硫基復合肥生產難點與解決措施
2022-10-15 08:53:10馬保存
磷肥與復肥 2022年9期
關鍵詞:生產
馬保存,鄒 揚
(云南云天化紅磷化工有限公司 生產制造中心,云南 開遠 661600)
我國有30%以上土地缺硫[1],而硫是農作物生長必需的營養元素之一,單質硫還具備一定的殺蟲抑菌功效,因此含單質硫的肥料越來越受到用戶的青睞。云南云天化紅磷化工有限公司為了滿足客戶需求,對30 萬t/a 復合肥裝置進行改造,經過不斷研究、分析,解決了在生產上遇到的難點,成功生產出16-20-0-13硫基復合肥(NPS)產品。
1 NPS產品生產工藝
1.1 生產原料及產品規格
生產原料:硫黃、磷酸、硫酸、氨、硫酸銨、氯化銨。
硫基產品規格:16-20-0-13,w(總養分)為36%,w(總硫)為13%,其中w(單質硫)≥5%,w(硫酸根硫)≥8%。
1.2 生產工藝流程
來自預中和槽和管式反應器的磷銨料漿,以及硫黃貯槽的液硫噴淋在造粒機物料床層上,以返料和來自原料系統的硫酸銨、氯化銨為核心,涂布包裹造粒。在造粒過程中,經氨化系統通入液氨以保證物料中和度達到要求。造粒后的物料進入干燥機與來自熱風爐的熱風直接接觸,通過傳熱、傳質蒸發物料中的水。干燥物料經振網篩進行篩分,大顆粒(粒徑>4 mm)進入破碎機破碎后同細顆粒(粒徑<2 mm)返回造粒機內作為返料。合格顆粒(粒徑2~4 mm)經冷卻、包裹后輸送至散裝庫堆存。NPS產品生產工藝流程見圖1。
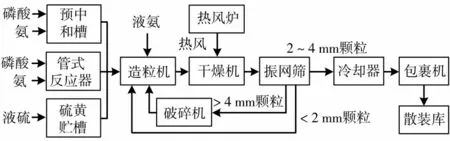
圖1 NPS產品生產工藝流程
2 生產遇到的難點及控制措施
2.1 單質硫的加入
16-20-0-13 NPS產品要求w(總硫)為13%,其中w(單質硫)≥5%,因此必須采用硫黃作為原料,其余硫可由硫酸根提供。經生產試驗,將固體硫黃直接添加在系統返料上,在造粒機內固體硫黃未能被磷銨料漿完全包裹,導致產品中出現硫黃顆粒。硫黃具有可燃性和爆炸性,燃點為246~266 ℃,當硫黃粉塵在空氣中的質量濃度≥35 g/m3時,接觸到火源便能引起爆炸。根據美國美盛公司磷酸二銨化工工藝工程師馬丁提供的實驗數據,單質硫黃質量分數達到5%的加硫磷酸二銨在310~320 ℃時可點燃,因此生產過程中干燥工序應注意干燥溫度的控制[2]。
采取的控制措施:(1)采用液硫生產。液硫噴灑在造粒機床層上,被來自管式反應器和預中和槽的磷銨料漿涂布包裹。(2)硫的熔點為130 ℃,當溫度低于130 ℃時液硫會凝固,需使用儲槽對其加溫儲存,然后再進行輸送投加。30 萬t/a 復合肥裝置原設計為NPK 復合肥生產裝置,無儲存液硫設備。將包裹油貯槽(?1 200 mm × 1 500 mm)騰空,作為液硫貯槽,從硫酸裝置倒運的液硫儲存在液硫貯槽內;拆除包裹油貯槽攪拌槳,安裝液硫泵,泵出口管(?32 mm×3.0 mm)安裝至造粒機內,所有的管線均做夾套保溫。(3)干燥機進口熱風溫度嚴格控制在310 ℃以下。
2.2 硫酸加入量大導致設備和管道腐蝕
經配方測算硫酸單耗為223 kg/t,裝置正常生產負荷為35 t/h 時,硫酸添加總量達4.34 m3/h,一部分添加在管式反應器中,另一部分在造粒洗滌塔中投加。在生產過程中,造粒洗滌塔洗滌管線及管式反應器混合頭腐蝕嚴重,管線、法蘭頻繁泄漏。
采取的控制措施:(1)增加固體硫酸銨原料投加量至110~150 kg/t,以減少硫酸添加量;(2)管式反應器混合頭材質由316L 改為管內襯四氟乙烯形式,管內通徑尺寸保持不變;(3)硫酸大部分(≥70%)添加在管式反應器中,其余添加在造粒洗滌塔,以減少洗滌塔管線腐蝕。
2.3 管式反應器噴漿量波動大
因硫酸泵功率偏小,且管式反應器運行壓力高,進管式反應器的硫酸量不穩定;由于管式反應器噴漿量低(<25.0 m3/h),且采用雙槽口生產,導致管式反應器噴漿量波動較大,造粒機易出“潮料”,造成下料口堵塞。
采取的控制措施:(1)更換硫酸泵電機和變頻器,進管式反應器硫酸流量穩定在1.2~1.5 m3/h;(2)封堵管式反應器第二個槽口,采用單槽口生產,以穩定管式反應器噴漿量。
2.4 造粒物料難成粒
NPS產品生產初期,控制造粒洗滌塔洗液相對密度在1.40~1.45,產品表面較圓潤,但水含量超標。隨后將造粒洗滌塔洗液相對密度提高至1.46~1.56,因管式反應器噴漿量波動較大,造粒物料難以成粒,系統返料量大,須停止一、二級振動器成品才能取出。
采取的控制措施:(1)投用預中和槽,控制預中和槽料漿相對密度在1.45~1.50;(2)造粒洗滌塔洗液相對密度調至1.45~1.48;(3)減少系統返料量至130~150 t/h。相關工藝指標控制情況見表1。

表1 NPS產品工藝指標控制
2.5 成品水含量高
生產初期,為降低產品富余養分,磷酸w(固)控制在20%~23%,管式反應器采用液氨生產,且造粒洗滌塔洗液相對密度控制較低,導致干燥機尾氣溫度低,為75~80 ℃,產品水含量無法達到標準要求(w(H2O)≤2.0%)。
采取的控制措施:(1)調整磷酸固含量,w(固)降低至16%~18%;(2)管式反應器采用部分氣氨生產;(3)管式反應器硫酸添加量≥1.2 m3/h,增加管式反應器反應熱,以蒸發物料水分。產品質量指標控制情況見表2。

表2 NPS產品質量指標控制情況 %
3 結語
雖然NPS產品采用硫黃作為原料生產存在一定的安全風險,但只要安全控制措施得當,采用液硫生產,生產安全便可以保障。生產過程中遇到諸多難題,通過不斷調整配方、優化生產工藝指標,最終生產出高硫含量(w(總硫)13%)的產品,提高了產品市場競爭力。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
