煤礦立井提升機大直徑滾筒裂紋修復研究
2022-10-20 08:49:24李福勇張傳明齊學海趙明偉
礦山機械 2022年10期
李福勇,張傳明,齊學海,趙明偉
山東能源新礦集團公司 山東泰安 271219
目 前國內礦井大量采用摩擦式多繩提升機進行提升,滾筒作為提升機的重要組成部分,其設計年限應與礦井服務年限相近。但考慮滾筒的設計、材料的選用、加工的缺陷、現場的使用以及后期的維護,滾筒鐵板可能出現疲勞,甚至出現裂紋。若發現不及時,可能造成提升容器墜落,造成嚴重后果。筆者論述了滾筒出現裂紋后對滾筒的修復工作,以及因裂紋修復后造成的閘盤偏擺的調整方法,為多繩摩擦式提升機滾筒的維修工作提供了經驗。
1 背景概述
1.1 提升機參數
某煤礦設計生產能力為 600 萬 t/a,核定生產能力為 780 萬 t/a,原煤提升主要由 1、2 號 2 臺主井提升機完成,提升機由國外某公司進行設備成套集成。提升機型號為 JKM4.5×6,滾筒和導向輪直徑均為 4.5 m;電動機額定功率為 4 800 kW,額定電流為 2×464 A,轉速為 53 r/min,交-直-交變頻系統;提升高度為 834.4 m;制動形式為液壓盤式閘;最大提升速度為12.48 m/s,最大提升能力為 874 t/h;提升容器為一對32 t 多繩箕斗。
1.2 滾筒裂紋說明
1、2 號提升機滾筒均采用剖分式滾筒,對口使用螺栓固定,包括卷筒對口螺栓、輔板夾板緊固螺栓、輔板對口耳子螺栓以及主軸法蘭連接螺栓。其中,輔板對口耳子螺孔、法蘭與輔板連接均采用焊接方式。截止到發現裂紋時,1 號主井滾筒共計使用148個月,提升原煤約 4 000 萬 t;2 號主井滾筒共計使用 127個月,提升原煤約 3 600 萬 t。2020 年 5 月巡查時發現,1 號提升機滾筒在運行時發出規律的異響,停車檢查時發現滾筒 2、3、4 號輔板各出現一處裂紋,長度分別為 550、400、130 mm;2 號主井滾筒卷板對口位置有一處裂紋,長度為 1 200 mm。
2 滾筒裂紋有限元分析
裂紋出現在輔板及卷板位置。利用應力檢測儀檢查發現,裂紋周圍板材上所受的內應力要大于其他位置,采用有限元分析法對比分析滾筒開裂前后所受應力。原始設計無裂紋、正常滿載提升時,提升機載重 32 t,滾筒的應力分布如圖 1 所示。出現裂紋后,卷筒帶上述尺寸的裂紋、減載工況下,提升機載重 20 t,滾筒的應力分布如圖 2 所示。
由圖 1 可知,無裂紋情況下,端板和卷筒筒殼連接處應力在 15 MPa 左右。
由圖 2 可知,滾筒帶裂紋工作后,產生了新的裂紋。在載荷分布的半卷筒中間位置,裂紋長約 150 mm,端點距端板 70 mm,出現在滾筒應力集中點附近。為了更清晰地顯示裂紋處的應力情況,端板未顯示。在裂紋兩端存在局部應力集中,裂紋周圍的應力等級和無裂紋時的應力級別類似,約為 15 MPa。
3 裂紋修復
3.1 焊條的選擇
焊接低合金鋼時,焊接材料的選用應考慮滾筒材料的化學成分和性能 (包括焊接性)、坡口型式、結構和接頭受力的大小等綜合因素。焊接材料的特性按滾筒力學性能相同或接近原則進行選配。焊縫金屬強度不宜過高,通常控制在不低于或略高于母材強度,可根據被焊材料抗拉強度等級來選擇相應強度等級的焊條。對于焊縫性能要求高的重要結構,或容易產生裂紋的鋼材更應如此。同時,在焊接過程中,焊條不應產生過多的煙霧或過大的飛濺。綜合考慮,最終選用J506 焊條,利用交流電焊機,采用手工電弧焊。
3.2 坡口處理
為保證滾筒焊縫的有效厚度和根部焊透,改善焊縫成形,在滾筒襯板上開 X 形坡口。坡口采用碳刨方式,兩側先后碳刨,外側碳刨深度大于母板的 1/2,用砂輪對坡口打磨至有金屬光澤。焊接完成后,內側進行碳刨,碳刨深度同樣大于母板的 1/2,露出外側焊縫。打磨后,采用著色探傷及超聲波探傷兩種方式檢測是否存在缺陷;若存在缺陷,繼續碳刨或用磨光機打磨,直至消除缺陷。
3.3 引弧
手工電弧焊中,常用的引弧方法有劃擦法和直擊法,本次采用劃擦法。若引弧處滾筒鋼板溫度較低,焊條藥皮還未充分發揮作用,會使引弧點處焊縫較高,熔深較小,易產生氣孔。為解決該問題,應在焊縫起始點后 10 mm 處引弧,引弧后迅速將電弧引至起始點處進行預熱,預熱后將電弧壓短,焊條弧長為焊條直徑的 0.5 倍左右進行焊接。這樣可使電弧在二次經過時,將引弧部位金屬重新熔化,消除氣孔。
3.4 焊接
焊接所用焊條無破損,按照規定溫度進行烘干。為防止焊條端部裸露不均,在焊件前用銼刀加工,防止引弧時使藥皮大塊脫落,影響焊接質量。焊接時將整條焊縫分成 100~200 mm 小段,采用鋸齒形運條焊法,連續擺動并向前移動。根據滾筒的厚度,一是焊條與焊接前進方向的夾角為 65°左右,二是焊條與滾筒一側夾角大于焊件一側的夾角,使滾筒焊縫厚度和寬度均勻。滾筒熔池中的鐵水與熔渣保持 2 mm 距離,焊接電弧長度為 2~ 3 mm。短弧操作,直線運條。為防止連續焊接引起過燒,每焊一層,稍停,待溫度降低到 250~ 300 ℃ 時,再接焊下一層,以有效降低焊縫收縮應力。
3.5 收弧
采用畫圈收弧法,當焊條至焊縫終點時,做圓圈運動填滿弧坑。收弧不能過快,否則熔池中的氣體來不及逸出,導致在弧坑處出現疏松、裂紋、氣孔和夾渣等。應將焊條返回焊接 10~ 15 mm,然后抬高電弧直至熄滅。
3.6 保溫消除焊接應力
受現場條件限制,焊接后,采取石綿毯保溫至80 ℃,然后使用丙烷噴燈加熱至 180~ 200 ℃。覆蓋石綿毯以減緩溫度下降的速度,消除部分內應力。
4 修復后滾筒的有限元分析
采用焊接的方法,在裂紋處卷筒外殼和內側加焊肋板,增強裂紋處的局部強度。增加肋板修復后,提升機載荷 20 t 的工況下,滾筒的應力分布如圖 3 所示。為了更清晰地顯示裂紋處的應力情況,端板及內側肋板未顯示。
由圖 3 可知:在肋板處,筒殼的應力等級有所降低,肋板處的應力小于 10 MPa;肋板外部,即在筒殼和端板連接處,應力還在 15 MPa 左右。可見,在裂紋處加焊肋板,可以改善裂紋處筒殼的受力情況。
5 長焊縫焊接引起的變形處理
5.1 變形數據測量
裂紋位于卷板一側 150~ 200 mm 范圍內,裂紋長度為 1 200 mm,長度較長,焊接后出現滾筒寬度收縮現象。在制動閘全部打開、滾筒閘盤不受外力影響下,利用百分表測量閘盤偏擺情況,結果如表 1 所列。根據測量結果繪制閘盤變形曲線,如圖 4 所示。
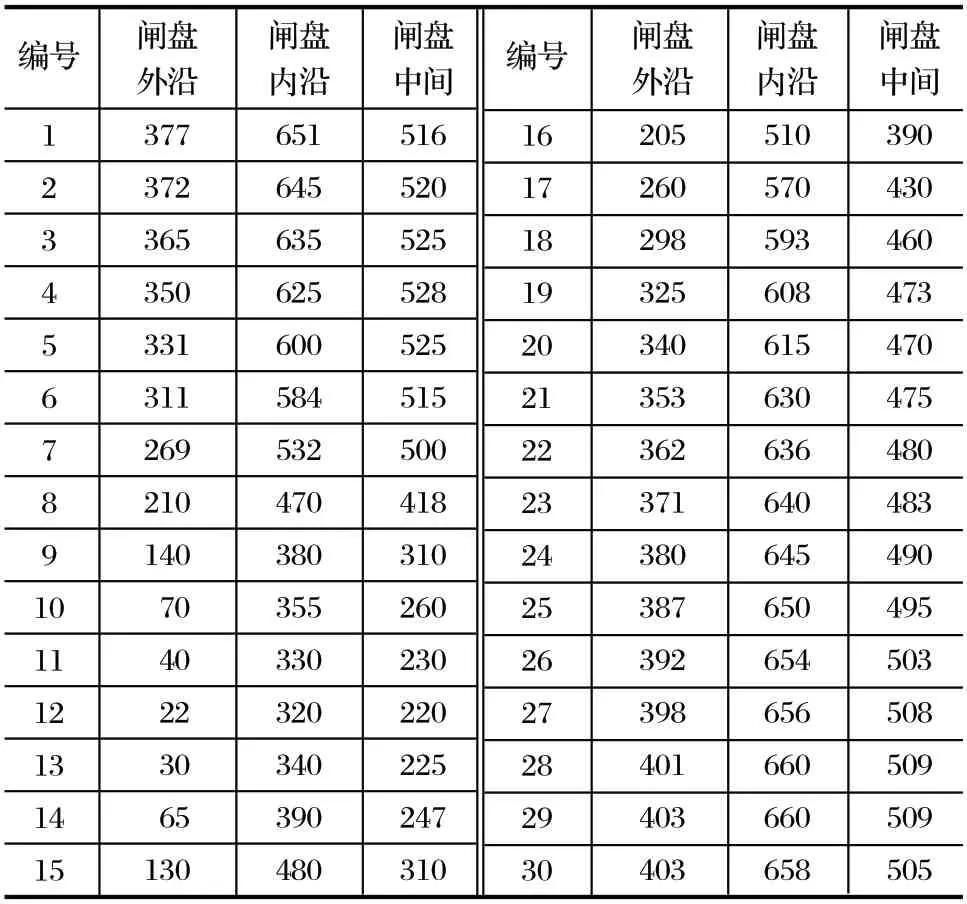
表1 閘盤偏擺測量結果Tab.1 Measurements of deflection of brake disc mm
綜合測量結果可知:在 7~ 19 號范圍內,閘盤整體變形較大,且變形量都呈內縮現象。
5.2 閘盤偏擺調校
提升機制動系統中,閘盤的性能直接影響制動效果。如果閘盤偏擺超標,則閘瓦間隙不一致,造成制動力波動劇烈,嚴重影響提升機的安全可靠性。根據AQ 1014—2005 規范[8]要求:制動盤的端面跳動不允許超過 1.0 mm。在焊接后,滾筒實際端面跳動最大值達到 3.55 mm,超過了相關要求,提升機閘盤偏擺開關動作,無法正常開車。
根據現場情況,研究了火焰烘烤法和墊片調整法兩種方案。因火焰烘烤法無法做到人為控制,其結果也無法預測,最終采用墊片調整法。
從偏擺測量數據發現,12 號測點的變形量最大,兩側呈非線性減小趨勢。通過計算確定墊片厚度,在閘盤與滾筒間墊入不同厚度的銅皮墊片。根據閘盤螺栓緊固力矩要求緊固螺栓,多次嘗試后,最終調整閘盤最大偏擺至 0.75 mm,符合 AQ 1014—2005 要求。再次啟動后,偏擺開關不動作,提升機恢復正常運轉。
6 結論
(1) 采用加焊加強肋的方案對滾筒修復后,經過3個月的運行,提升機滾筒運行正常,未出現異常振動、聲響。
(2) 長裂紋修復時,應提前采取防止滾筒變形的方案,防止焊接修復后滾筒出現變形的情況。
(3) 因滾筒變形造成閘盤偏擺量不大于 4 mm 時,可采取增加墊片法減少閘盤偏擺。此方案更容易控制,且能取得相對較好的結果。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
