基于UR10機(jī)器人的涂膠系統(tǒng)應(yīng)用
2022-10-06 04:13:32張艷清郭大川
計(jì)算技術(shù)與自動(dòng)化 2022年3期
張艷清,郭大川
(北京奔馳汽車有限公司,北京 100176)
北京奔馳汽車有限公司作為汽車行業(yè)的佼佼者,始終以品質(zhì)為核心,以智能制造與綠色制造為雙擎,為了使自身高質(zhì)量發(fā)展更好的助力首都汽車工業(yè)持續(xù)向高精尖轉(zhuǎn)型,引進(jìn)了大批先進(jìn)的智能化設(shè)備。作為智能化設(shè)備的代表,機(jī)器人對(duì)生產(chǎn)制造業(yè)的發(fā)展起著至關(guān)重要的作用,機(jī)器人技術(shù)已成為衡量一個(gè)國(guó)家科技創(chuàng)新和高端生產(chǎn)制造水平的重要指標(biāo)。傳統(tǒng)的工業(yè)機(jī)器人在使用過程中為了保證在機(jī)器人可達(dá)范圍內(nèi)人員的安全,通常會(huì)根據(jù)現(xiàn)場(chǎng)環(huán)境及工藝要求設(shè)定相應(yīng)的安全區(qū)以及安全防護(hù)欄,將人與工業(yè)機(jī)器人徹底分開。這樣不僅占用了大量的空間,產(chǎn)生了防護(hù)性設(shè)備預(yù)算,還大大降低了人機(jī)協(xié)作程度。根據(jù)現(xiàn)場(chǎng)某些工位的工藝復(fù)雜程度,傳統(tǒng)的工業(yè)機(jī)器人已經(jīng)無法滿足實(shí)際生產(chǎn)需求,此時(shí),引進(jìn)柔性化機(jī)器人來實(shí)現(xiàn)生產(chǎn)過程中人機(jī)協(xié)作顯得至關(guān)重要。
目前柔性化機(jī)器人的出現(xiàn)有效地解決了生產(chǎn)線對(duì)人機(jī)協(xié)作的需求,例如KUKA LBR IIWA智能型工業(yè)作業(yè)助手是一款量產(chǎn)的靈敏型機(jī)器人,該機(jī)器人通過關(guān)節(jié)力矩傳感器可立即識(shí)別接觸并降低力和速度,通過位置和緩沖控制來實(shí)現(xiàn)人機(jī)協(xié)作;發(fā)那科公司推出的一款全新協(xié)作機(jī)器人,負(fù)載可達(dá)到35 kg,該款機(jī)器人無須設(shè)立安全防護(hù)欄,人與機(jī)器人可共同在某一工位進(jìn)行協(xié)作;優(yōu)傲公司提供的UR10機(jī)器人專為更大型的、對(duì)精確性和可靠性仍然有高要求的作業(yè)所設(shè)計(jì),該機(jī)器人系統(tǒng)編程簡(jiǎn)單,設(shè)置快捷,具備協(xié)作性與安全性。
為了盡快實(shí)現(xiàn)人機(jī)協(xié)作,裝焊車間引進(jìn)了基于UR10機(jī)器人的涂膠系統(tǒng),并針對(duì)涂膠系統(tǒng)的整體結(jié)構(gòu)、軟件設(shè)置以及涂膠系統(tǒng)的搭建與測(cè)試情況進(jìn)行介紹。
1 涂膠系統(tǒng)的整體結(jié)構(gòu)
基于UR10機(jī)器人的涂膠系統(tǒng)主要是以UR10機(jī)器人手臂作為執(zhí)行機(jī)構(gòu),機(jī)器人控制箱作為系統(tǒng)的主控單元,SCA涂膠頭作為系統(tǒng)工具,涂膠控制器和膠泵為該系統(tǒng)的動(dòng)力機(jī)構(gòu)。圖1為基于UR10機(jī)器人涂膠系統(tǒng)的結(jié)構(gòu)。

圖1 涂膠系統(tǒng)結(jié)構(gòu)示意圖
1.1 UR10機(jī)器人系統(tǒng)
UR10機(jī)器人系統(tǒng)主要包括UR10機(jī)器人、機(jī)器人控制器、UR示教器以及相關(guān)線纜。近些年,UR機(jī)器人在車企中得到了越來越廣泛的應(yīng)用,主要優(yōu)點(diǎn)如下:
機(jī)器人各關(guān)節(jié)運(yùn)動(dòng)范圍大:UR協(xié)作機(jī)器人的各關(guān)節(jié)運(yùn)動(dòng)范圍為±360°,在整個(gè)空間工作范圍為一個(gè)球體,工作區(qū)域無死角,可以實(shí)現(xiàn)任意安裝方式。
通信方式多樣化:UR機(jī)器人支持Profinet、TCP/IP、Ethernet 、ModBusTCP及I/O的通信方式,可以與大多數(shù)PLC及上位開發(fā)軟件進(jìn)行通信。
重復(fù)定位精度高、運(yùn)行速度快:UR機(jī)器人的重復(fù)定位精度能達(dá)到±0.03mm,對(duì)于精密組裝更加適合。機(jī)器人運(yùn)行的最大線速度能夠達(dá)到2.5 m/s,穩(wěn)定性好,故障率低。
安全設(shè)置方面:擁有15個(gè)高級(jí)安全配置功能 符合:EN ISO 13849:2008 PL d, EN ISO10218-1:2011,clause5.4.3, ISO/TS 15066標(biāo)準(zhǔn)。
接下來對(duì)UR10機(jī)器人本體、機(jī)器人控制器以及機(jī)器人示教器進(jìn)行介紹。
1.1.1 UR10機(jī)器人
UR10機(jī)器人主要由六個(gè)機(jī)器人關(guān)節(jié)和兩根鋁管組成,機(jī)器人的機(jī)座與機(jī)器人的工具相連,機(jī)器人允許工具能夠在機(jī)器人工作空間平移和旋轉(zhuǎn),能夠滿足現(xiàn)場(chǎng)涂膠工藝需求。表1是UR10機(jī)器人的技術(shù)參數(shù)。
1.2.2 機(jī)器人控制器
機(jī)器人控制器作為機(jī)器人系統(tǒng)的控制單元,內(nèi)部含有存儲(chǔ)卡并存儲(chǔ)機(jī)器人工藝程序,內(nèi)部的驅(qū)動(dòng)主板通過線纜對(duì)機(jī)器人本體6個(gè)軸進(jìn)行驅(qū)動(dòng)。此外,控制器通過通信接口與上位機(jī)連接,同時(shí)通過I/O接口與外圍子站進(jìn)行信號(hào)交互,從而完成工藝作業(yè)。
1.2.3 機(jī)器人示教器
機(jī)器人示教器作為機(jī)器人系統(tǒng)的人機(jī)界面,可以根據(jù)實(shí)際需求完成通信參數(shù)設(shè)定以及對(duì)現(xiàn)場(chǎng)工藝作業(yè)進(jìn)行編程,也可以通過人機(jī)界面查看實(shí)際報(bào)錯(cuò)信息等。另外,示教器上還配有安全急停按鈕,可以在緊急情況下進(jìn)行使用。
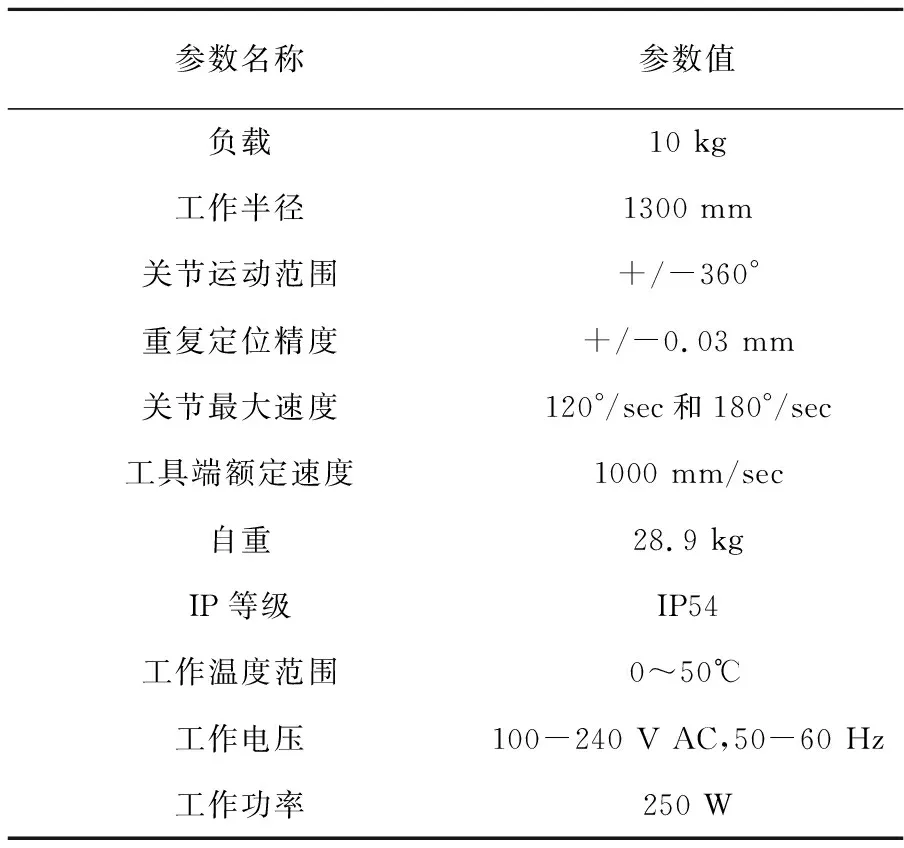
表1 UR10機(jī)器人技術(shù)參數(shù)
1.2 SCA膠泵系統(tǒng)
膠泵系統(tǒng)由德國(guó)SCA公司提供,主要由氣動(dòng)泵、控制單元、加熱單元、涂膠工具等組成。該膠泵系統(tǒng)可實(shí)現(xiàn)最大允許膠料壓力350 Bar,最大膠料加熱溫度100℃,最大氣源壓力6 Bar,壓比57∶1。
根據(jù)實(shí)際工藝要求,使用適用于UR機(jī)器人的自動(dòng)涂膠工具,涂膠工具主要包括氣缸、閥針、加熱單元、密封潤(rùn)滑單元以及涂膠嘴。
1.3 放件臺(tái)
工件放件臺(tái)主要是用于加工人放置工件,由于MFA項(xiàng)目涉及五款車型,故在設(shè)計(jì)該放件臺(tái)時(shí)必須考慮到工件的防錯(cuò)問題。為了解決該問題,設(shè)計(jì)方面主要依靠不同的定位塊進(jìn)行區(qū)分,若加工人取錯(cuò)工件時(shí),便無法放進(jìn)指定位置。根據(jù)物種車型,放件臺(tái)上裝有5個(gè)按鈕,每個(gè)按鈕代表一種車型。加工人放完工件后,根據(jù)所放置工件所屬車型,選擇按下相應(yīng)車型按鈕,此時(shí)機(jī)器人會(huì)收到信號(hào),調(diào)取相應(yīng)車型的機(jī)器人程序,帶動(dòng)涂膠工具進(jìn)行該車型的涂膠工藝。放件臺(tái)上每個(gè)車型位置都配有三個(gè)光電傳感器,主要用于檢測(cè)工件是否到位以及工件是否被取走,機(jī)器人根據(jù)傳感器的狀態(tài)判斷是否進(jìn)行下一個(gè)工藝循環(huán)。圖2為該系統(tǒng)所使用的機(jī)器人涂膠工具和涂膠放件臺(tái):
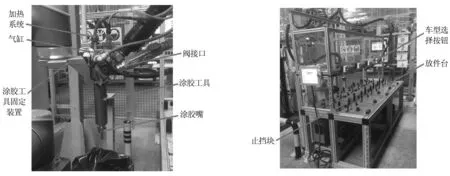
圖2 涂膠工具和放件臺(tái)
2 電氣方案
基于UR10機(jī)器人的涂膠系統(tǒng)采用了UR機(jī)器人系統(tǒng),SCA涂膠系統(tǒng)以及放件臺(tái)。UR10機(jī)器人主要由220 V 50 Hz的主電源進(jìn)行供電,涂膠控制柜主要由220 V電源供電。由于放件臺(tái)上有選擇車型的按鈕,每種車型放件位置均有三個(gè)感應(yīng)工件的光電傳感器,而UR10機(jī)器人只有8路通用數(shù)字I/O,無法滿足現(xiàn)場(chǎng)工藝需求,為了解決上述問題,在電氣方案設(shè)計(jì)上專門使用了擴(kuò)展數(shù)字量I/O模塊,該模塊通過Modbus通信協(xié)議與機(jī)器人控制柜相連,使用I/O信號(hào)傳輸?shù)姆绞脚c放件臺(tái)上傳感器進(jìn)行信號(hào)交互。圖3是本涂膠系統(tǒng)的電氣設(shè)計(jì)圖。

圖3 涂膠系統(tǒng)電氣設(shè)計(jì)圖
3 軟件設(shè)置
UR機(jī)器人的軟件設(shè)置主要在PolyScope機(jī)器人用戶界面進(jìn)行。PolyScope以層級(jí)結(jié)構(gòu)的形式來組織各個(gè)屏幕畫面,主要涉及運(yùn)行程序、機(jī)器人編程、設(shè)置機(jī)器人、關(guān)閉機(jī)器人。在編程環(huán)境中,屏幕以選項(xiàng)卡的形式組織排列以便于訪問。本部分主要講述I/O配置、安全配置以及機(jī)器人軌跡程序的編輯。
3.1 I/O配置
UR機(jī)器人主要通過PolyScope界面中I/O模塊對(duì)各個(gè)信號(hào)點(diǎn)進(jìn)行設(shè)置,并根據(jù)設(shè)計(jì)的電路圖紙,對(duì)使用的I/O信號(hào)點(diǎn)進(jìn)行硬線連接。本課題針對(duì)I/O信號(hào)點(diǎn)的分配主要用于車型的區(qū)分以及涂膠閥的控制,DI3~DI7五個(gè)輸入信號(hào)點(diǎn)分別對(duì)應(yīng)五種車型的輸入按鍵,DO3~DO7五個(gè)輸出信號(hào)分別接于按鍵指示燈,DO1用于涂膠閥的開啟,同時(shí)為了便于信號(hào)點(diǎn)的監(jiān)控,在I/O配置界面里對(duì)每一個(gè)使用到的信號(hào)點(diǎn)進(jìn)行注釋編輯。
3.2 安全配置
UR機(jī)器人系統(tǒng)擁有一套高級(jí)安全系統(tǒng),安全系統(tǒng)的設(shè)置必須在確保機(jī)器人周邊的所有人員和設(shè)備安全的情況下進(jìn)行配置,可以通過安全配置界面設(shè)置機(jī)器人手臂的最大力、功率、速度以及動(dòng)量。根據(jù)現(xiàn)場(chǎng)工藝需求該系統(tǒng)對(duì)機(jī)器人TCP移動(dòng)速度設(shè)定為250 mm/s,并對(duì)速度進(jìn)行實(shí)時(shí)監(jiān)控,當(dāng)機(jī)器人運(yùn)行速度超過了速度設(shè)定值,機(jī)器人就會(huì)以1類停機(jī)方式停止運(yùn)行。1類停機(jī)是UR機(jī)器人在驅(qū)動(dòng)電源開啟的情況下對(duì)機(jī)器人減速,使機(jī)器人在不偏離當(dāng)前路徑的情況下停止。
外部急停功能實(shí)現(xiàn)主要是將雙通道外部急停按鈕連接至安全輸入點(diǎn),A通道正負(fù)極接于管腳24 V和SI0,B通道正負(fù)極接于管腳24 V和SI1。當(dāng)遇到緊急情況時(shí),按下急停按鈕,機(jī)器人會(huì)以1類停機(jī)方式停止運(yùn)行。
3.3 機(jī)器人運(yùn)動(dòng)編程
機(jī)器人程序編程主要通過PolyScope軟件完成,并根據(jù)上件臺(tái)上的車型選擇按鈕選擇需要涂膠的車型,機(jī)器人收到該信號(hào)后進(jìn)入相應(yīng)車型主程序,為了進(jìn)行新車型涂膠工藝,機(jī)器人先將上一個(gè)循環(huán)信號(hào)點(diǎn)復(fù)位,然后通過If分支語句以及上件臺(tái)上接收到的工件感應(yīng)傳感器信號(hào)進(jìn)行車型核實(shí),車型準(zhǔn)確無誤后,機(jī)器人開始進(jìn)行涂膠。涂膠過程中如果發(fā)生碰撞,達(dá)到了設(shè)定最大碰撞力時(shí),機(jī)器人會(huì)立即停止,加工人確認(rèn)該工位無安全風(fēng)險(xiǎn)時(shí),可以選擇繼續(xù)涂膠還是直接回HOME位置。圖4為涂膠系統(tǒng)流程圖(圖4)。
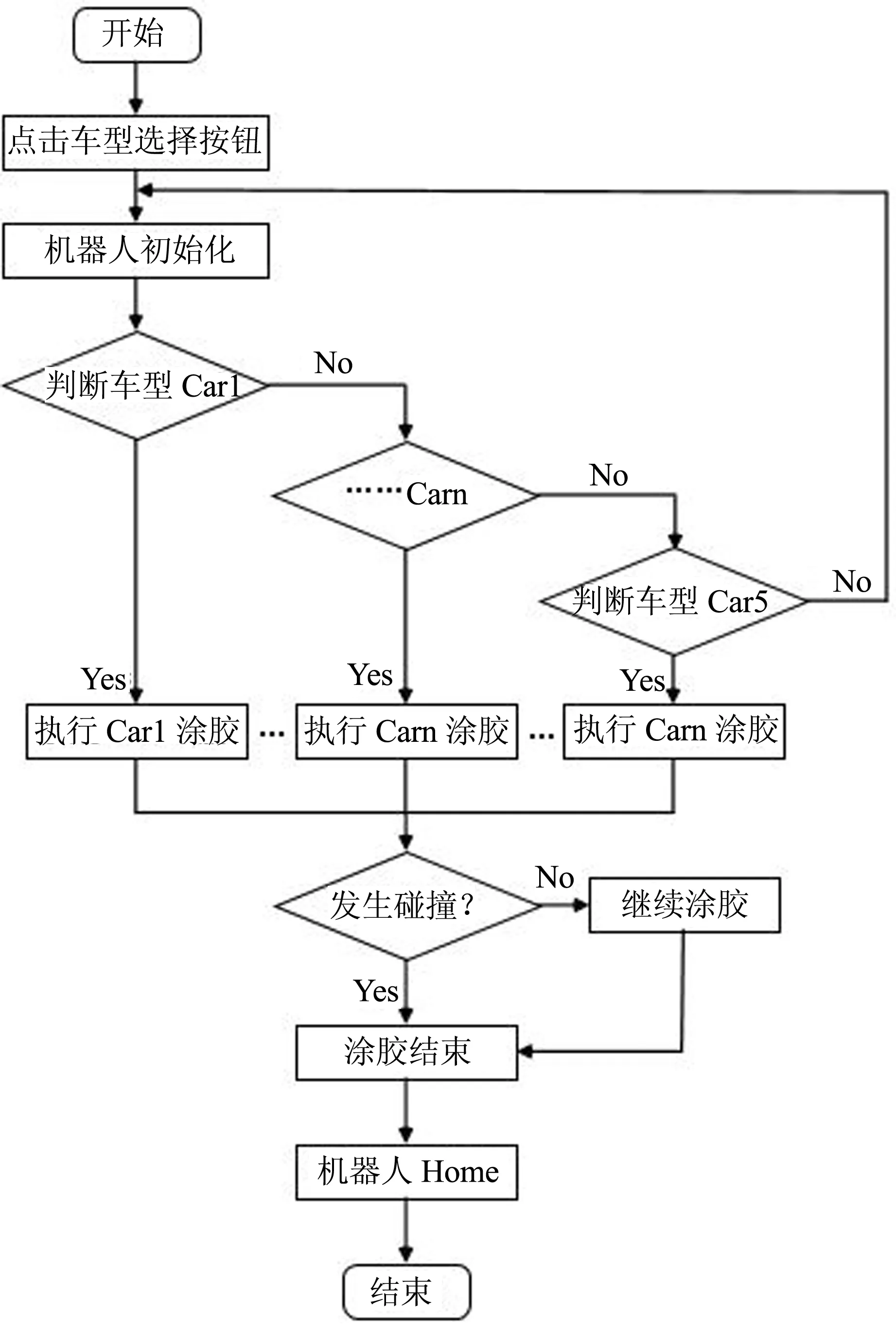
圖4 為涂膠系統(tǒng)流程圖
3.3.1 運(yùn)動(dòng)程序
UR機(jī)器人涂膠軌跡指令主要使用了指令MoveL (該指令下的路點(diǎn)均執(zhí)行直線軌跡)、MoveJ (該指令下的路點(diǎn)按照機(jī)器人內(nèi)部計(jì)算執(zhí)行最短路徑),機(jī)器人開始涂膠時(shí)先通過指令MoveJ移動(dòng)至目標(biāo)點(diǎn)Car1_P1,此時(shí)依靠指令“等待 Car1_BG11=TRUE and Car1_BG12=TRUE and Car1_BG12=TRUE”確定機(jī)器人是否收到上件臺(tái)Car1三個(gè)感應(yīng)工件傳感器信號(hào)。根據(jù)涂膠工藝要求,涉及的涂膠工藝均為直線運(yùn)動(dòng)軌跡,故通過MoveL指令完成,為了使工藝軌跡準(zhǔn)確,通過指令“Set_payload(4.5[0.07,-0.25,-0.3])”補(bǔ)償機(jī)器人工具負(fù)載引起的微小偏差。在指令MoveL下方插入Car1_P2,機(jī)器人移至該路點(diǎn)時(shí),執(zhí)行指令“設(shè)置Doser_open=TRUE” 開啟涂膠閥,機(jī)器人沿涂膠軌跡路點(diǎn)Car1_P3,Car1_P4,Car1_P5完成涂膠工藝。并通過指令“設(shè)置Doser_open=FALSE”關(guān)閉涂膠閥,機(jī)器人通過指令MoveJ回至路點(diǎn)HOME位置。
3.3.2 人機(jī)協(xié)作受力設(shè)定
人機(jī)協(xié)作是本課題的一大亮點(diǎn),機(jī)器人正常工作過程中與加工人進(jìn)行協(xié)作時(shí),難免會(huì)由于人員的誤動(dòng)作導(dǎo)致與機(jī)器人相撞,為了保證人員安全以及更好地實(shí)現(xiàn)人機(jī)協(xié)作,對(duì)UR機(jī)器人各個(gè)軸關(guān)節(jié)角度進(jìn)行監(jiān)控,每個(gè)關(guān)節(jié)角度范圍為±363°。正常生產(chǎn)涂膠過程中,機(jī)器人穿過上件臺(tái)窗口對(duì)工件進(jìn)行涂膠,此時(shí)工藝需要涂膠另外一種車型時(shí),加工人會(huì)在機(jī)器人涂膠過程中去上另一個(gè)工件,這樣機(jī)器人與人可能發(fā)生碰撞風(fēng)險(xiǎn)。根據(jù)現(xiàn)場(chǎng)工藝實(shí)際需求,加工人在放件臺(tái)另一側(cè)上工件,圖5為現(xiàn)場(chǎng)UR機(jī)器人涂膠工位示意圖。
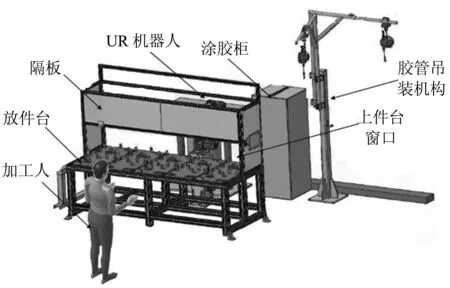
圖5 UR機(jī)器人涂膠工位示意圖
通過圖5可以看到,機(jī)器人在正常工作過程中,通過上件臺(tái)窗口進(jìn)入上件臺(tái)并開始涂膠工藝,由于隔板的視覺障礙,加工人肩部以上部位如額頭、頸部、臉等很難與機(jī)器人存在干涉,加工人上件過程中最容易與手及手臂發(fā)生碰撞, 風(fēng)險(xiǎn)非常高。根據(jù)2016年2月份由國(guó)際標(biāo)準(zhǔn)化組織(ISO)正式出版的ISO/TS 15066機(jī)器人和機(jī)器人裝置.協(xié)作機(jī)器人中附錄A表A.2人體部位受力極限的規(guī)定,設(shè)定UR機(jī)器人碰撞力時(shí)主要參考手臂及手的受力極限,具體受力極限如表2所示:
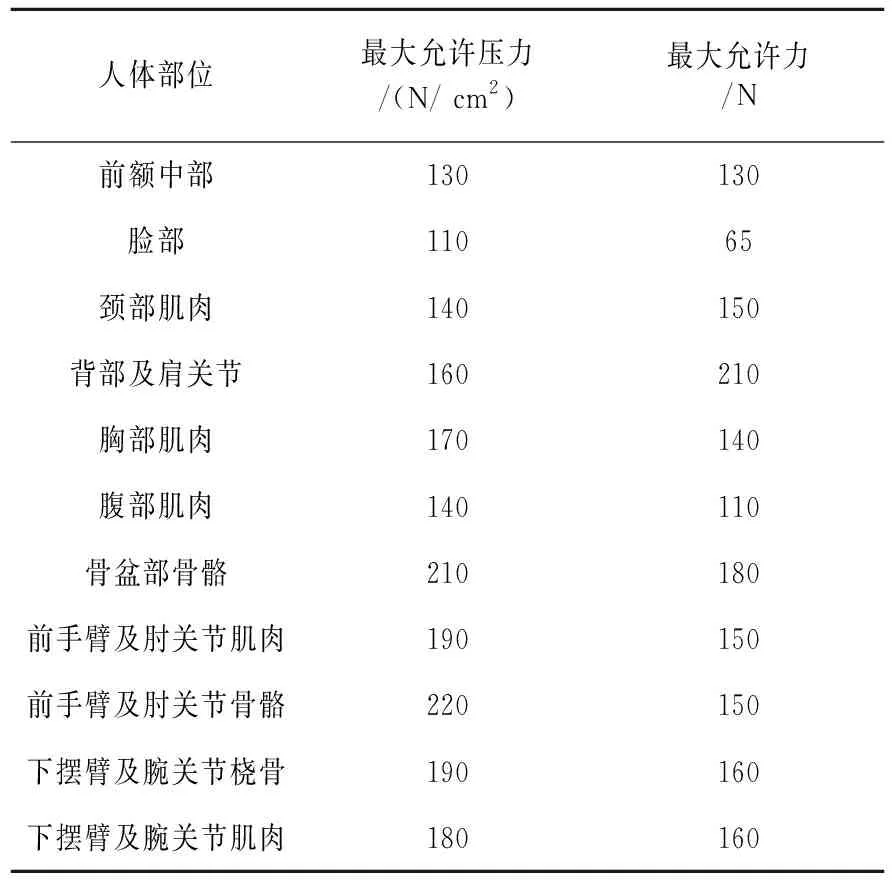
表2 人體部位受力極限
結(jié)合上述表格及涂膠工位示意圖,設(shè)定UR機(jī)器人碰撞受力時(shí)主要以手臂部位受力極限作為參考,故該受力≤150 N,由于機(jī)器人法蘭測(cè)固定著膠槍,機(jī)器人正常工作時(shí)需帶動(dòng)膠槍及膠管進(jìn)行涂膠,若該設(shè)定值過小,那么機(jī)器人感受力時(shí)會(huì)很敏感,嚴(yán)重影響生產(chǎn)。綜合考慮,將機(jī)器人感應(yīng)力設(shè)定為150N。
4 涂膠系統(tǒng)的搭建與測(cè)試
基于UR10機(jī)器人涂膠系統(tǒng),北京奔馳在前驅(qū)車裝焊車間左右側(cè)圍工位各自搭建了一套系統(tǒng)。搭建完成后,對(duì)該系統(tǒng)進(jìn)行了涂膠工藝測(cè)試、碰撞檢測(cè)測(cè)試以及人機(jī)協(xié)作測(cè)試等工作,將系統(tǒng)成功應(yīng)用到了現(xiàn)場(chǎng)。
4.1 涂膠工藝測(cè)試
根據(jù)現(xiàn)場(chǎng)涂膠工藝要求,側(cè)圍膠條寬度為2.00 mm,誤差允許范圍±0.10 mm,本測(cè)試連續(xù)生產(chǎn)50套工件,從中抽取5套工件對(duì)膠條寬度進(jìn)行測(cè)量,測(cè)量結(jié)果如下:2.03 mm、2.01 mm、1.96 mm、2.05 mm、1.95 mm。經(jīng)過驗(yàn)證,該系統(tǒng)完全符合工藝要求。
4.2 碰撞檢測(cè)測(cè)試
機(jī)器人正常運(yùn)行過程中,加工人用手觸碰機(jī)器人,當(dāng)機(jī)器人受力達(dá)到設(shè)定值150 N時(shí),就會(huì)以1類停機(jī)模式停止運(yùn)行,并通過I/O模塊向膠槍閥發(fā)出關(guān)閉信號(hào),涂膠立刻停止。與此同時(shí),機(jī)器人示教器顯示出對(duì)話框提醒加工人機(jī)器人受到碰撞,這時(shí)加工人需確定現(xiàn)場(chǎng)安全無問題便可在示教器上點(diǎn)擊復(fù)位,機(jī)器人自動(dòng)回HOME位置,等待下一個(gè)工件。
4.3 人機(jī)協(xié)作測(cè)試
生產(chǎn)過程中,機(jī)器人可能被外部因素打斷而停止運(yùn)行,有時(shí)停止位置很難依賴于編輯好的程序回HOME位置,這時(shí)就需要人為干預(yù)將機(jī)器人移至初始位置。人機(jī)協(xié)作測(cè)試需要加工人在機(jī)器人正常運(yùn)行時(shí)觸碰機(jī)器人并停止運(yùn)行,此時(shí),加工人可以用手沿著加工人設(shè)定的任意軌跡將機(jī)器人移至HOME位置,從而實(shí)現(xiàn)人機(jī)協(xié)作。
5 結(jié) 論
通過對(duì)優(yōu)傲機(jī)器人及SCA涂膠設(shè)備研究,提出了一種基于UR10機(jī)器人的涂膠系統(tǒng),根據(jù)現(xiàn)場(chǎng)工藝需求,完成了搭建與調(diào)試工作,并對(duì)系統(tǒng)進(jìn)行了涂膠工藝測(cè)試、碰撞檢測(cè)測(cè)試以及人機(jī)協(xié)作測(cè)試,最后成功應(yīng)用到了現(xiàn)場(chǎng)。北京奔馳裝焊車間已經(jīng)擁有了智能化生產(chǎn)線,作為智能化設(shè)備的代表,UR機(jī)器人有著非常重要的應(yīng)用價(jià)值和市場(chǎng)價(jià)值,更重要的是將利舊產(chǎn)品SCA涂膠系統(tǒng)與UR機(jī)器人系統(tǒng)相結(jié)合,充分體現(xiàn)了北京奔馳汽車有限公司“走向卓越2025”的戰(zhàn)略目標(biāo)。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:25:42
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25