分點,直至實際載水量處于設定范圍內。當排潮風門開度超出設定值20%~30%時,人機界面(Human Machine Interface,HMI)顯示報警信號,由人工根據實際工況判斷設備運行是否正常,如有異常則退出自動控制系統,由人工對排潮風門進行控制。
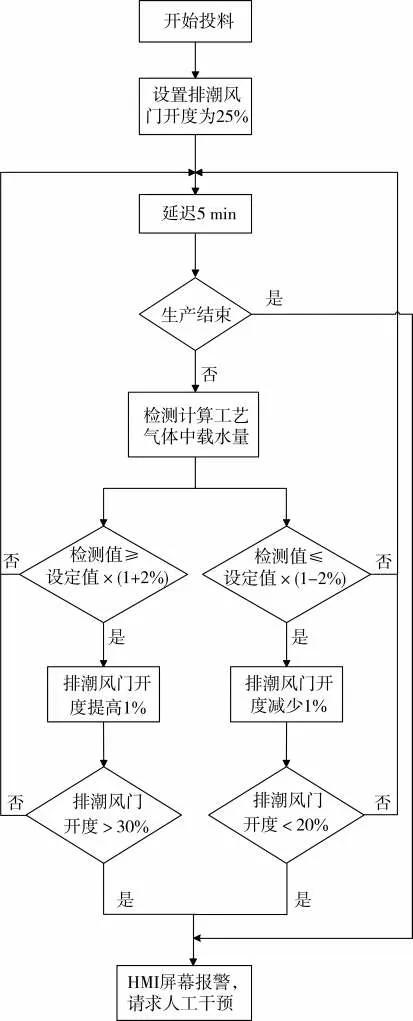
圖2 工藝氣體載水量自動控制系統工作流程圖Fig.2 Control flow of automatic control system for watercontent of processing gas
2.2 載水量設定值的確定
統計2020年1—10月廣州卷煙廠“雙喜(蓮香)”牌卷煙膨脹梗絲生產數據,繪制工藝氣體載水量-梗絲填充值散點圖,并按照1 000 kg/h的載水量對數據進行分段后計算梗絲填充值的平均值,見圖3。可見,梗絲填充值隨工藝氣體載水量的增加先上升后下降,當工藝氣體載水量為39 500~40 500 kg/h時,梗絲平均填充值達到最大值6.81 cm3/g。因此,選擇40 000 kg/h作為載水量設定值,即工藝氣體載水量應控制在39 200~40 800 kg/h范圍內。
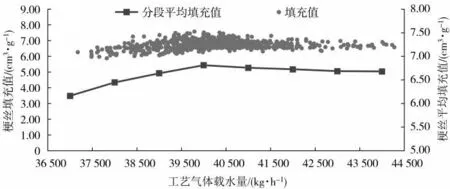
圖3 工藝氣體載水量與梗絲填充值的關系Fig.3 Relationship between water content of processing gas and filling value of cut stem
2.3 工藝氣體載水量計算
工藝氣體的主要成分為氧氣(O2)、氮氣(N2)和水(H2O),假設氧氣的體積占比為Y,則氮氣和水的理論占比見表1。
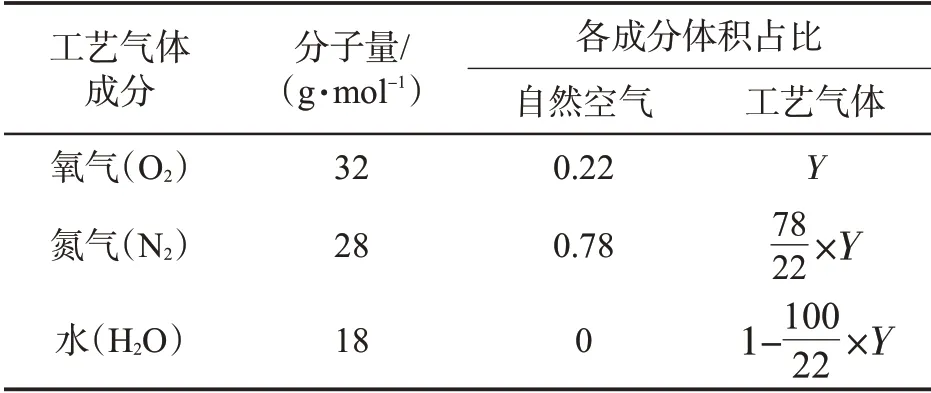
表1 工藝氣體中各成分占比理論值Tab.1 Theoretical value of proportion of each component in processing gas
由表1數據可得工藝氣體含水率為:
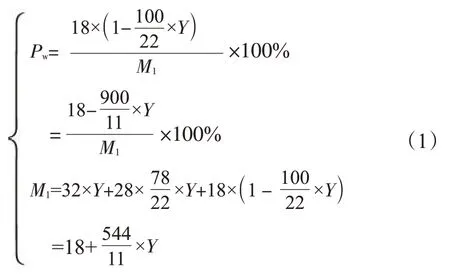
式中:Pw為工藝氣體含水率,%;M1為工藝氣體摩爾質量,g/mol。
根據圖1中文丘里1-工藝氣體檢測系統的溫度傳感器、壓力傳感器測量值以及標準條件下的空氣密度,可以計算HDT烘絲機中特定溫度和壓力下的工藝氣體密度:
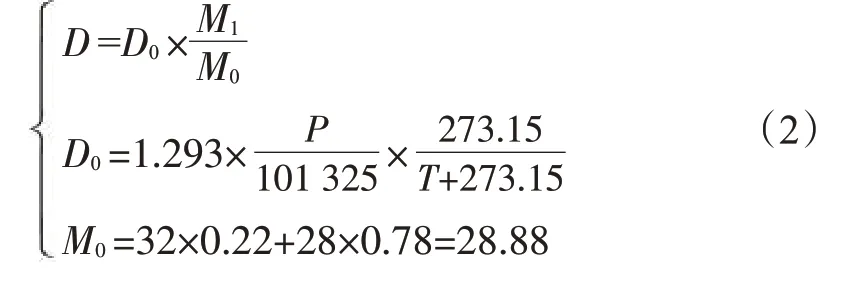
式中:D為工藝氣體密度,kg/m3;D0為自然空氣在工藝氣體壓力、溫度條件下的密度,kg/m3;P為工藝氣體壓力(PT1測量值),Pa;T為工藝氣體溫度(TT1測量值),℃;M0為自然空氣的摩爾質量,g/mol。
根據文丘里管氣體質量流量計算公式[13]可以計算工藝氣體流量(質量流量,下同)及載水量:
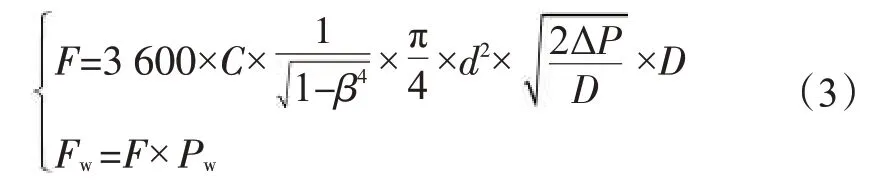
式中:F為工藝氣體流量,kg/h;β為文丘里管直徑比;d為文丘里管直徑,m;ΔP為文丘里管壓差(PDT1測量值),Pa;C為流量系數,工藝氣體取0.98;Fw為工藝氣體載水量,kg/h。
以廣州卷煙廠使用的HDT烘絲機為例,文丘里管固有參數為直徑比β=0.581 7,直徑d=0.641 0 m,某一時刻測得的工藝氣體參數(氧氣含量Y=0.026 9、壓力P=104 865.718 2 Pa、溫度T=160.561 5℃)及文丘里管壓差ΔP=1 331.125 8 Pa,代入公式(1)~(3)計算可得:工藝氣體含水率、質量流量、載水量分別為81.76%、45 408.685 8 kg/h、37 124.325 6 kg/h。
2.4 人機界面優化
如圖4所示,在HMI人機界面增加工藝氣體載水量顯示模塊,可以在生產中實時觀察工藝氣體載水量的波動情況,并在出現異常報警時及時干預。
3 應用效果
3.1 試驗設計
材料:“雙喜(蓮香)”牌卷煙膨脹梗絲,入口含水率為36.5%±1.0%(廣東中煙工業有限責任公司廣州卷煙廠)。
設備與儀器:HDT-FX型氣流烘絲機、BWE型電子皮帶秤(精度0.01 kg)(德國HAUNI公司);TST40N型溫度傳感器(精度0.1℃,德國E+H公司);TM710型水分儀(精度0.1%,美國NDC公司);OXITEC型氧含量檢測裝置(精度0.01%,德國ENOTEC公司);DD60SAB型膨脹梗絲填充值測定儀[精度0.01 cm3/g,博瓦特-凱希(中國)有限公司]。
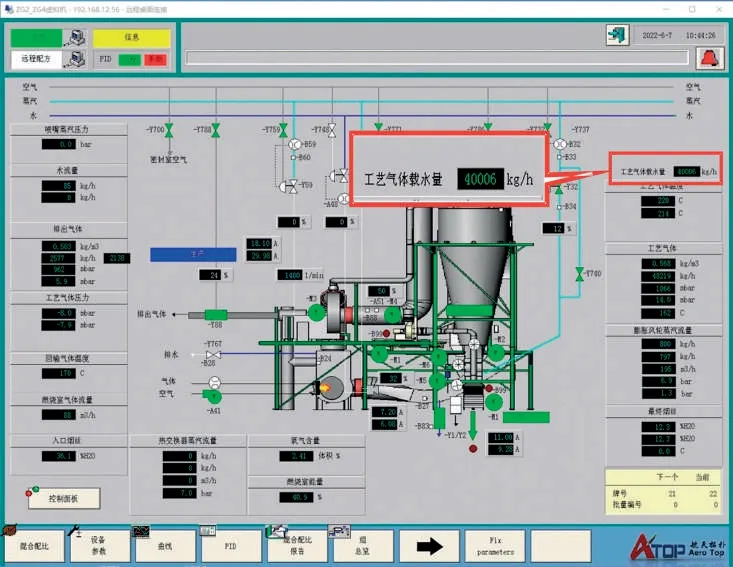
圖4 HMI人機界面Fig.4 HMI human machine interface
方法:HDT-FX型氣流烘絲機每天連續運行5 h,梗絲物料流量為(5 500±500)kg/h,出口含水率設為12.5%±0.5%。分別采集氣流烘絲機改進前后工藝氣體溫度、載水量以及出口含水率等數據,采用DD60SAB型膨脹梗絲填充值測定儀測量梗絲填充值(設備啟動30 min后開始取樣,每天取5組樣品,取樣間隔1 h,每組樣品設置3個平行樣)。統計時間為3 d,取平均值。
3.2 數據分析
由表2可知,增加載水量自動控制系統后,工藝氣體載水量SD值由377.1 kg/h下降至183.4 kg/h(下降51.37%),溫度SD值由1.41℃下降至1.02℃(下降27.66%),出口梗絲含水率SD值由0.15%下降至0.13%(下降13.33%),梗絲填充值SD值由0.184 cm3/g下降至0.116 cm3/g(下降36.96%);工藝氣體載水量由41 310.8 kg/h下降至40 082.6 kg/h,梗絲填充值由6.69 cm3/g提升至6.83 cm3/g。表明載水量自動控制系統可以有效提升工藝氣體載水量、溫度以及出口梗絲含水率和填充值的穩定性。
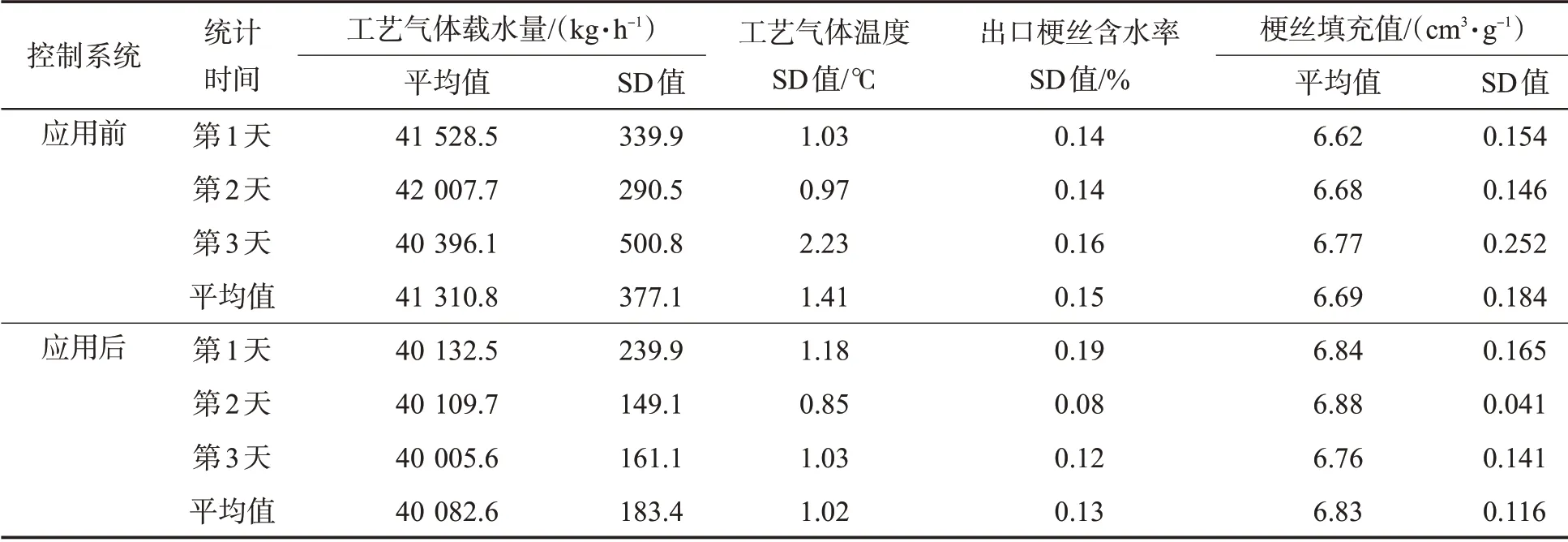
表2 載水量自動控制系統應用前后HDT氣流烘絲機運行數據①Tab.2 Operation data of HDT pneumatic tobacco dryer before and after application of automatic water content control system
4 結論
基于HDT氣流烘絲機工藝氣體載水量的設定值和理論計算值,設計了一種工藝氣體載水量自動控制系統,實現了載水量的定量和穩定控制。以廣州卷煙廠生產“雙喜(蓮香)”牌卷煙所使用的膨脹梗絲為對象進行測試,結果表明:采用工藝氣體載水量自動控制系統后,工藝氣體載水量和溫度SD值分別下降51.37%和27.66%,出口梗絲含水率和填充值SD值分別下降13.33%和36.96%,梗絲填充值由6.69 cm3/g提升至6.83 cm3/g,有效改善了干燥后梗絲質量。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52